



1.用倒角车刀倒角
图4-28所示是可对内、外角同时倒角的双刃倒角车刀,使用时将其安装在车床刀架上,移动床鞍即可进行切削。
当所加工倒角工件的壁厚有多种尺寸时,可使用如图4-29所示的分体式倒角车刀。可以在上、下倒角车刀之间加上适当厚度的垫片,以调节A刃和B刃之间的距离,适应不同壁厚工件的倒角需要。该倒角车刀上的A刃和B刃可磨成直线刃或圆弧形,根据具体要求而定,其中部穿螺钉处可加工成长槽状,以便调节上、下倒角车刀的相对位置。
图4-30a所示工件内小孔端面上需要倒角,使用如图4-30b所示的刀具可以非常方便地切出内倒角。在车床上使用该工具时,将其夹持在自定心卡盘内,刀头在刀柄槽内可灵活转动。当刀柄反转时,刀头落入工件槽内;刀柄正转时,刀头在离心力的作用下甩出,进入加工状态。在刀柄旋转的同时,通过安装在床鞍上工件的左右适当移动,可完成小孔内端面的倒角。
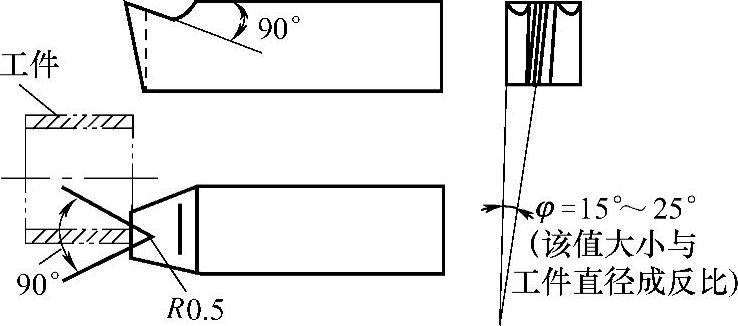
图4-28 双刃倒角车刀
