



1.浮动车孔刀的结构形式
浮动车孔刀刀体的组合形式如图3-168所示,使用时将其安装在刀架上。它的结构简单,制造容易,操作方便,能大大提高工作效率,并且加工尺寸准确,对于深加工最为理想。直径为18~350mm的孔都可以用浮动车孔法进行加工。
浮动车孔装置主要包括刀柄和刀片等。刀片大多是一块或两块组合而成,其制造精度和位置精度决定着工件车孔孔径的尺寸精度。浮动车孔刀的刀片多为硬质合金材料,加工时切削刃不易磨损,可减小孔的圆度误差。这种车孔刀的切削刃较长,两块刀片的调整范围也较大,一般能达到5~8mm。
图3-169所示是浮动车孔刀刀体的另一种组合形式。加工中,浮动车孔刀塞在车孔刀刀柄的方孔内,可自由滑动(车孔刀刀片与刀柄方孔的配合间隙不宜太大),并能自动平衡其位置。刀片的刀尖处磨有0.1~0.2mm的修光刃,它在车削时具有挤压作用,可降低孔的表面粗糙度值。
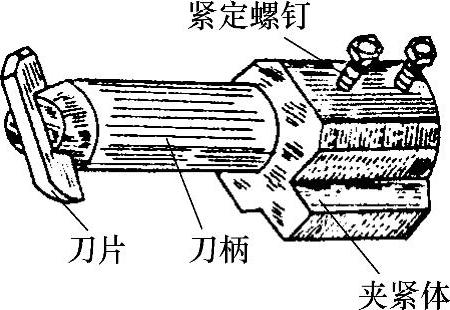
图3-168 浮动车孔刀刀体的组合形式(一)
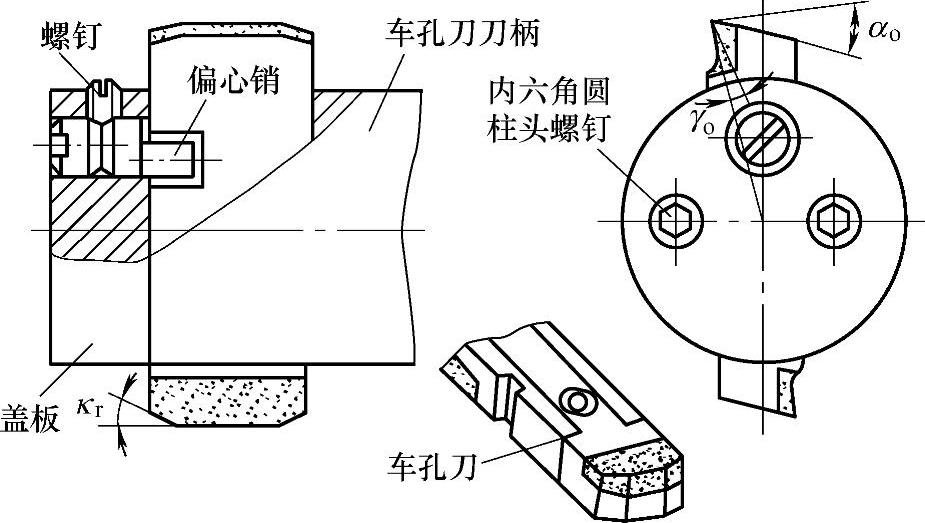
图3-169 浮动车孔刀刀体的组合形式(二)
