



1.普通铰刀的改进
铰孔工艺是在半封闭空间中进行的,由于加工条件不同,常用的普通铰刀在铰孔后,有时存在孔径表面粗糙度值较大或切屑不易排出而与孔壁互相摩擦,增大切削力,使切削温度升高,加速铰刀磨损,降低铰刀寿命等问题。
图3-183所示是将普通铰刀改磨成有25°的刃倾角和2°~3°的修光刃,所采用的切削用量为:切削速度vc=3~6m/min,进给量f=0.25~0.10mm/r,铰削余量t=0.3~0.8mm。
修磨后的铰刀在排屑、降低切削温度及提高被铰孔表面质量等方面都有所改善。
下面结合具体加工情况,列举几个普通铰刀的改进形式。
(1)玉米铰刀 当工件上开有交叉孔时(图3-184),铰削中往往容易引起振动而影响加工质量,有时甚至会出现刀具扭断的现象。图3-185所示是玉米铰刀,就是沿铰刀工作部分切出几条螺旋沟,以达到分屑等作用。
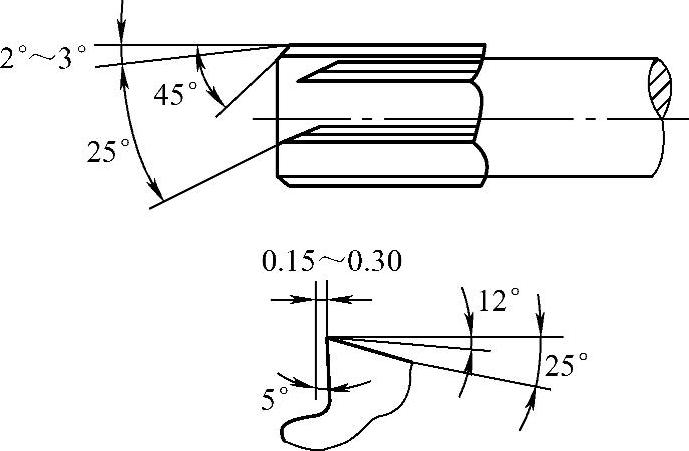
图3-183 普通铰刀的改进
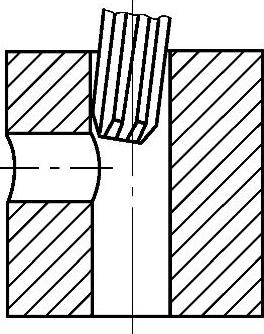
图3-184 铰削交叉孔时易出现的弊病
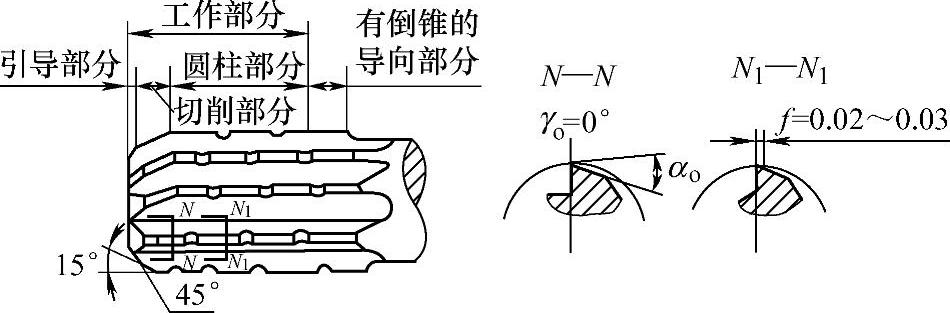
图3-185 玉米铰刀
这种铰刀由于开了分屑槽,使得切削刃分段,切屑成颗粒状,相对切削抗力变小,使切削均匀,减少了刀具在孔内的颤动,同时切削液也可以在各齿间顺畅流通,这样就可采用较大的切削用量。
另外,铰刀上开了分屑槽后,还可以使切屑变形减小,从而容易从孔内排出。虽然开分屑槽后可能造成前齿分屑槽处的金属层未被切出,增加了后一齿切削刃相应部分的负荷,加速了该处的磨损,但这些影响很小,可以忽略不计。相反地,却能改善切屑在容屑槽内互相挤轧的现象和铰刀的受力情况。这种铰刀的螺旋分屑槽一般为3~4个。
