



1.铰刀的修复
一般来说,一把高速工具钢铰刀累积切削孔深在5m左右时,铰刀切削部分的直径尺寸比被铰削孔的下极限尺寸小0.05mm就容易报废。铰刀报废后,可采用挤压的方法进行修复,使其恢复到原来尺寸。图3-203所示是在中型车床上,用YT15硬质合金60°车刀(报废车刀),采用冷挤压方法,对已报废高速工具钢铰刀的切削部分和引导部分进行修复的情况。铰刀经冷挤压修复后,在直径方向上其尺寸增大了0.08~0.16mm。接着,在挤压好的铰刀刃口后面的15mm长度上(图3-204a所示粗铰部分),用YT15硬质合金刀头作为电极头进行电火花强化处理,使硬质合金材料渗入切削刃表面0.05mm。铰刀经电火花强化后,挤压凸起的棱边被电火花打下去0.02~0.04mm,把此段切削刃在直径方向上磨削0.04mm,使铰刀刃口锋利且保存硬质合金渗层,将此段作为粗铰孔时使用。铰刀的后段(图3-204a所示精铰部分),在工具磨床上按铰刀图样对各切削刃进行刃磨,使其成为一把新铰刀。
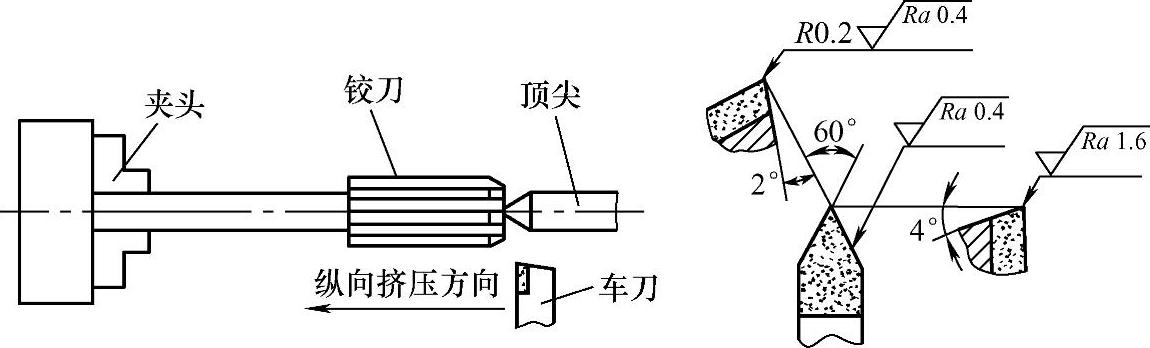
图3-203 在车床上修复铰刀
挤压铰刀时,先将车床主轴转速扳到最低挡位置,使铰刀被挤压时不致转动;然后开车横向进刀(图3-204b),每次进0.2~0.5mm;接着纵向移动,一般一个刃口挤压三次即可凸出0.04~0.08mm。对于螺旋铰刀,应选择适当的转速,使挤压时车刀沿螺旋刃纵向移动且不发生让刀。