该浮动车孔刀刀头采用的几何角度应满足工件材料和孔的几何形状要求。加工铸铁工件时,取前角γo=0°,如图3-170a所示;加工钢件时,材料的硬度较高,为了减少切屑变形和摩擦,可选择较大的前角,取前角γo=28°~30°,如图3-170b所示。
图3-171所示浮动车孔刀由镶有硬质合金刀片的刀体和刀柄组成。刀体由螺钉固定在刀柄上,可用调节螺钉进行微调。装配好的浮动车孔刀放置在刀柄滑槽内。加工过程中,刀片在刀槽内滑动。

图3-170 浮动车孔刀的几何角度
a)车铸件时的几何角度 b)车钢件时的几何角度
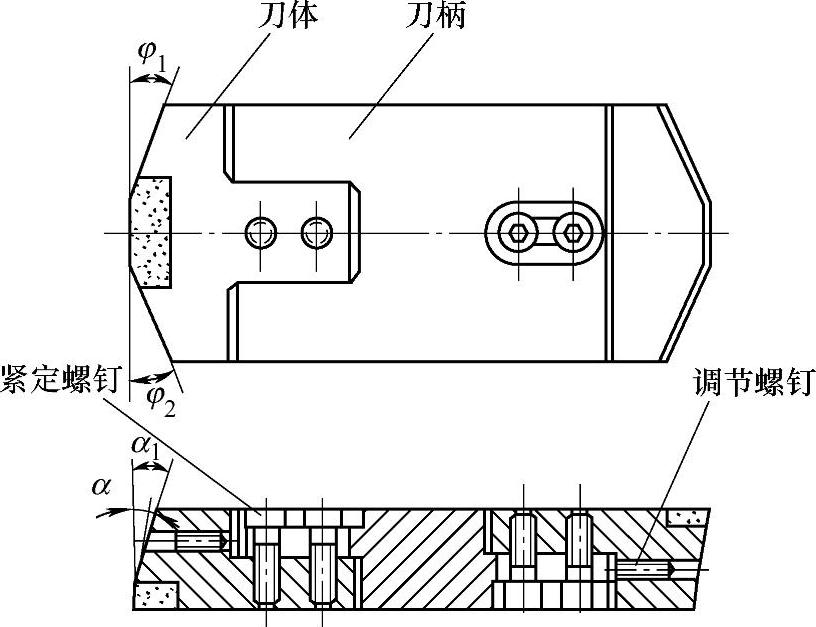
图3-171 浮动车孔刀刀体的组合形式(三)
如图3-172所示的圆柱形浮动车孔刀与刀柄上的圆孔是滑动配合。刀柄上有3~4个导向块(用白桦木或夹布胶布制成),其作用是保证所车长孔的直线度。车孔前,应先加工一段合乎要求的孔径D(即导向孔)与导向块尺寸相吻合,以保证将浮动车孔刀引入轨道。当被车孔直径小于15mm时,可将浮动车孔刀做成整体式。
图3-173所示是结构形式有所改变的浮动车孔刀,它利用螺钉1将刀头固定在刀体2和5的两端。使用时先松开螺钉8,然后逆时针方向转动带有刻度的螺母6,即可进行车孔尺寸的微调,微调后再拧紧螺钉8。为了保证拉簧4有一定的拉力,第一次切削前可旋松螺钉8,再顺时针转动右刀体5,使拉簧螺钉7多旋进刀体5一些。
