



孔深尺寸可以用深度游标卡尺直接量出。
图3-248a所示工件上有一个直径为ϕ14mm、长度为(3±0.05)mm的孔,该孔的长度要求比较严格,测量起来比较困难。图3-248b所示是在普通深度游标卡尺的顶端增加了一个拐钩,测量时使拐钩勾住ϕ14mm孔的内台阶面(图3-248c),即可精确地测出该孔的长度。
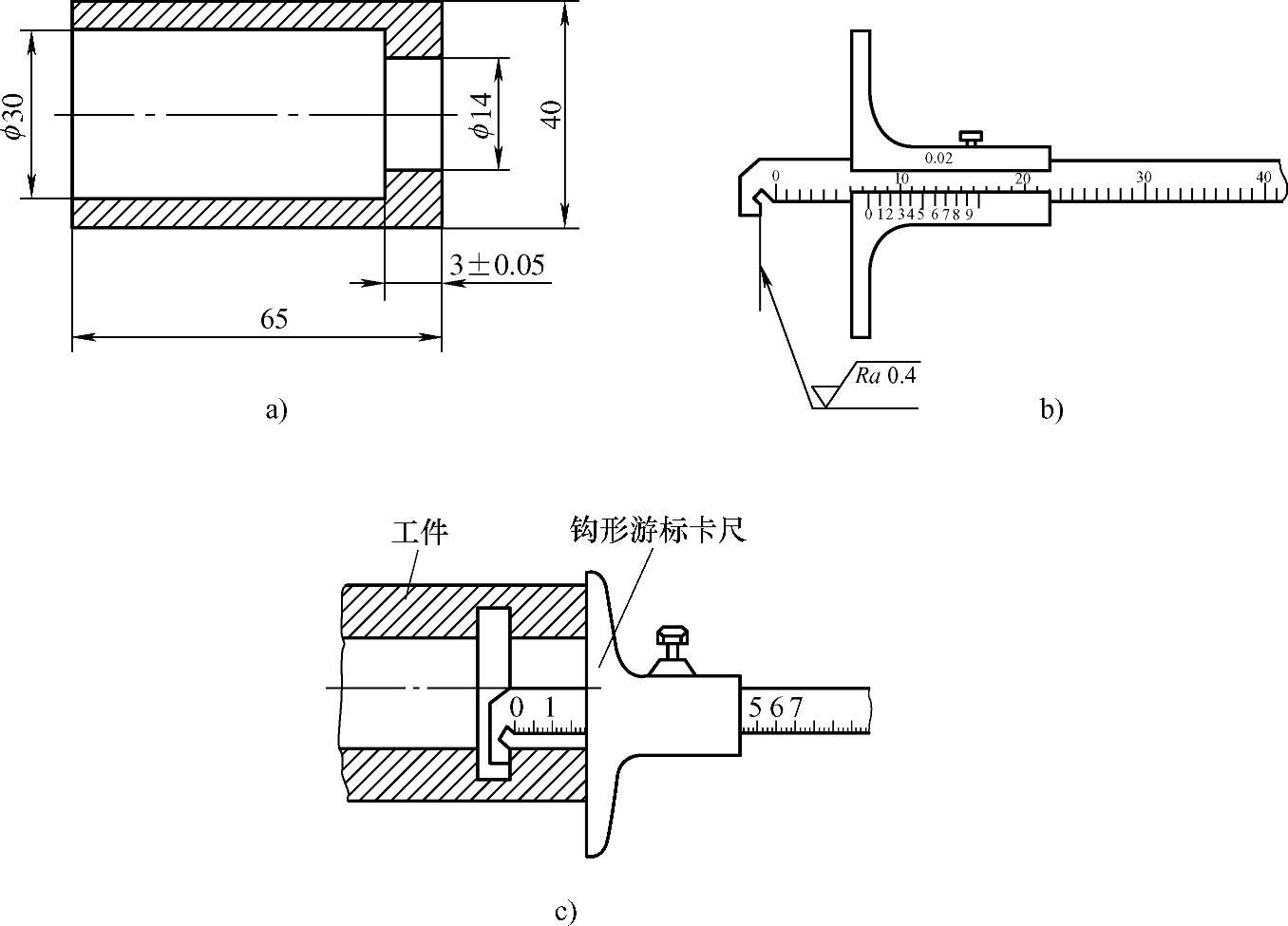
图3-248 精密测量孔长尺寸(一)
a)工件 b)带拐弯的深度卡尺 c)测量情况
测量图3-249a中D2孔长度L2的一般方法是:利用深度游标卡尺通过D3孔分别量出C面到A面和B面之间的轴向尺寸,然后计算其差值就可得到L2尺寸,即L2=CA-CB。但该方法在确定L2尺寸时,要经过两次测量和一次计算,易产生较大的测量误差,尤其是在大批量加工中需要逐件检查时,会大大影响生产率。图3-249b所示是测量该工件L2孔长度的专用量具。测块6固定在测杆4上,测杆4在弹簧3的作用下向外伸出,定位块5靠螺纹固定在测量体2上。百分表1的测头用M6螺钉固定在测量体2的孔中。