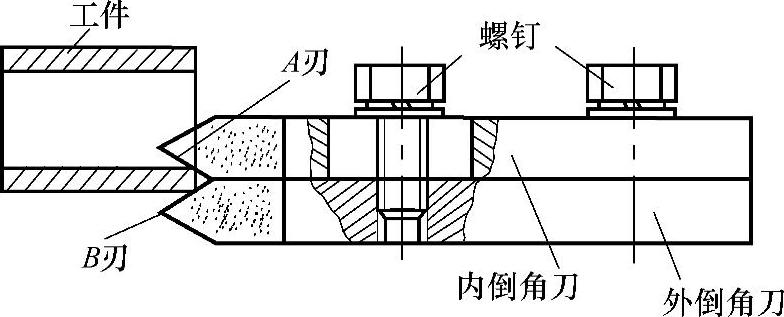
图4-29 分体式倒角车刀
2.车床上的倒角装置
图4-31所示装置在车削台阶轴的进给过程中可进行倒角加工,适合在大批量加工中使用。该装置固定在尾座套筒上,滑块2的轴线与车床主轴中心线相交成45°角(轴件倒角角度)。加工时,扳动手柄4顶着滑块2向下移动,装在滑块上的车刀即对工件轴端进行倒角;手柄放松时,借弹簧5的弹力使滑块缩回,车刀即离开工件。
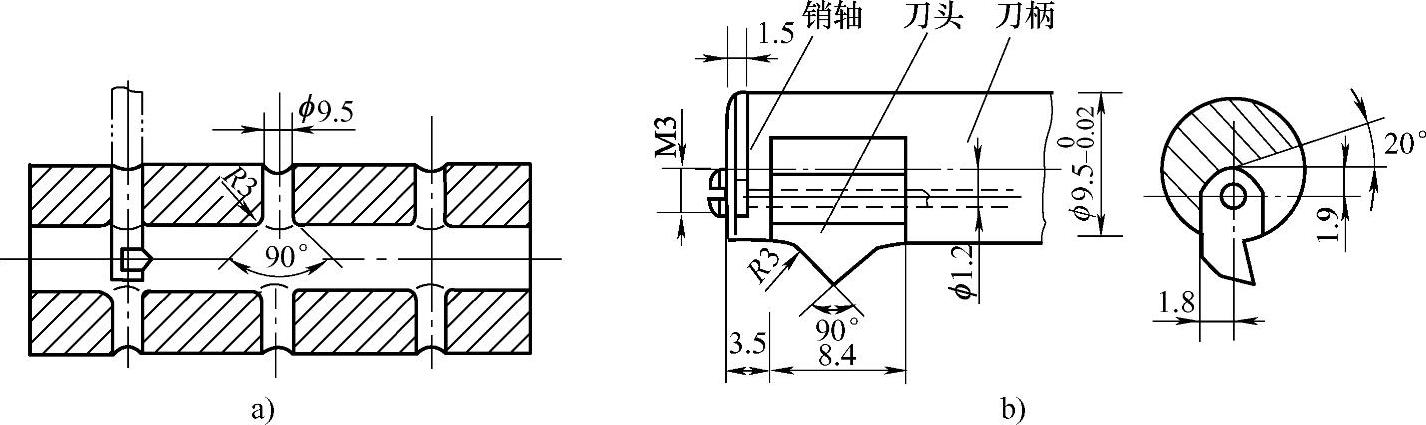
图4-30 工件内小孔端面倒角刀具(https://www.xing528.com)
a)工件 b)倒角刀具结构
大批量车削轴类工件时,还可使用如图4-32所示的自动倒角装置。靠模托架1用角铁焊接制成,固定在车床溜板6上,靠模2用螺钉固定在靠模托架1上(靠模要光洁些)。将刀排3装在托块5上,托块5与锁紧块8连在一起,锁紧块8用螺钉固定在车床尾座顶尖上。倒角刀7装在刀排3上并用螺钉紧固,弹簧4套在刀排3上。刀排3上开有长槽,螺钉9就嵌在这个槽内,以防止刀排转动。