铰刀在使用前必须经过详细检查,要控制其切削刃的径向振摆量,最大不超过铰刀制造公差的1~1.5倍。否则容易产生额外的径向偏差,使得铰孔表面质量降低。另外,切削速度必须选择适当。如果选得高,容易使切削刃磨损加剧,从而缩短寿命;但如果选得过低,工件孔壁则难以铰光。根据实践,用该玉米铰刀铰削钢件孔时,切削速度在4~5m/mim;铰削铸铁件孔时,为4.5~5.5m/min。精铰孔前,工件温度不得太高,一般应在冷却状态下进行。每次刃磨时,只磨铰刀前刀面,以保持切削刃锋利。
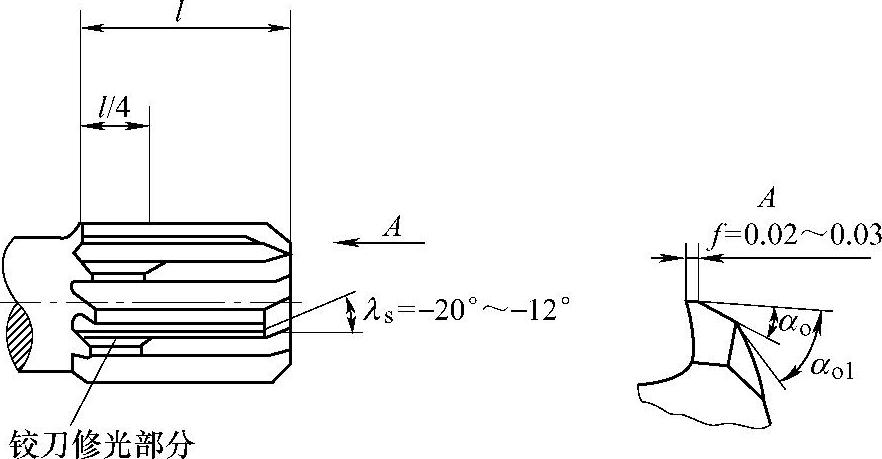
图3-186 普通铰刀改磨为深孔铰刀
(2)深孔铰刀 使用普通的高速工具钢铰刀铰深孔时,由于加工条件的限制,不仅精度难以控制,切屑排除也很困难,致使切屑划伤孔壁而影响加工表面的表面粗糙度,同时可能出现折断铰刀的现象。改进后的深孔铰刀(图3-186)的主要特点如下:
1)刀齿相当于铰刀齿数的一半,即利用磨削的方法,把普通铰刀相邻刀齿的切削部分磨掉,只保留刀齿的修光部分(图3-186a中的l/4)。由于切削部分的齿数减少了,使容屑空间相对地增大,这就便于切削液迅速通过,避免因切削温度升高而产生刃口磨钝和啃毛的现象,刀具使用寿命也得以提高。
2)切削刀齿减少后,在加工过程中,如有某一刀齿磨损,刀具本身会自动调整偏让,以保证各齿仍与工件孔壁接触,不致拉伤工件表面。从理论上分析,齿数减少对工件表面粗糙度值的减小是不利的。因此,在其工作部分仍应留下约刀齿长度的1/4,使它起修光与导向作用,这样就解决了问题。
3)这种铰刀既可提高切削速度,也可增大进给量,因此生产率将大大提高。
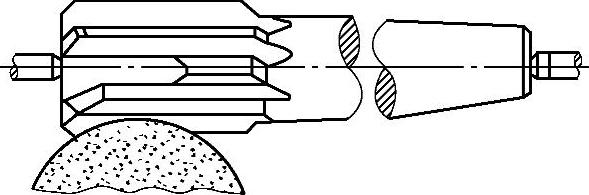
图3-187 深孔铰刀改磨情况
4)制造容易。刃磨时,可以在工具磨床上,以手掌握的方法把切削部分的刀齿磨掉(图3-187)。在车床上使用该铰孔刀时的切削速度为,钢件可选用4~5m/min,铸铁件可选用4.5~5.5m/min;进给量为0.1~0.13mm/r。另外,放铰余量应选取合适,可采用0.08~0.12mm。