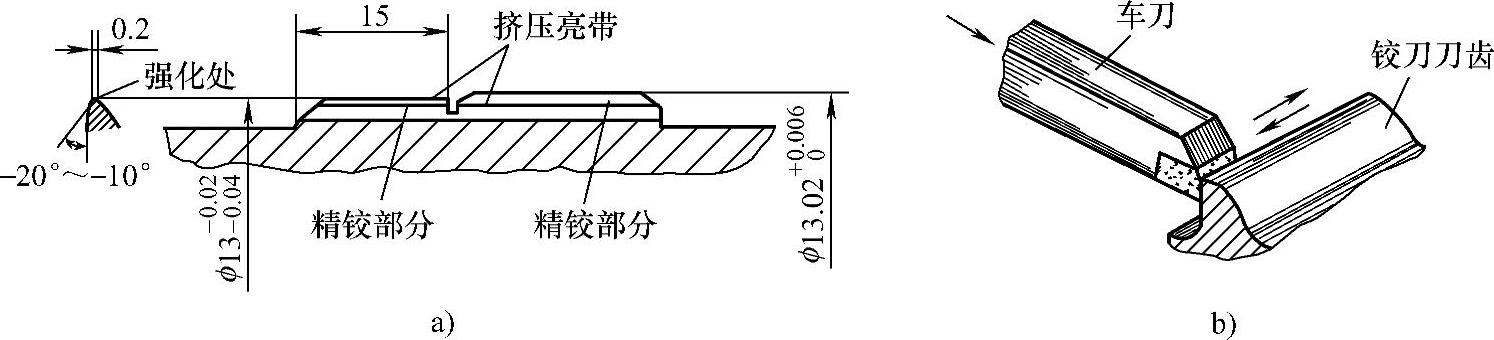
图3-204 铰刀的修复方法
a)修复部位 b)操作方法
铰刀经挤压,并在工具磨床上刃磨后,可能仍无法满足某些铰孔的精度要求,所以在使用前还应进行研磨。研磨高速工具钢铰刀时,需要使用标准研磨套,若没有标准研磨套,可先用被研磨的铰刀按铰孔规程在铸铁件上铰出一通孔,然后用内径百分表测量出研磨量,接着根据研磨量加上相应粒度的研磨膏进行粗、精研磨。研磨时,注意使铰刀在研磨的全过程始终保持反转,这样才能保证铰刀研磨后切削锋利和具有切削能力。
研磨硬质合金铰刀时,同样先用被研磨的铰刀按铰孔规程在铸铁件或钢件上铰出一通孔,然后用内径百分表测出研磨量,再根据研磨量加上相应粒度的研磨膏进行粗、精研磨。研磨时一定要注意,铰刀在研磨的全过程要始终保持正转。这是因为硬质合金材料较脆、韧性低,若反转研磨,则磨粒会从铰刀切削刃后角切入夹在孔壁与铰刀切削刃之间,将形成挤压而使铰刀切削刃崩损。
2.小直径铰刀的制作
铰刀的种类很多,下面以小直径高速工具钢铰刀为例,介绍其制作方法。
图3-205所示为小直径高速工具钢铰刀,这种铰刀在加工过程中主要通过挤压作用,使被铰孔获得较高的光洁表面、尺寸精度和几何精度。其中五棱铰刀的刚性较好,切削平稳。