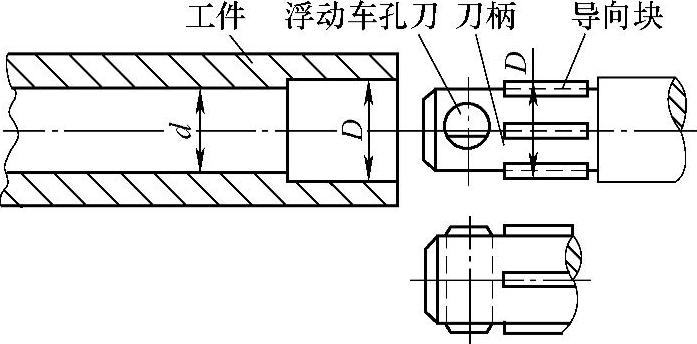
图3-172 带导向块的浮动车孔刀
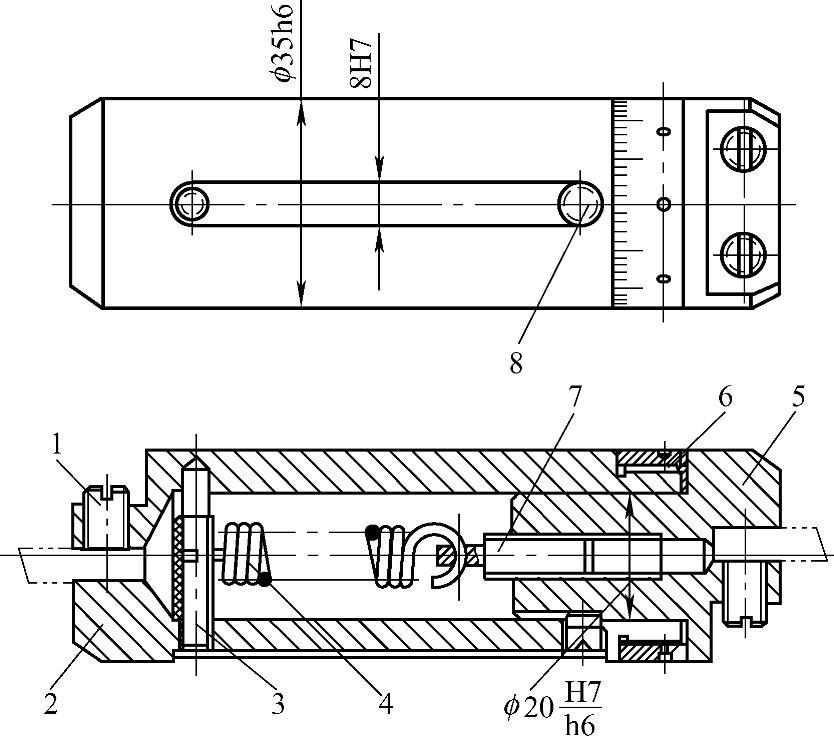
图3-173 拉簧式浮动车孔刀
1、8—螺钉 2—左刀体 3、7—拉簧螺钉 4—拉簧 5—右刀体 6—螺母
2.对浮动车孔刀刀柄和车孔刀的要求
1)浮动车孔刀刀片插入车孔刀刀柄后,要注意保证浮动车孔刀中心与车孔刀刀柄中心相重合,如果出现如图3-174a所示的误差δ,将会影响车孔质量。(https://www.xing528.com)
2)车孔刀刀柄中心线与车床主轴回转中心线应重合,否则车出的孔径会大于浮动车孔刀的尺寸。
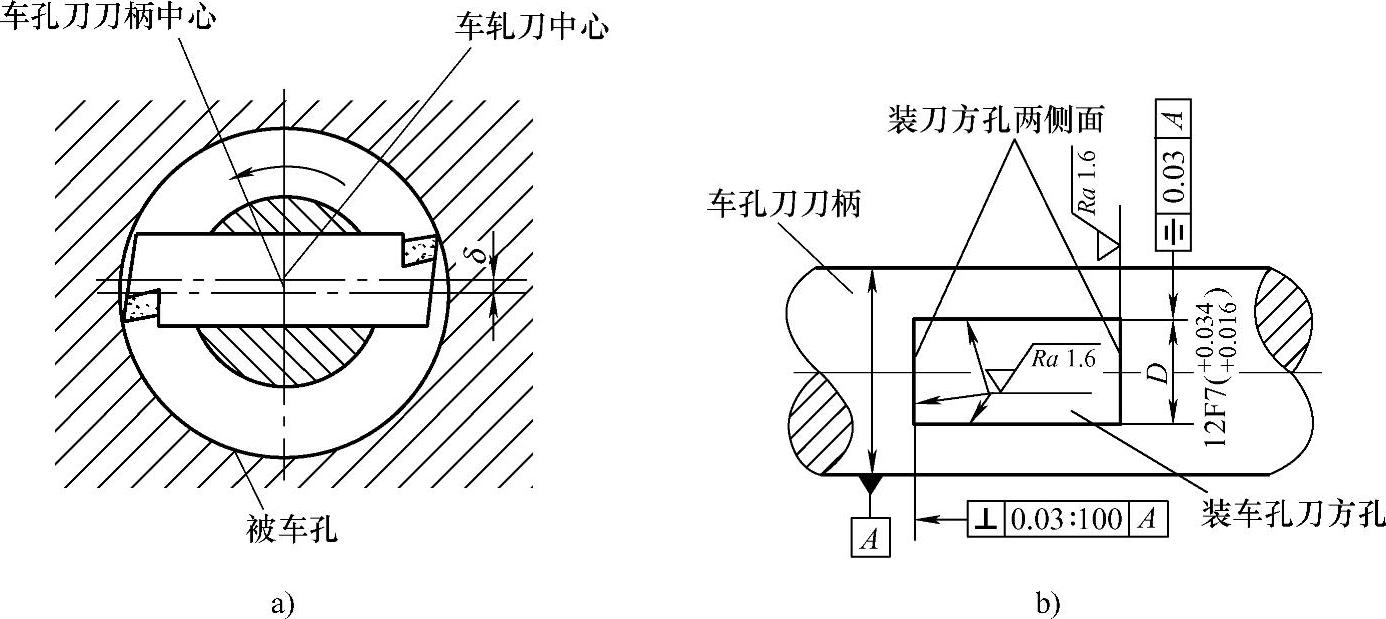
图3-174 对浮动车孔刀的要求
a)车孔刀中心与刀柄不重合 b)装刀方孔侧面要与刀柄中心垂直
3)车孔刀刀柄上的装刀方孔两侧面(图3-174b)与车孔刀刀柄中心线要相互垂直,这样才能保证浮动车孔刀安装后,基面与刀柄中心线相垂直。否则,会因浮动车孔刀刀片在方孔内倾斜,而导致车出的孔径变小。