2.硬质合金铰刀
硬质合金铰刀不仅适用于普通钢材和铸铁工件的铰孔,也适合在耐热钢和淬火钢等高强度材料铰孔时使用,还能进行高速铰孔。
图3-188所示为四齿硬质合金铰刀,其齿槽较深,容屑空间较大,切屑不易堵塞。铰刀刀齿采用硬质合金材料,有利于提高刀具耐磨性,保持尺寸精度和延长使用寿命。
根据加工材料的不同,该铰刀采用较大的前角γo,即γo=5°~15°(铰削韧性较好材料时取大值),和较大的后角αo(αo=15°~20°),这不仅使切削锋利,还降低了切削力,减少了积屑瘤的产生。实践证明,铰削普通钢材时选用5°左右的前角,铰削不锈钢时采用8°的前角,铰削高强度铝合金材料时采用8°~15°的前角为宜。
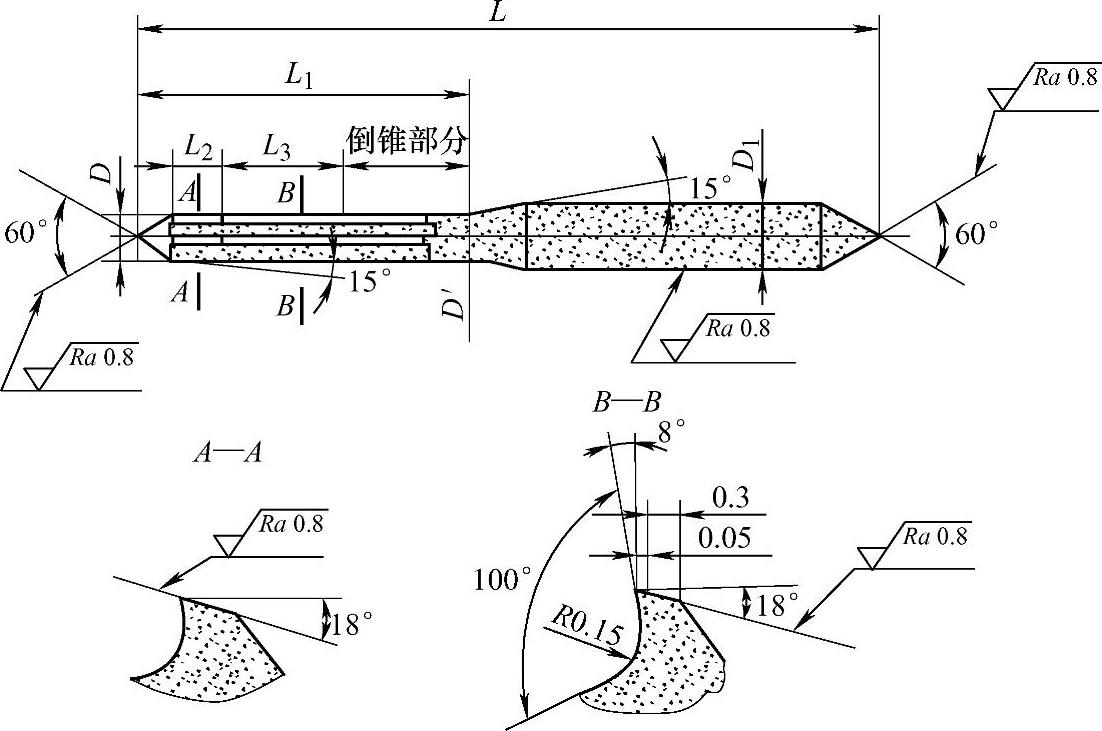
图3-188 四齿硬质合金铰刀
为了减少铰刀后刀面与工件孔面间的摩擦,在保证铰刀不崩刃的情况下,应采用较大的后角。例如:铰削12Cr13不锈钢时,αo取8°;铰削高强度铝合金时,αo取18°~20°;铰削普通碳钢时,αo可取15°~18°。
硬质合金性脆易断裂,所以须采用高强度超细颗粒硬质合金作为铰刀材料。制造该铰刀时,各部圆跳动误差应控制在0.005mm以内。
(1)硬质合金单刃铰刀 图3-189a所示为单刃硬质合金铰刀,其刀体采用40Cr钢制造,刀片3和导向块4均选用硬质合金,刀片上的切削刃起着铰削作用,导向块起着支承、导向和熨平挤压的作用。铰刀的主偏角由2.5×15°和1.5×3°两部分组成(图3-189b),这样既能使铰削均匀,又可满足不同工件材料对铰刀几何角度的要求。
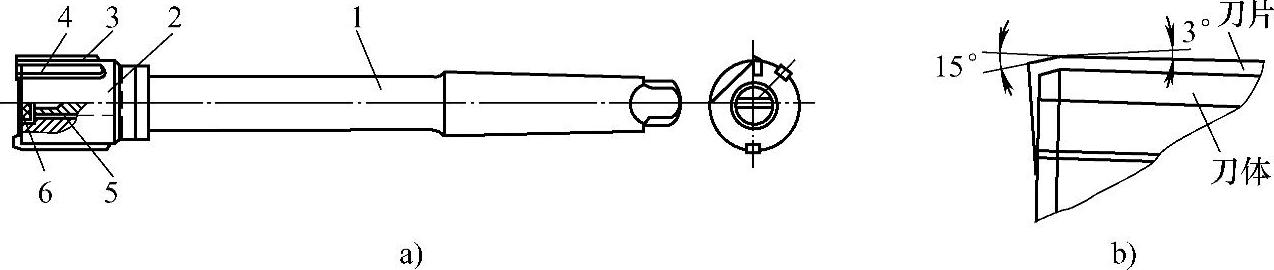
图3-189 硬质合金单刃铰刀(一)
a)铰刀结构 b)铰刀主偏角的组成
1—刀柄 2—刀体 3—刀片 4—导向块 5—弹性体 6—螺钉