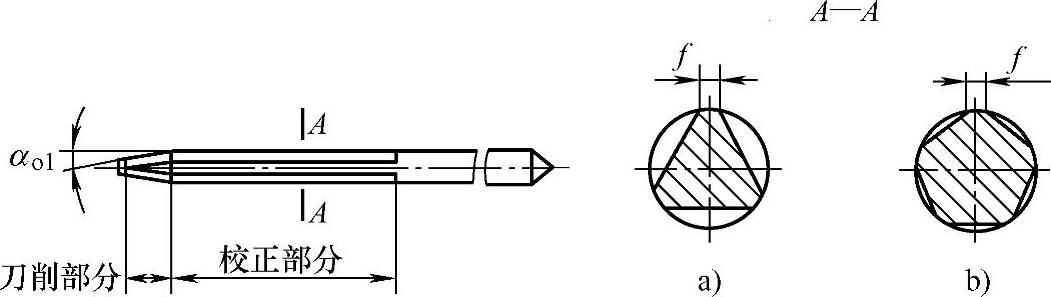
图3-205 小直径高速工具钢铰刀
a)三棱铰刀 b)五棱铰刀(https://www.xing528.com)
制作时,先在车床上粗车和精车出铰刀的圆柱和圆锥部分,经热处理后再在无心外圆磨床上磨削外圆。在缺少外圆磨床的情况下,可改装旧车床进行磨削(图3-206)。
在车床上磨削外圆时,砂轮与工件的旋转方向相同,并且砂轮不宜过宽,否则加工中容易产生振动。磨削时应充分使用切削液,为了保护车床导轨,还要用软布将导轨覆盖住。磨削结束后要认真清理导轨,防止砂轮砂粒进入轨道而加快溜板或中滑板配合面的磨损。
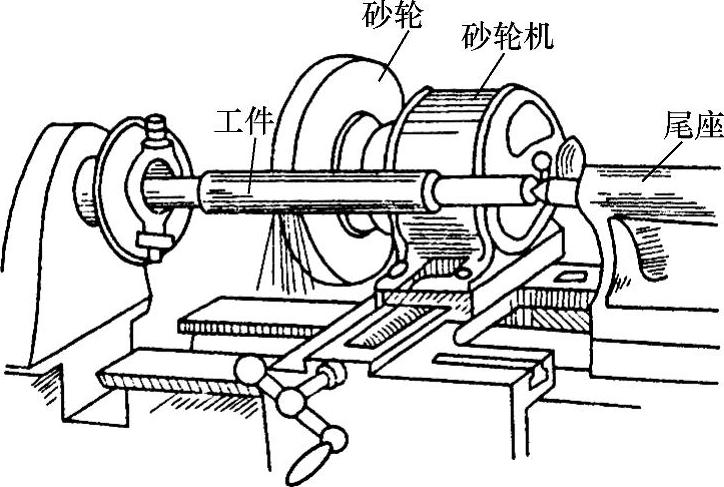
图3-206 改装旧车床磨削外圆
刃磨铰刀的校正部分和切削部分时,应使用夹具在万能工具磨床上进行,如图3-207所示。松开V形块紧定螺钉10(共4只),转动调节螺钉8可以调整V形块6的高度,以满足磨削不同直径铰刀的需要。圆柱销9用来限制V形块6作前后移动,使其只能在底座槽内作上下移动。松开压板螺钉5后用分度机构分齿,分完齿后重新拧紧压板螺钉即可磨削齿形。V形块6上的V形槽选用36°角,这样可使刃磨齿形过程中始终以工件外圆定位,并使刃磨出的五条铰刀刃带均匀一致。
