



【摘要】:单件铰孔时,常使用钻夹头进行装夹或将锥柄铰刀安装在车床尾座锥孔内,用手摇动尾座手轮进行铰孔;多件铰孔时,铰刀都安装在专用装置上。图3-209所示是安装铰刀时使用的一个装置。顶尖后端的锥柄插入尾座锥孔内,铰孔时的进给通过移动尾座套筒来完成。图3-209 安装铰刀装置当铰刀和连接杆伸长得较长时,应使用如图3-210所示的支架,以防夹持部分前端下垂。
单件铰孔时,常使用钻夹头进行装夹或将锥柄铰刀安装在车床尾座锥孔内,用手摇动尾座手轮进行铰孔;多件铰孔时,铰刀都安装在专用装置上。
图3-209所示是安装铰刀时使用的一个装置(也可用于装夹丝锥攻螺纹用)。将顶尖装入车床尾座锥孔中,60°顶尖顶住铰刀使之定心,拧紧碟形螺杆,可使两个夹爪夹牢铰刀的尾部。顶尖后端的锥柄插入尾座锥孔内,铰孔时的进给通过移动尾座套筒来完成。导杆与夹爪1为固定配合,与夹爪2和顶尖为滑动配合,可起到防止两夹爪工作时产生偏摆和歪斜的作用。

图3-209 安装铰刀装置
当铰刀和连接杆伸长得较长时,应使用如图3-210所示的支架,以防夹持部分前端下垂。
如图3-211所示,将铰刀夹持装置安装在刀架上,铰刀1通过连接轴2与刀座7以浮动方式进行连接,铰刀1装入连接轴2的锥孔内。旋紧压紧螺母3时,迫使压缩弹簧4将垫圈6和插销5推动连接轴2右端的圆弧压紧在刀座内弧面上。铰削时,将中滑板摇至铰刀中心线与主轴轴线基本一致,起动车床纵向进给,即可进行自动铰削。当铰刀中心线与车床主轴中心线稍有偏差(0.2~0.5mm)时,只要铰刀过渡刃全部进入工件孔内,由于进给力的存在,就会迫使连接轴2的右端圆弧在刀座内弧面上自动修正,从而使铰刀中心线与车床主轴轴线重合而自动定心。(https://www.xing528.com)
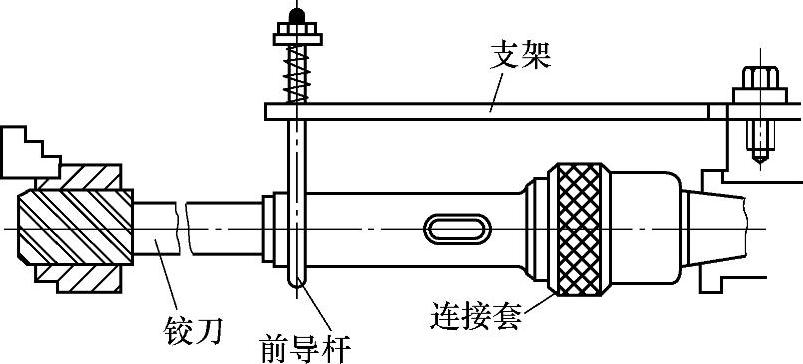
图3-210 使用支架防止下垂
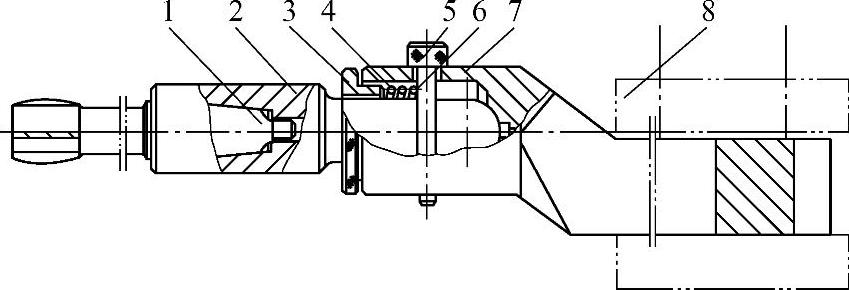
图3-211 铰刀自动定心装置
1—ϕ16mm铰刀 2—连接轴 3—压紧螺母 4—压缩弹簧 5—插销 6—垫圈 7—刀座 8—车床刀架
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。