当铸件的铰削余量为0.1~0.4mm时,进给量取0.1~0.3mm/r,切削速度为15~20m/min;当钢件的铰削余量为0.1~0.3mm时,进给量为0.1~0.2mm/r,切削速度取10~20m/min,在切削液充分的情况下可用作精铰。
1)硬质合金单刃铰刀导向块的确定。图3-190和图3-191所示硬质合金单刃铰刀的结构与上面相似。由于单刃铰刀在铰孔过程中要承受切削力,因此布置导向块时,须使其承受的单位压力最小,并且两个导向块上的受力应力求相等,以使导向块的磨损相同,同时应使刀具在切削时有较高的稳定性。
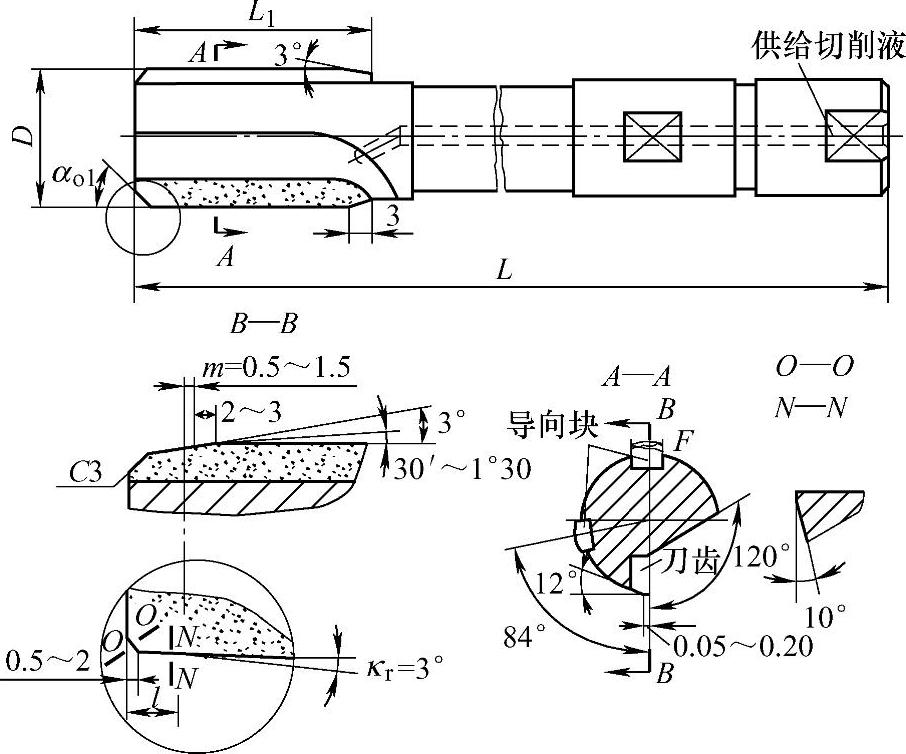
图3-190 硬质合金单刃铰刀(二)
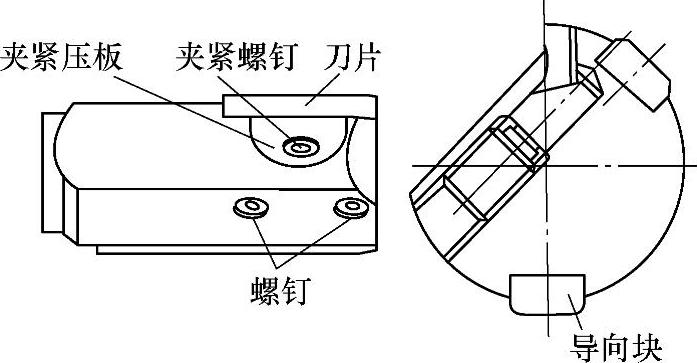
图3-191 硬质合金单刃铰刀(三)
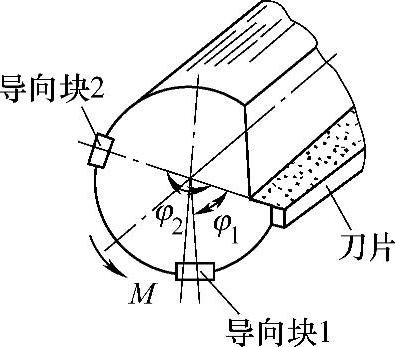
实践证明,单刃铰刀上第一个导向块相对于刀齿布置的最佳角度为φ1=45°~90°(图3-192),第二个导向块的布置角度为φ2=180°,φ1在90°附近(采用84°可使导向块上的受力较小;φ1在45°~60°范围内时,可使刀具的稳定性较高)。
增大导向块的宽度,可以改善被铰孔铰刀的导向,使孔的圆度误差稍有改善。并且随着切削速度的提高,增大导向块宽度的效果尤为显著。但若导向块过宽,因为单位面积上的接触应力减小,则挤压效果差。因此,对表面粗糙度值要求小的工件,其导向部分不宜过宽。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-192 单刃铰刀导向块的确定
采用双导向块时,作用在两个导向块上的力并不一定相等,当导向块上承受的切削力较大时,磨损较快。所以,生产中常将导向块的宽度适当增加,以使作用于两个导向块上的单位压力相等。
导向块的长度取(1~4)D为宜(D为铰刀直径)。被铰孔直径小时取大值,孔大时取小值。特别是加工不连续的孔时,导向块应尽可能长些。因为导向块过短时,孔的直线度差,喇叭口严重。