3.铰刀的测量
铰刀的前角或锥度可用样板或多刃刀具角度规测量,精度高的铰刀可在工具显微镜上测量。
测量不等齿距铰刀(图3-208)时,由于这种铰刀所有相对齿刃间的尺寸都不通过圆心,所以很难正确测出铰刀的实际直径,以及切削部分、校准部分和柄部对公共轴线的径向跳动量。
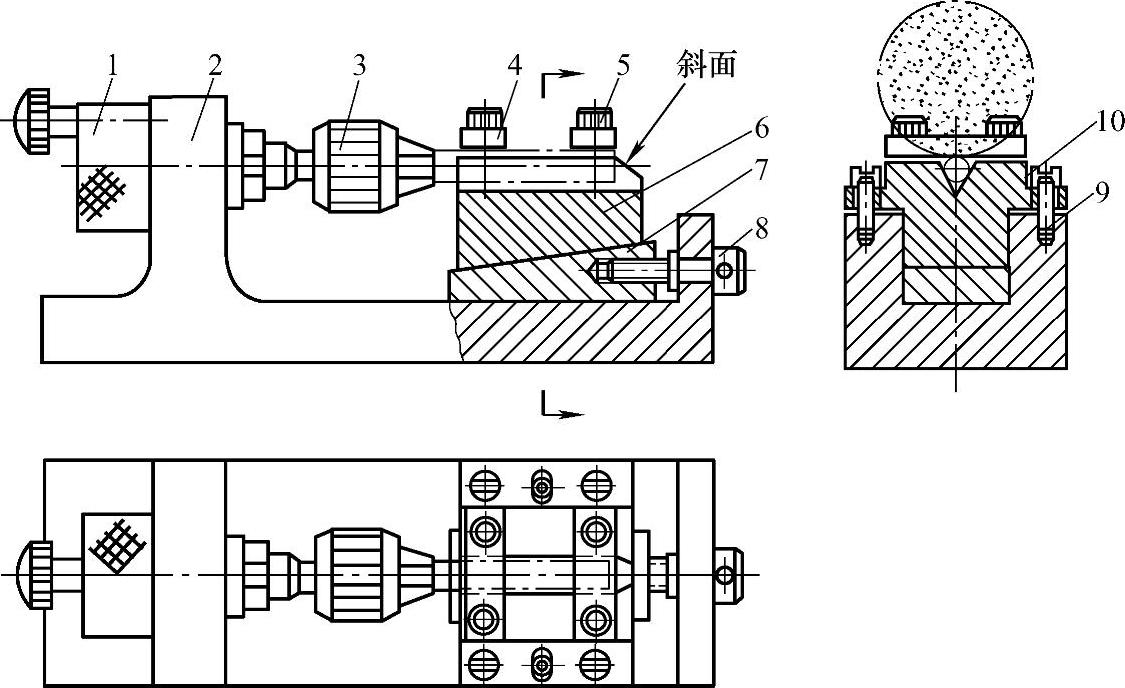
图3-207 刃磨铰刀齿形夹具
1—插销式分度机构 2—底座 3—钻夹头 4—压板 5—压板螺钉 6—V形块 7—调节板 8—调节螺钉 9—圆柱销 10—V形块紧定螺钉
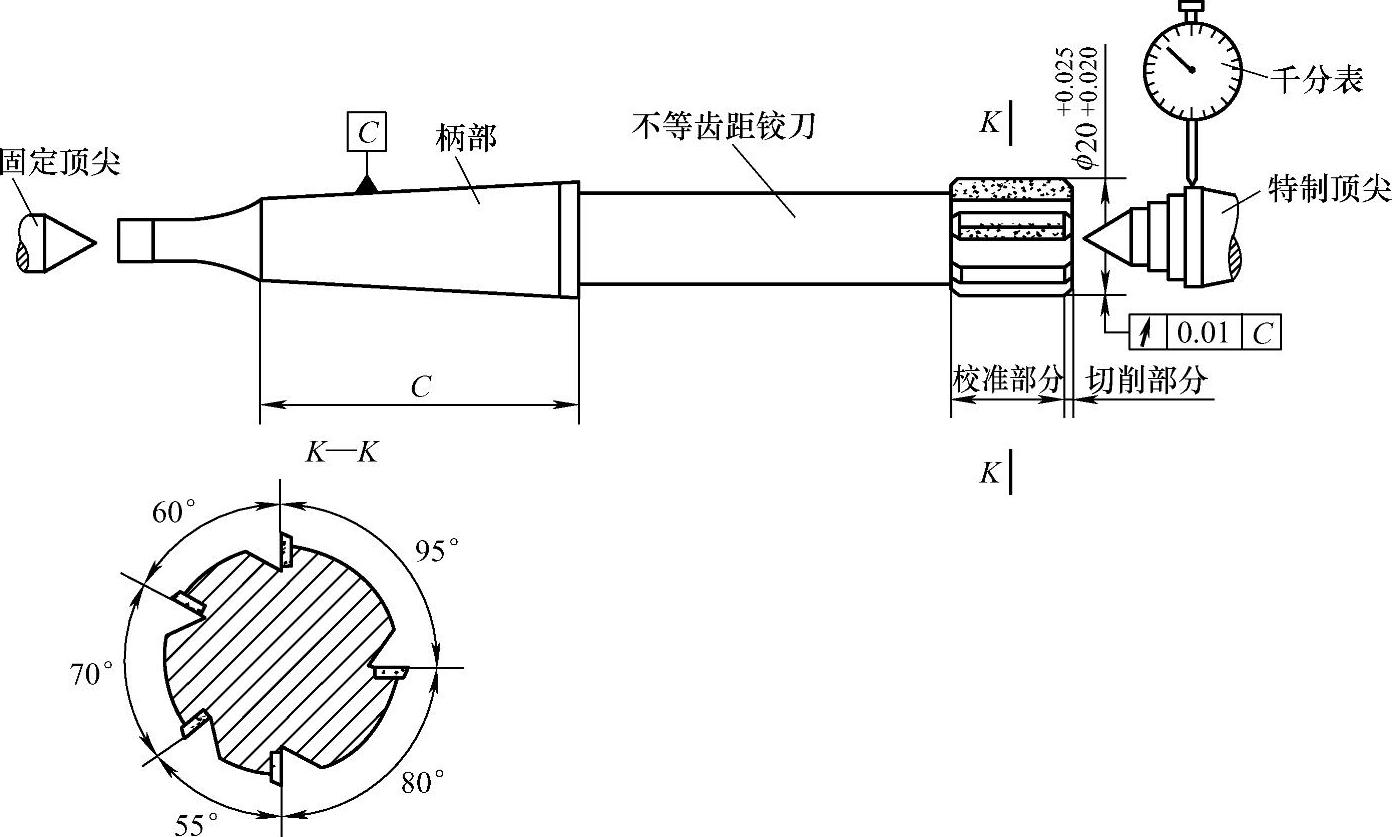
图3-208 不等齿距铰刀及其测量
图3-208所示采用的是既简单又方便的相对测量法,可在磨床或精度较高的车床上完成测量。该特制顶尖呈台阶状,其各部分直径与所测量铰刀的直径相同(特制顶尖台阶部分最好是在外圆磨床上直接磨出),其直径使用杠杆千分表测出,并将测量值记录下来。测量时,用手缓慢转动铰刀,测出铰刀的直径及其切削部分、校准部分和柄部对公共轴线的径向跳动量,然后将此数据与特制顶尖上的实际尺寸进行比较,这样就可快速、准确地测出铰刀尺寸是否合格。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。