



薄板形工件如图4-1所示。由于此类工件的刚性差,所以加工时应考虑装夹、车刀几何角度、加工方法及预防变形和切削力等问题。
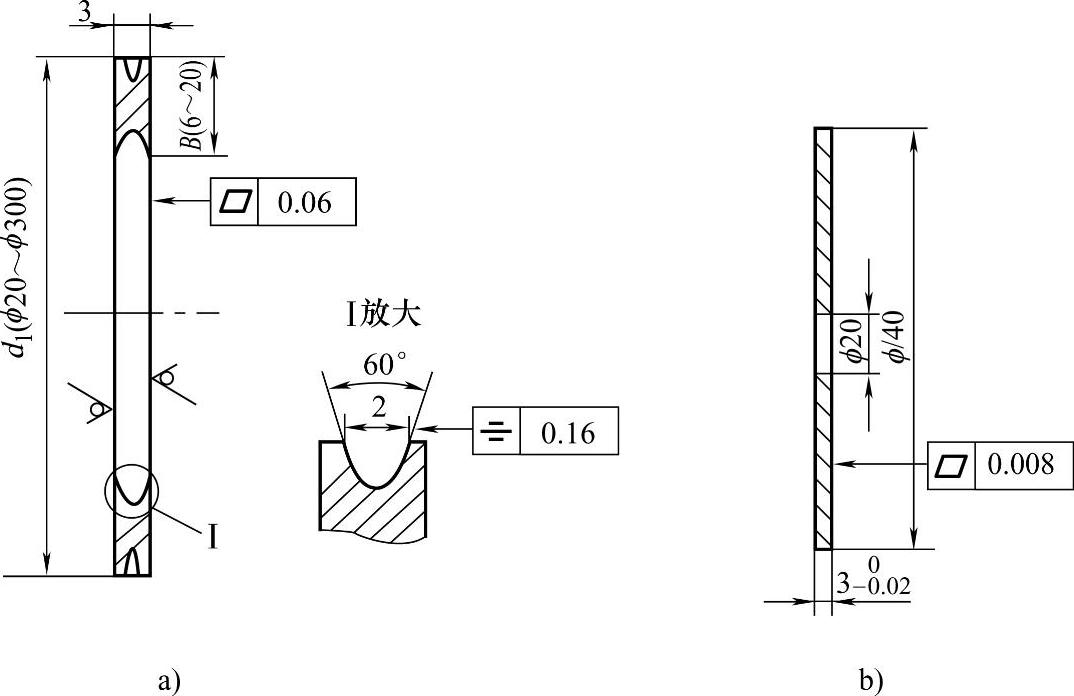
图4-1 薄板形工件
a)形式Ⅰ b)形式Ⅱ
1.薄板工件的装夹形式
如图4-2a所示,将碗形夹板安装在自定心卡盘上,工件以定心夹板定位,利用尾座回转顶尖顶持好后,即可进行加工。图4-2b所示是将薄板工件夹紧在左、右顶盘之间,左顶盘插入主轴锥孔内,右顶盘插入尾座套筒中。使用时,将工件放在右顶盘端面的台阶处,并与左顶盘顶在一起,将工件夹紧。
如图4-3a所示,左顶盘端面车有几条深度相等的环槽,槽内嵌入橡胶密封圈。使用时,将左顶盘夹持在自定心卡盘内,通过后顶尖顶住右顶盘,将工件夹紧。
图4-3b所示是在左顶盘内装上前顶尖和弹簧,将左顶盘夹持在卡盘内,工件夹持在左、右顶盘之间,移动尾座顶尖将薄板工件夹紧。
当薄板工件的端面、内孔和外圆都需要加工时,可采用专用夹具装夹。将心轴装夹在自定心卡盘上,工件装入螺母内(图4-4a),拧紧螺母将工件夹紧。接着就可以用90°弯刀车削端面,并进行钻孔和车孔;加工完一个端面后拧下螺母,将工件翻转,再车削另一端面。两端面都加工完毕后,取下工件,按照图4-4b所示的方法顶住工件车削外圆。压块中心处有一个小凸台,安装工件时,应使小凸台插入工件孔内进行定位。