2)单刃铰刀几何角度的确定。切削部分上的主偏角κr对被铰孔的表面粗糙度有很大的影响。当主偏角κr=3°时(图3-193a),因切削厚度小,可以降低孔的表面粗糙度值,但这时的切削部分较长(图中为5~7mm),切削时容易产生振动,这时所选择的切削速度不宜太大(加工钢料时的切削速度一般不超过15m/min)。正因为这个原因,单刃铰刀的切削部分大多做成两段:第一段为主切削刃,其长度一般为0.5~2mm,κr1=15°~45°(图3-193b),用于粗铰孔;第二段为过渡切削刃,主偏角κr2=3°,起微量切削作用,其长度b=0.5~1mm(图3-193c)。这样,因为缩短了3°切削刃的长度,所以有助于防止产生振动,并能进行高速铰孔(采用高压内冷却时,铰钢材孔时的切削速度可达50~80m/min)。
图3-193d所示单刃铰刀刀头的切削部分较短,适合加工不通孔,通常取C=0.5mm。铰不通孔时,也可采用刀尖圆弧为半径R的铰刀结构(图3-193e),R的大小可根据工件的孔底圆半径而定。
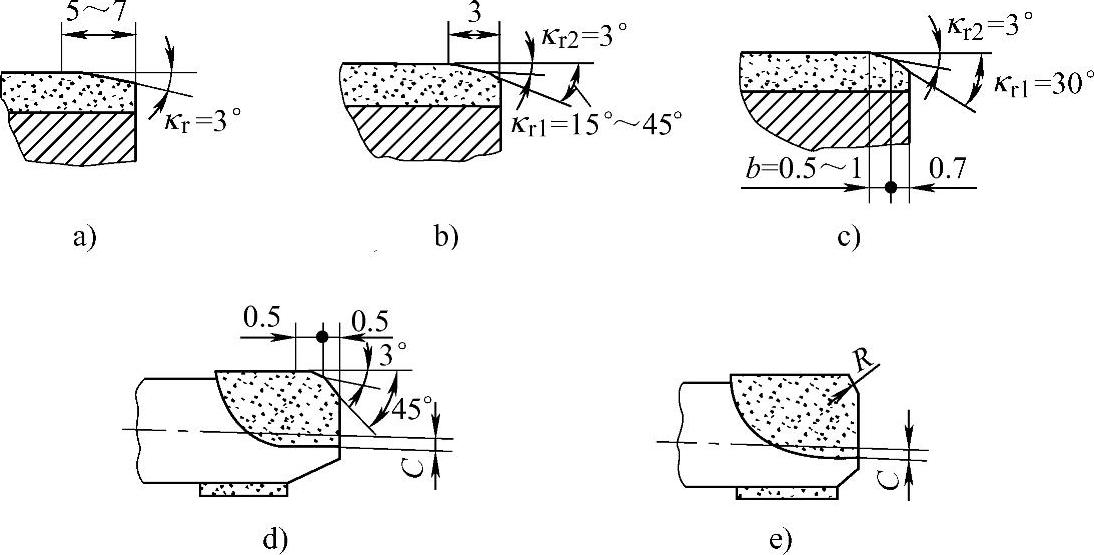
图3-193 单刃铰刀主偏角κr的确定
a)κr=3° b)κr1=15°~45° c)κr2=3° d、e)铰削不通孔用的铰刀结构
3)单刃铰刀滞后量m的确定。滞后量m是指导向块的端尖处(图3-190)与铰刀校准部分(2~3mm)间的距离(图3-190中的B—B断面)。m确定得正确,可保证导向块在工作时沿孔的已加工表面自行导向。若铰刀上不存在滞后量m或m为负值,则铰刀切削部分工作尚未结束,导向块就开始挤压工作,致使挤压量过大,易使导向块损坏。若m过大,则刀具稳定性差,且孔形也易失圆;但滞后量必须大于进给量,其值通常为m=0.5~1.5mm。