4)浮动车孔时,浮动车孔刀刀片在刀柄孔槽中的配合要严密,只能左右滑动,不能上下移动。调整车孔刀刀片的尺寸时,应调整到所加工孔径的下极限尺寸。
5)浮动车孔刀刀片的刃磨对于被加工表面的质量影响较大,其切削刃光洁与否,不仅影响着孔面,也影响着车孔刀本身的使用寿命,所以刀具在使用前应很好地研磨光洁。另外,刃磨时要使两个车孔刀刀片的几何角度相一致。
6)浮动车孔刀刃磨后要修刃,精加工时要用金刚石研磨膏研磨,并在修光刃上研出0.1~0.5mm的刃带。要注意刃带不能留得太宽,否则会影响加工表面的表面粗糙度。研后的切削刃要在高倍放大镜上检查其平面度和裂纹,研过的切削刃刃口要平滑,表面粗糙度值为Ra0.1μm。
3.浮动车孔示例——车削如图3-175所示的45钢筒类工件
(1)粗车和半精车孔 粗车和半精车孔用的车孔刀如图3-176a所示。因粗加工要切除大量材料,这时切削力大且切屑厚度不均,因此要求刀具的抗弯强度大。根据实践,选用YW2硬质合金刀片为好。刀片采用高频焊接,但焊后要注意保温,防止产生裂纹。刃磨刀尖圆弧R和刃倾角(-6°)时要注意控制尺寸,否则会影响刀具寿命。粗车孔和半精车孔应留精车余量0.2~0.3mm。