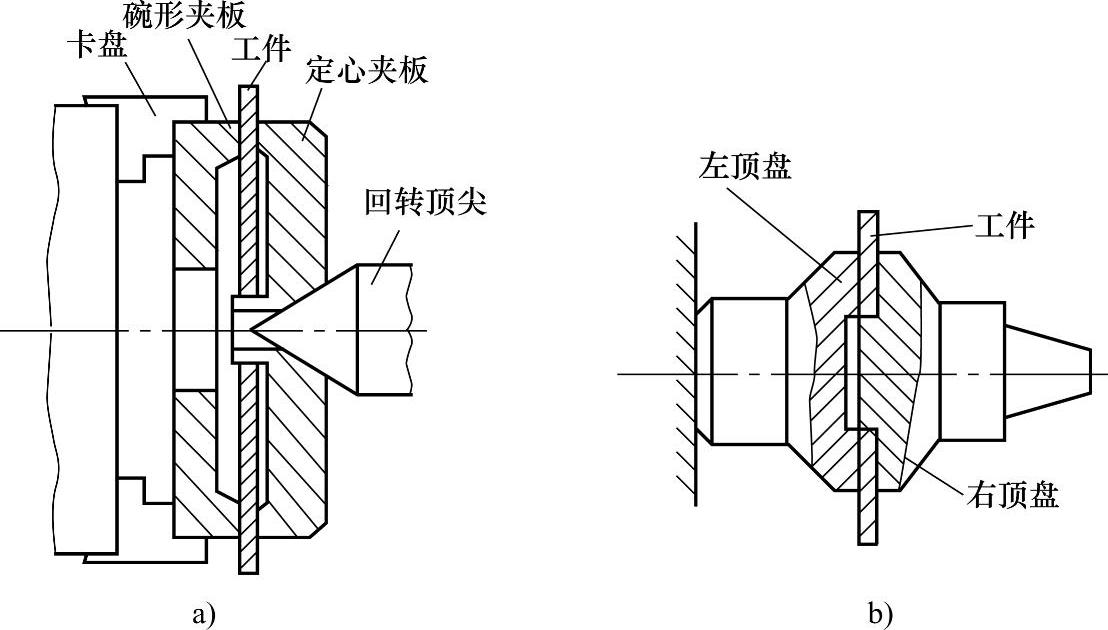
图4-2 薄板形工件的装夹情况(一)
a)装夹形式Ⅰ b)装夹形式Ⅱ
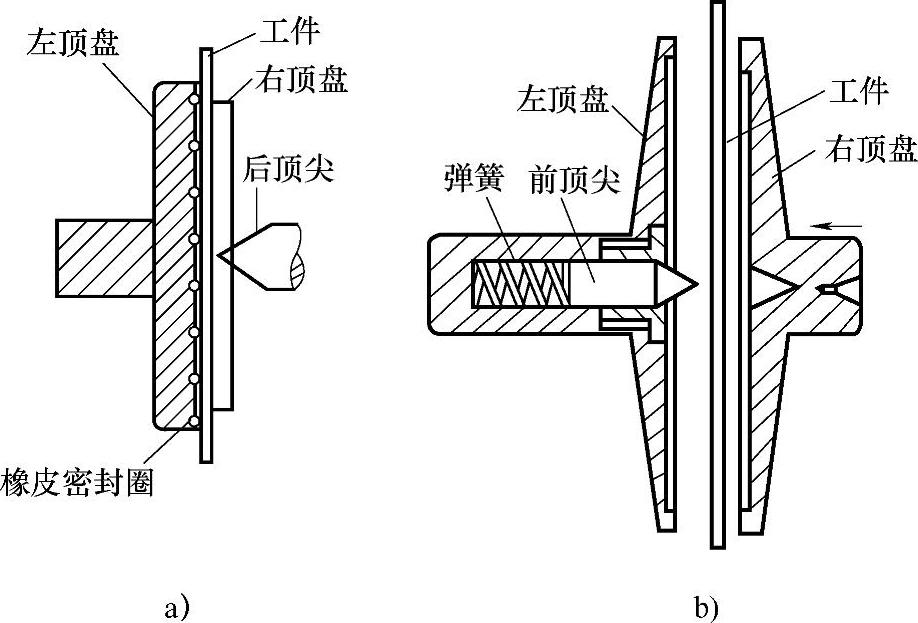
图4-3 薄板形工件的装夹情况(二)
a)装夹形式Ⅰ b)装夹形式Ⅱ
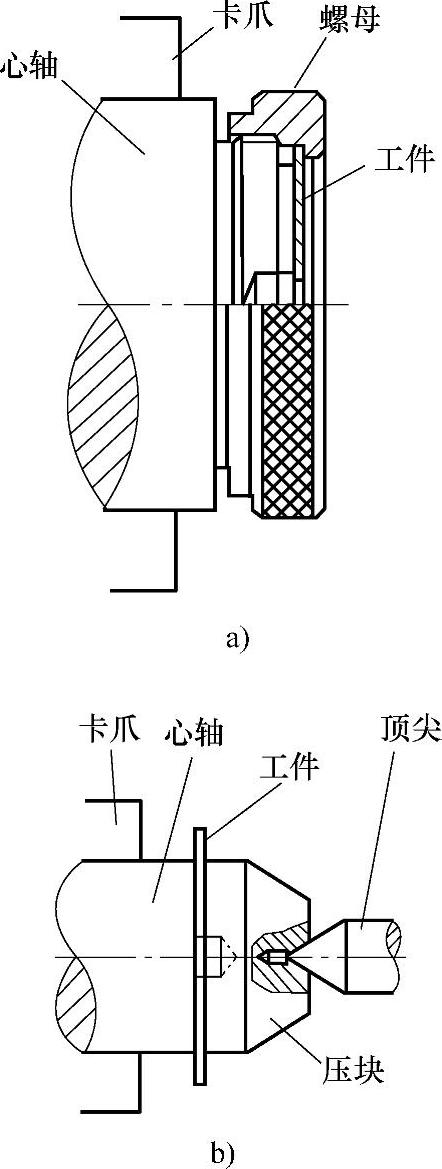
图4-4 薄板形工件的装夹情况(三)
a)用专用工具装夹薄板工件 b)外圆装夹方法
制作该夹具时要注意:
1)心轴右端面上有一个光洁的台阶(图4-4a),台阶直径要小于薄板工件的外径,这样车完一个端面翻转后,已加工表面能与心轴端面很好地结合。
2)螺母右端面孔径应适当大于薄盘工件的外径,以保证能将工件端面直径车到所要求的直径。(https://www.xing528.com)
图4-5所示为带斜角薄板工件,某厂车削该工件时使用了如图4-6a所示的夹具。将工件夹持在夹具体2与定位板4之间,为了增加夹持面与工件端面间的摩擦力,夹具体右斜端面和定位板左斜端面上均刻有深1mm、宽2mm、间隔为20mm的菱形网状沟槽(图4-6b)。加工时,将回转顶尖装入尾座套筒内,尾座套筒前移时,即可带动回转顶尖将工件夹紧。