另外,该铰刀在制造时为了便于控制直径尺寸,同时使铰刀在孔中有良好的稳定性,应在校准部分留出一条宽度约为0.05~0.20mm的圆柱形刃带(白刃)(图3-190中的A—A断面),刃带要光滑完整。圆柱校准部分在全长上可允许具有0.05~0.10mm的倒锥量,且须使其大于导向块上的倒锥量,否则导向块可能起不到导向、支承和挤压作用。
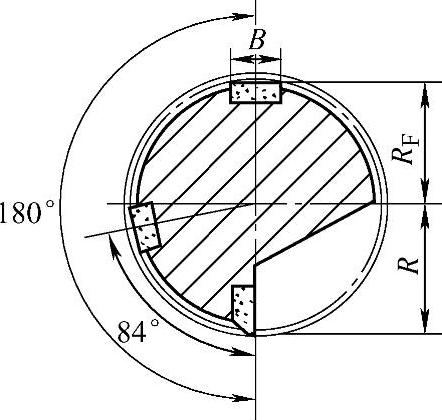
图3-194 单刃铰刀R=R下
制作该单刃铰刀时,要注意控制导向块与刀齿的伸出距离,保证图3-194中的R与RF基本相等或RF稍微小些(约小0.03~0.06mm),这样才可能增强导向块的压光和导向作用,降低被铰孔的表面粗糙度值。
(2)刚性车孔和铰孔复合刀具 该类型铰刀的结构形式与单刃铰刀相似,它利用被加工孔的已加工部位作为导向,一次完成精车孔、铰孔和挤压等工序,不受毛坯余量分布不均匀的影响,一次加工便能得到较高公差等级(IT6)的孔。
车孔和铰孔复合刀具如图3-195所示,其前端切削刃用于车孔及铰孔,刀尖部分主偏角κr可进行车孔,与其相邻的3°切削角部分和圆柱修光刃部分用于铰孔。另外,还有两个硬质合金导向块用于导向并起挤压作用。
使用该刚性复合刀具时,由于用已加工完的孔自行导向,所以刀具在导向孔中那部分的刚度很大,也就是说,圆周导向决定了刀具回转中心的运动轨迹,直线导向决定了刀具进给运动的轨迹。这时,在切削力的作用下,刀具至少有两点与导向圆相接触,导向圆上的这两点的法线的交点就是刀具实际的瞬时回转中心,如图3-196所示。
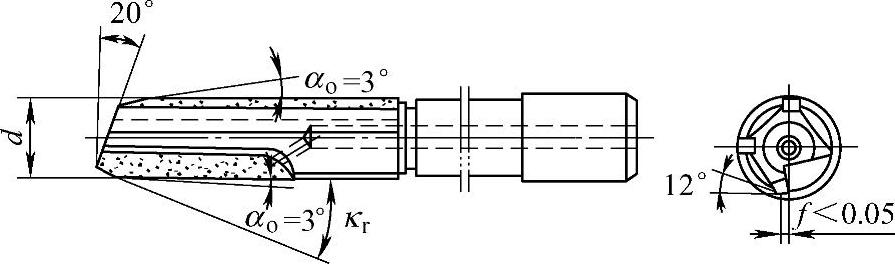
图3-195 车孔和铰孔复合刀具
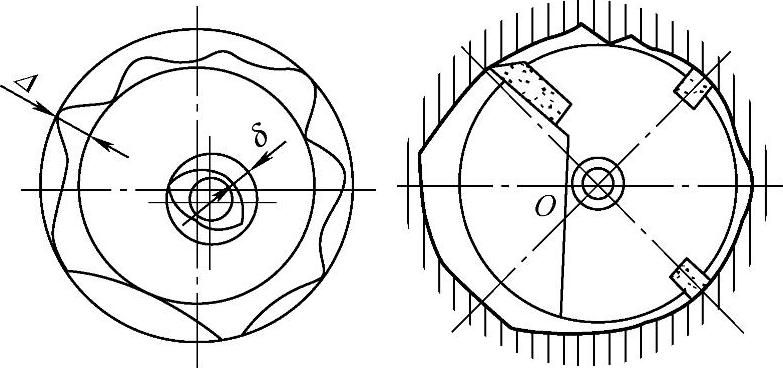
图3-196 刚性复合刀具工作原理(一)
