



【摘要】:在车床上加工细长类孔的较好办法是用铰刀铰孔。在车床上铰孔比在车床上车孔更能获得光洁表面,并且质量稳定,生产率高,所以在大批量加工中得到了广泛应用。在车床上铰孔可以手动或自动进给进行,图3-180所示为手动进给铰孔的情况。图3-180 在车床上手动铰孔a)铰通孔 b)铰不通孔铰孔时使用的刀具是铰刀,分直柄铰刀和锥柄铰刀。
在车床上加工细长类孔的较好办法是用铰刀铰孔。在车床上铰孔比在车床上车孔更能获得光洁表面,并且质量稳定,生产率高,所以在大批量加工中得到了广泛应用。
在车床上铰孔可以手动或自动进给进行,图3-180所示为手动进给铰孔的情况。
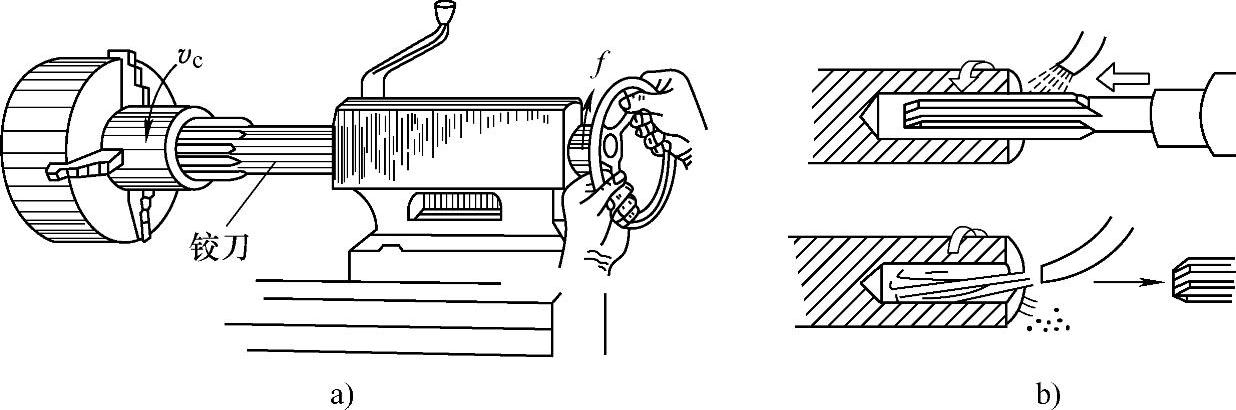
图3-180 在车床上手动铰孔
a)铰通孔 b)铰不通孔
铰孔时使用的刀具是铰刀,分直柄铰刀(图3-181a)和锥柄铰刀(图3-181b)。锥柄铰刀由工作部分、颈部和柄部组成,其工作部分由锥形导引部分l1、锥形切削部分l2、圆柱形修光部分l3和倒锥l4组成。导引部分的作用是使铰刀在铰孔时能容易地切入工件孔内;锥形切削部分的作用是在铰孔中切去加工余量;修光部分是圆柱形刀齿,它在使用过程中对已加工面进行挤压,达到修光和表面光整的目的,并获得精确的尺寸;倒锥部分的作用是减少铰刀和已铰削表面间的摩擦。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-181 普通形式的铰刀
a)直柄铰刀 b)锥柄铰刀
铰刀的齿槽形状一般为直槽,当需要铰削轴向带有键槽的孔时,为了保证切削平稳和顺利,要把铰刀齿槽做成螺旋状。
直径较小的铰刀做成整体式,直径较大的铰刀(d=25~75mm)做成插柄式,如图3-182所示。

图3-182 插柄式铰刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。