



【摘要】:对于孔径小、精度和表面质量要求高的孔,还可采用车压加工的方法。车压内孔时,三个钢球的滚压点刚好平衡于内孔滚压面上。由于三点定心比较稳定,因此车压内孔时也非常平稳,更有利于降低表面粗糙度值,而且使内孔表面获得了强化层。压光块头部表面粗糙度值的大小会直接影响加工质量,因此在未加工前必须进行研磨,使压光块头部非常光洁。用百分表或试车法调节好车孔刀尺寸,然后用紧定螺钉将车孔刀压紧。
对于孔径小、精度和表面质量要求高的孔,还可采用车压加工的方法。图3-178所示为三点式车压工具,使用时,将其插入主轴锥孔内。加工时,工件装夹在溜板上,随着进给运动将高精度的孔车压出来。
由断面图A—A可知,每隔120°钻一个孔,三个ϕ5mm的钢球均衡地安置在ϕ14mm的圆周上。车压内孔时,三个钢球的滚压点刚好平衡于内孔滚压面上。由于三点定心比较稳定,因此车压内孔时也非常平稳,更有利于降低表面粗糙度值,而且使内孔表面获得了强化层。
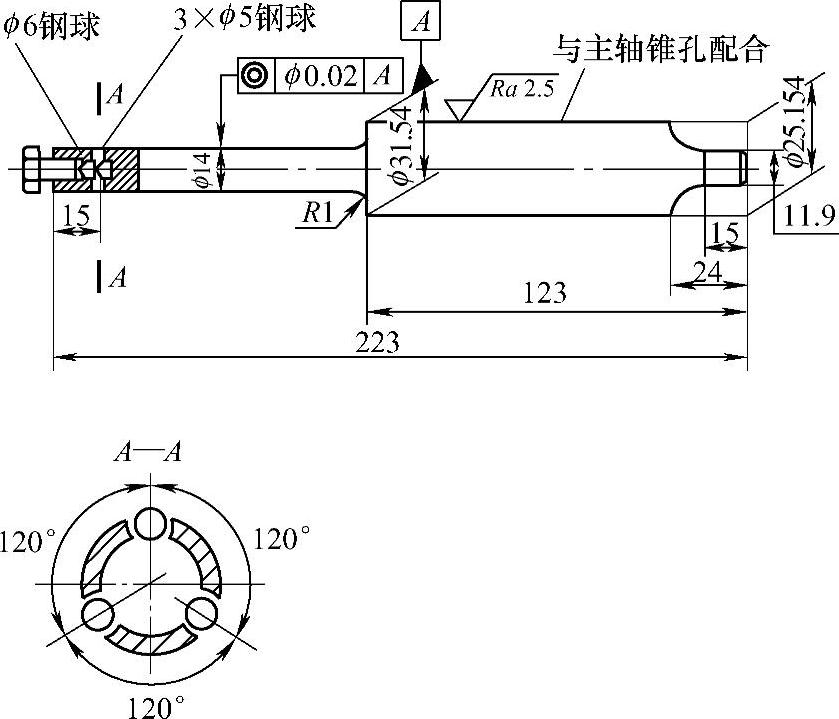
图3-178 三点式浮动车压孔工具
 (https://www.xing528.com)
(https://www.xing528.com)
图3-179 浮动车压孔工具
图3-179所示是另一种形式的浮动车压工具,压光块由上、下两个压块构成,并用螺钉联接在一起,可进行微量调节。压光块的长度根据所加工工件的直径确定,其头部由用无机粘结剂粘接的YT15硬质合金材料制成,并在头部研磨成半径为8mm的球面,使它与被加工表面形成点接触。压光块头部表面粗糙度值的大小会直接影响加工质量,因此在未加工前必须进行研磨,使压光块头部非常光洁。压光块在刀柄体内可浮动。调节螺钉用来调整车孔刀的伸出尺寸,紧定螺钉可将车孔刀固紧。车孔刀用高速工具钢材料制成,其几何角度是:刀尖角为75°,刀尖圆弧半径为1.5mm,前角为15°,后角为6°,副后角为2°,主偏角为45°,副偏角为60°,排屑槽半径为3mm。
使用时,将车孔刀刀柄本体装夹于车床主轴内孔并用拉杆拉紧。用百分表或试车法调节好车孔刀尺寸,然后用紧定螺钉将车孔刀压紧。用千分尺把压光块的长度测量好,将其尺寸调至公差范围内并锁紧。压光块装入车孔刀刀柄本体孔内后,应滑动自如。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。