由于导向圆不是一个理想的正圆,所以随着刀具的回转,起导向作用的两个接触点(图3-197)的位置是随着加工而波动的。在图3-196中,设导向圆的圆度误差为Δ,刚性复合刀具实际回转中心运动轨迹的圆度误差δ≤Δ。随着刀具的进给切削,被加工孔的圆度误差会越来越小,由于加工因素的影响,被加工孔的圆度在一定条件下将逐步稳定为一定的数值。为了保证加工中刀具的平稳性,使用该刚性复合刀具时,夹具上最好装有与刀具配套的外导向套。
该刚性复合刀具综合了车孔和铰孔的特点,并增加了挤压作用,所以可在一次加工中获得较低的表面粗糙度值。在挤压方面,两个硬质合金导向块既起导向作用,又起挤压作用,经过挤压使孔的表面质量得到改善。另外,要注意控制两个硬质合金导向块和刀具圆柱修光刃同处一个圆周上,刀体的实际尺寸较它们在直径上的尺寸应小0.03~0.04mm(图3-198),这种控制与图3-194所示的原理是一致的,它对被加工孔的挤压效果是很有利的。
另外,使用该刀具进行加工时,应合理、充分地使用切削液,这不仅有利于改善表面质量,也有利于延长刀具使用寿命。
3.可调式铰刀
可调式铰刀如图3-199所示,由刀体和锥度螺钉组成。调整该铰刀直径时,通过旋紧锥度螺钉,以其外锥面迫使铰刀的切削部分产生弹性变形,从而实现铰刀直径的均匀增大。它的胀量范围以铰刀直径的1%左右为最佳。
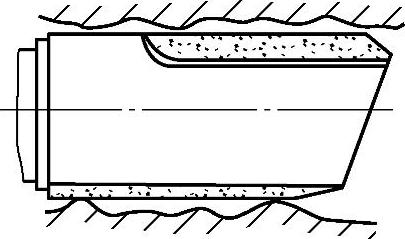
图3-197 刚性复合刀具加工时的接触点
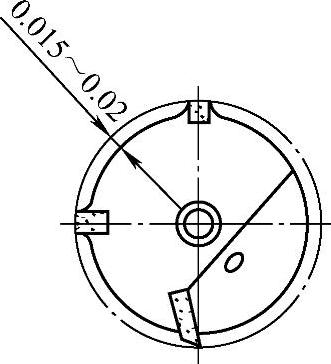
图3-198 刚性复合刀具工作原理(二)
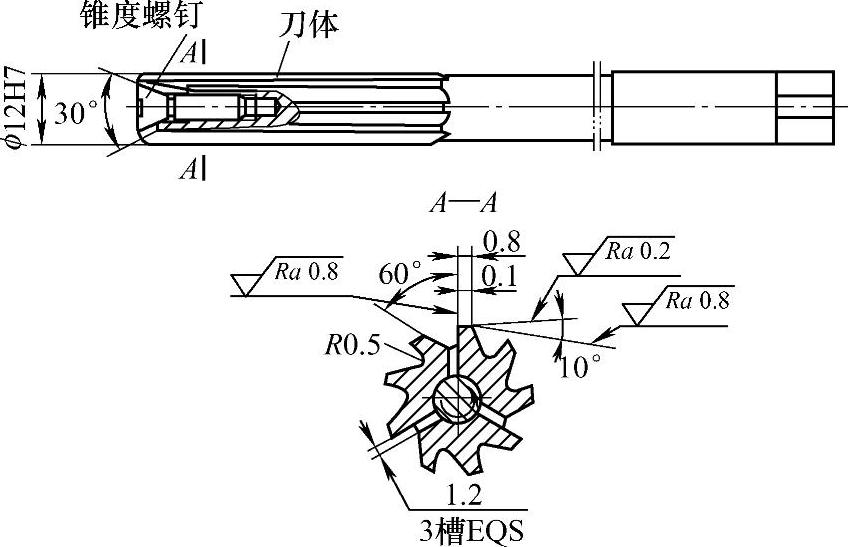
图3-199 可调式铰刀(一)
该铰刀直径为微量调整,使用时必须注意铰削量。可调式铰刀的刚性低于普通铰刀,故其铰削余量应比普通铰刀减少20%~40%。如果铰削余量过大或过小,将比普通铰刀更容易引起铰孔表面粗糙度值的增大和刀具的急剧磨损。制作该铰刀时,要保证铰刀直径微调后,直径胀缩均匀,各刀齿尖部在同一圆周上并与刀柄同轴。铰刀的校准部分不制造倒锥,而制成公差带位于被铰孔公差带内的中部。例如,被铰孔为ϕ12H7(+0.0180),可调式铰刀的尺寸为ϕ(12.009±0.002)mm。这样便于调整螺钉,达到铰刀铰孔直径的最佳值,并获得适宜的倒锥。