工件上的端面和外圆都需要车削的无孔薄板工件装夹起来比较困难,此时可采用粘结方法,即采用704硅橡胶将工件粘接在心轴上,固化12h后,再将心轴装入夹具内,如图4-7所示。粘接面积不宜过大,以使工件绝大部分处于不受外力作用的自然状态。用厚呢布5做靠面主要是起消振作用,使工件受力均衡,有利于精加工。加工完毕后,将工件粘结部分浸泡在汽油内1h左右就能脱胶。采用这种装夹方法时需要准备一定数量的心轴,这不但可使薄板工件的变形缩小到最低程度,且在批量生产中可以重复使用。
2.薄板工件的车削形式
车削薄板工件时,车刀几何角度的选择很重要,图4-8所示是用主偏角为82°~86°的车刀车削薄板工件端面的情况。车削精度要求较高的薄板工件端面时,可采用如图4-9所示的双刀柄加工方法,将两个刀柄叠压组合装在车床刀架上,其悬伸长度L可以根据加工需要进行调整。工件的加工厚度可通过调整螺栓进行控制。
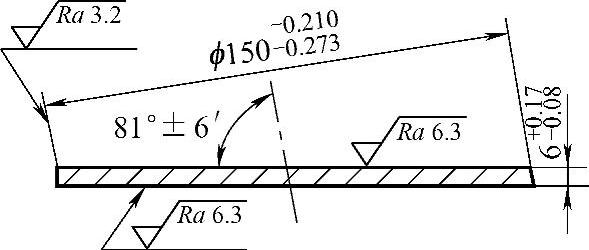
图4-5 带斜角薄板工件
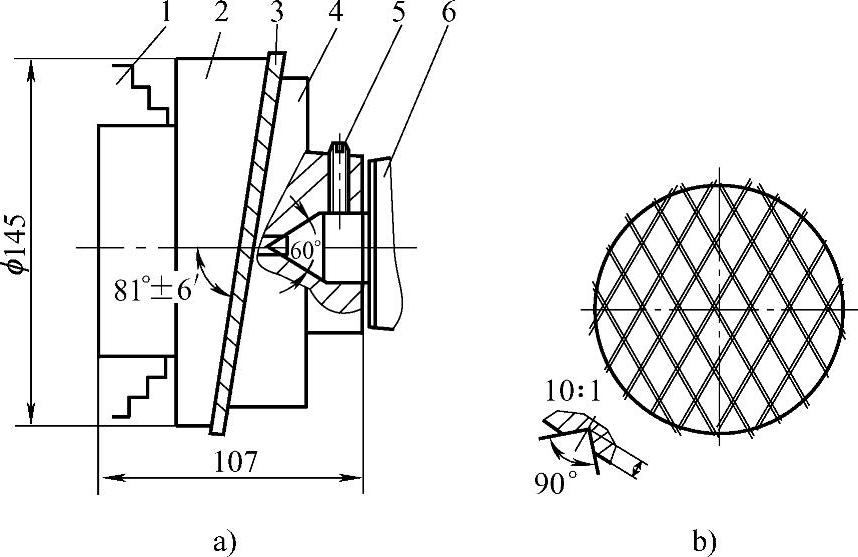