加工时,将倒角刀7反装在刀排3上并加以紧固,同时使车刀刀尖对准工件中心。根据工件的大小、长短调整靠模位置,调整好后用螺钉紧固。操作时开动车床,使车床溜板纵向走刀进行切削。纵向走刀快要完毕时,靠模2上的凸出部分正好和刀排3接触,这时刀排3压缩弹簧并向前移动,倒角刀7就在这时把倒角切削好。
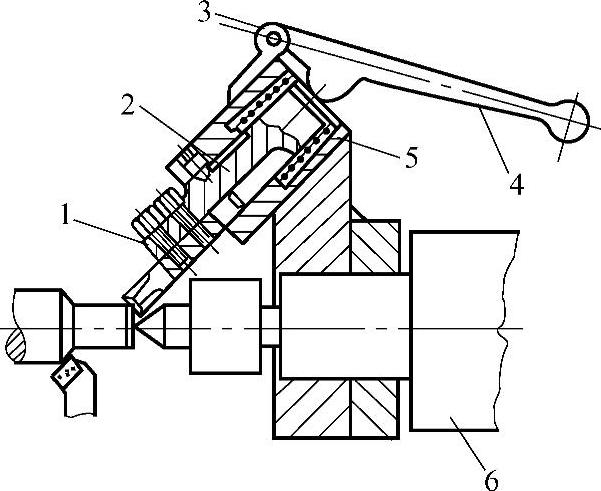
图4-31 车床上的倒角装置
1—外壳体 2—滑块 3—销轴 4—手柄 5—弹簧 6—尾座套筒
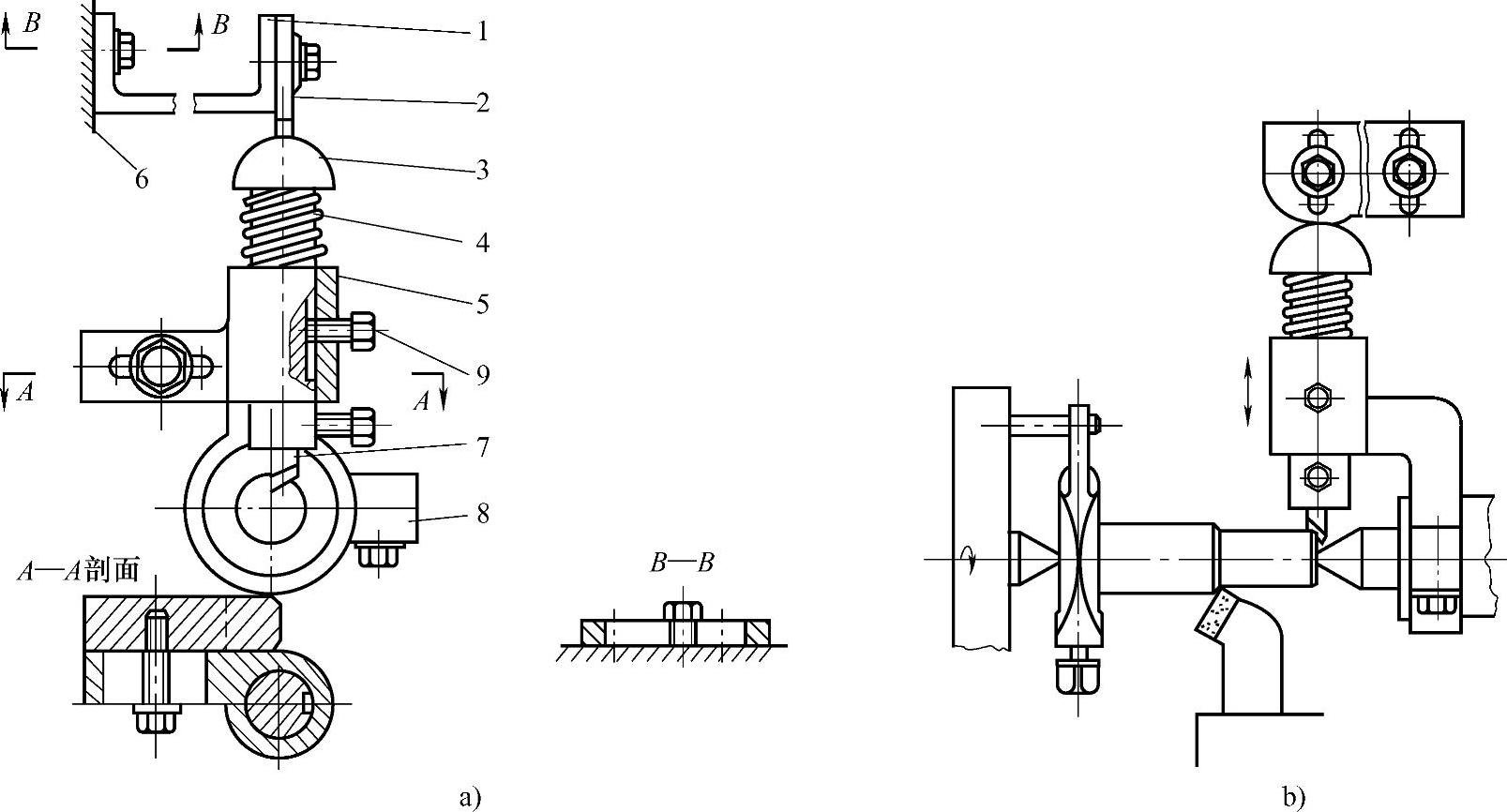
图4-32 自动倒角装置
a)倒角装置结构 b)使用情况
1—靠模托架 2—靠模 3—刀排 4—弹簧 5—托块 6—车床溜板 7—倒角刀 8—锁紧块 9—螺钉
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。