图3-200所示是硬质合金可调式铰刀,它利用锥度螺钉调整铰刀尺寸(锥度螺钉的锥度为1∶20,螺距为2mm)。铰刀体(材料为45钢,调质)头部为六条0.3mm宽、20mm长的切割口,退刀槽为圆角。当锥度螺钉旋转一周时,铰刀尺寸可调大0.1mm,可调范围为0.01~0.6mm。该铰刀切削刃磨损后,可多次进行重磨。
4.多功能铰刀
图3-201所示为多刃铣铰刀具,其切削刃材料可用硬质合金或经氮化处理的特种高速工具钢,根据被铰孔工件的材料而定。该铰刀最前端的切削刃是立铣刀齿,可切削3mm的余量;紧接在立铣刀齿后部的是30°~60°的左旋多齿铰削切削刃,能连续平稳地对孔进行铰削,并将切屑推向前端未加工部分,不致损伤已加工表面。
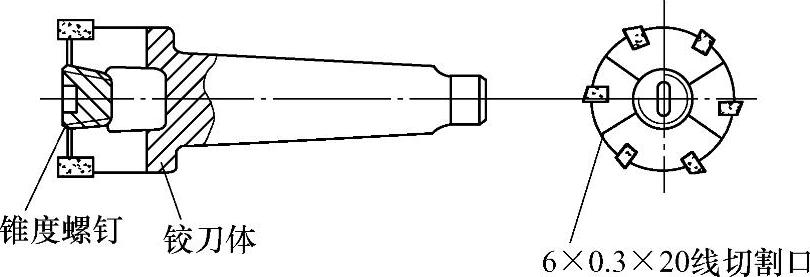
图3-200 可调式铰刀(二)
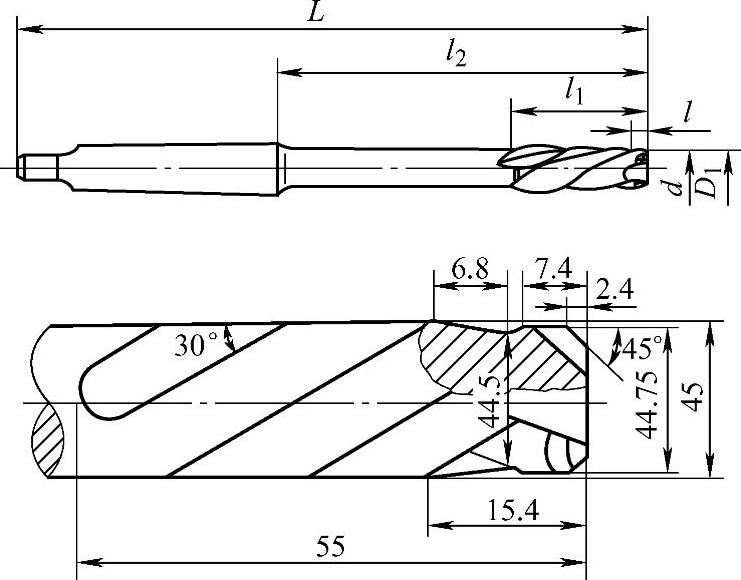
图3-201 多刃铣铰刀具
图3-202a所示为多刃钻铰刀具,它适合加工如图3-202b所示工件的内锥孔。可先钻孔紧接着铰孔,使两道工序合并成一道工序,从而提高了生产率。
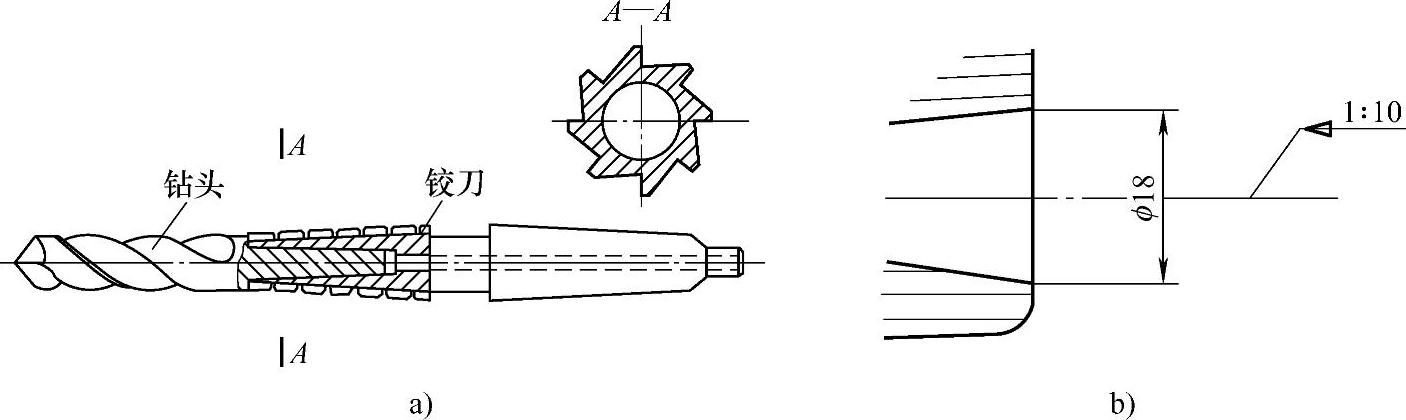
图3-202 多刃钻铰刀具
a)刀具结构 b)被加工工件
该刀具材料为W18Cr4V高速工具钢,工作部分淬火硬度为62~64HRC,柄部硬度为35~40HRC。钻头尾部与铰刀为锥面配合,钻头不能使用时,用铁条从铰刀后中心孔插入,冲下钻头进行更换。典型铰刀及其结构形式除了上述所讲之外,还有镶片套式铰刀等。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。