基准块7是用来调整百分表基准的,制作时应使H=L2+某一固定偏差值(如L2+上极限偏差)。(https://www.xing528.com)
定位块5的右端面和测块6的右端面都是经过精密加工的光洁表面,其轴线与测杆4轴线的垂直度误差不超过0.02mm。正式测量前先调基准,将测块6右端面放到基准块7孔的D面上,握住测量体2稍加用力,使弹簧3压缩,这时定位块5的右端面与E面接触;保持此状态不变,将百分表测头插入测量体2中的适当位置并固定,然后将百分表调到零位。检测时采用同样的方法,先将测块6块端面放到被测工件孔的A面上,使定位块5的端面与B面接触,此时百分表的读数就是被测孔长度与基准块基准长度的偏差值。
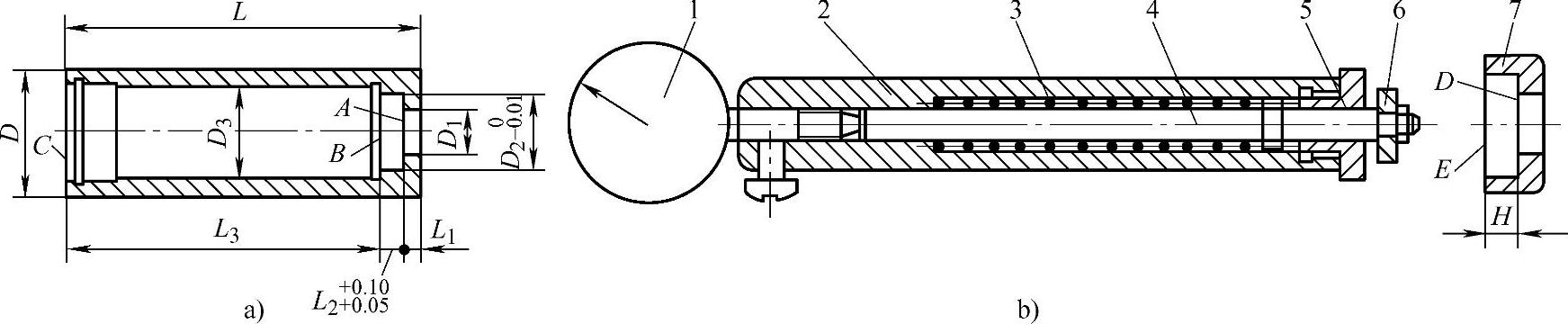
图3-249 精密测量孔长尺寸(二)
a)工件 b)专用工具
1—百分表 2—测量体 3—弹簧 4—测杆 5—定位块 6—测块 7—基准块
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。