图4-6 装夹带斜角薄板工件
a)装夹情况 b)在夹具体和定位板斜端面上加工网状沟槽
1—自定心卡盘 2—夹具体 3—工件 4—定位板 5—紧定螺钉 6—回转顶尖
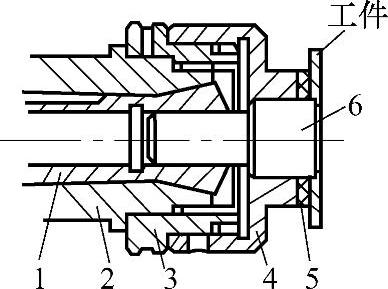
图4-7 粘结法装夹薄板工件
1—弹性夹头 2—主轴 3—衬套 4—定位套 5—厚呢布 6—心轴
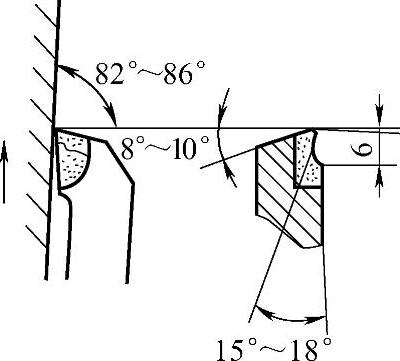
图4-8 车削薄板工件端面
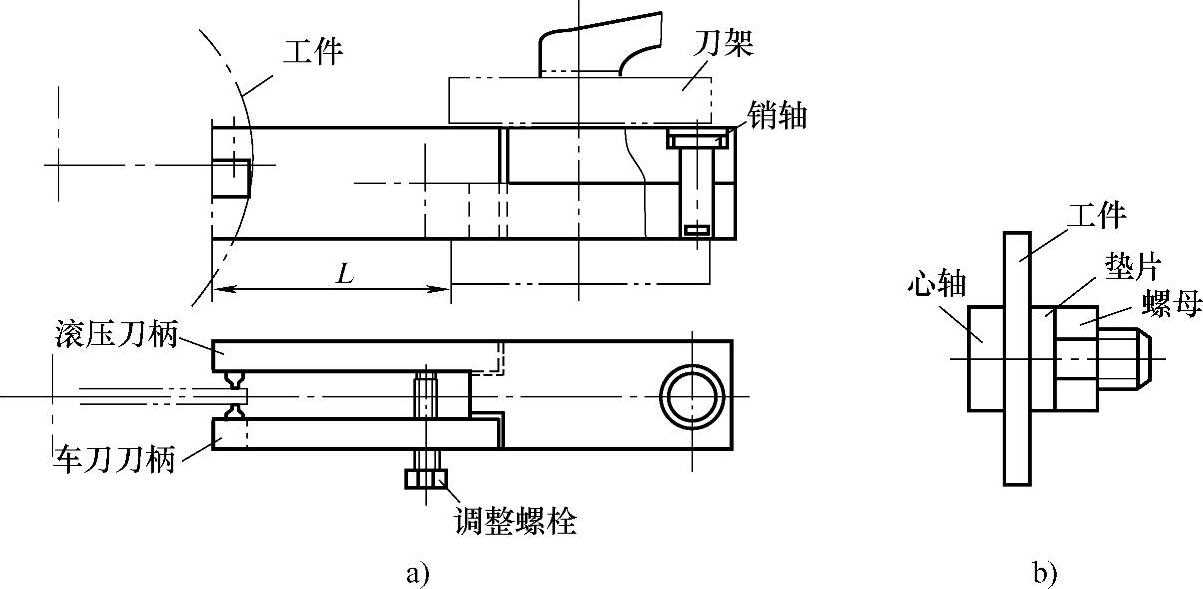
图4-9 双刀柄加工薄板工件端面
a)双刀柄法车削 b)工件装夹方法
如图4-9a所示,在车刀刀柄上装上刀头,在滚压刀柄上装上滚珠,加工时为单侧车刀切削,侧滚珠支承滚压,从而有效地增加了工件刚性,降低了表面粗糙度值。为了提高效率,还可以在滚压刀柄上装上刀头,这时两把车刀同时切削,其切削力的轴向分力相互抵消,适合在粗加工和半精加工时使用。
图4-9b所示为采用双刀柄车削薄板端面时工件的装夹情况,将螺母拧紧,工件即被固定。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。