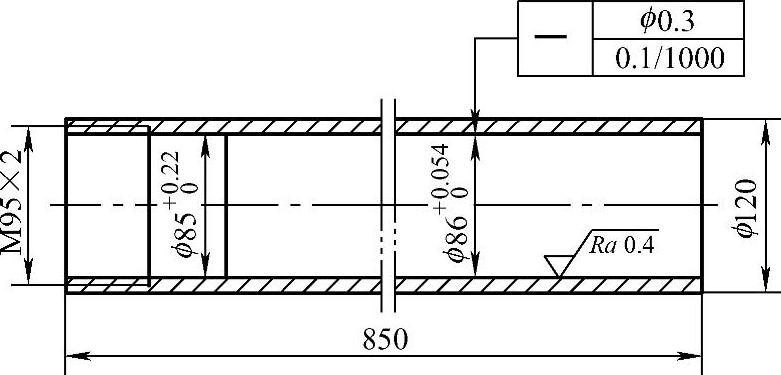
图3-175 筒类工件浮动车孔示例
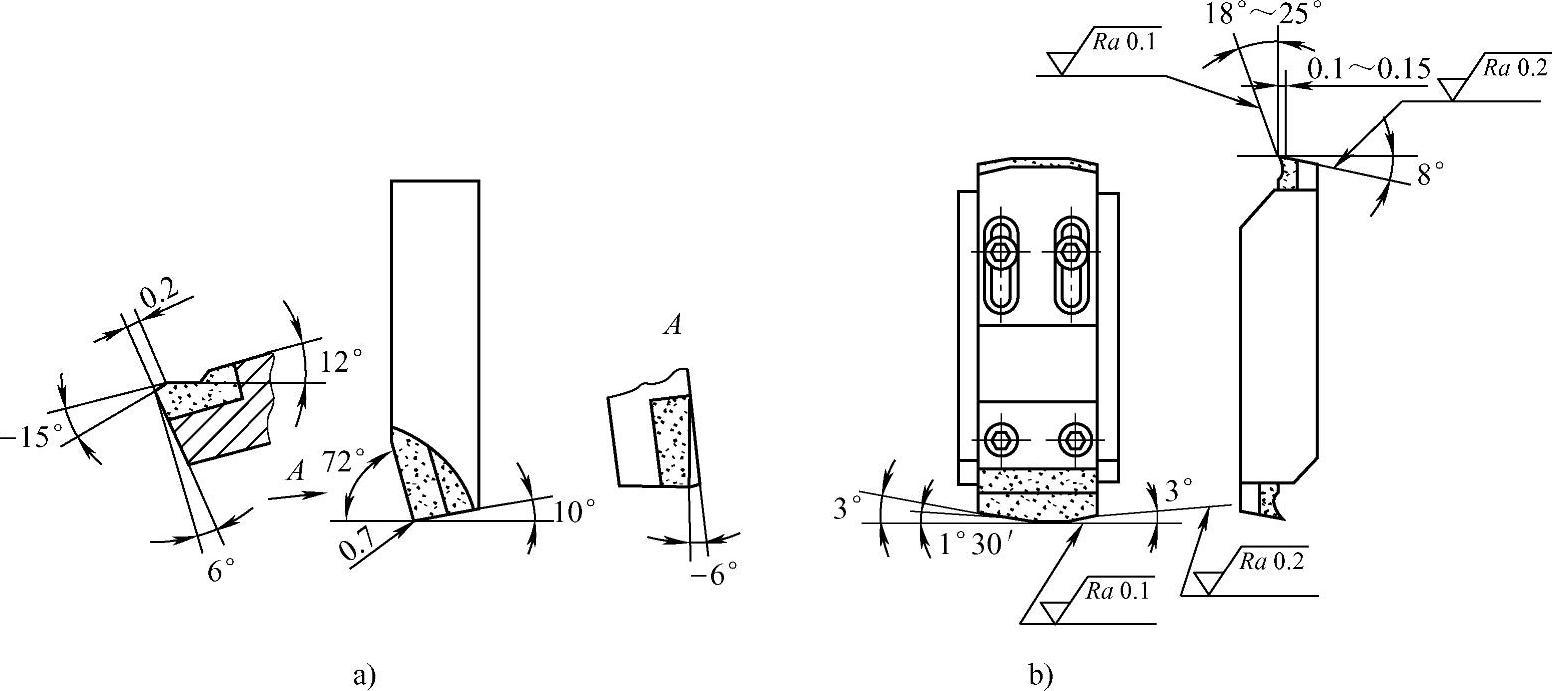
图3-176 浮动车孔刀具
a)粗车孔刀具 b)浮动车孔刀
(2)精车孔 精车孔时使用浮动车孔刀,如图3-176b所示。精加工的特点是余量小,切削力小,但尺寸精度和表面质量要求高。因此要求刀具耐磨、硬度高。
所使用浮动车孔装置如图3-177所示,它由浮动车孔刀2和车孔刀刀柄5两部分组成,车孔刀与刀柄保持滑动配合,车孔刀在刀槽中浮动,作微量的径向移动,并可自动定心,使两切削刃切削深度相等。浮动车孔刀2在车孔时还对孔壁起着挤压作用。
浮动车孔时,最好采用反向进给,并应有导向和辅助支承(可使用中心架或其他支承)。该示例装置是在刀柄上扎缠亚麻布,其缠绕直径应大于工件外径2~4mm,并在表面涂抹上L-AN全损耗系统用油。
由于该浮动车孔装置较重,所以可将其直接安装在溜板上。所使用车孔刀在刃磨后要修刃,在最后精加工时还要用金刚石研磨膏研磨,使其表面粗糙度值达Ra0.1μm,并在修光刃上研出0.1~0.15mm的刃带。但要注意刃带不能留得太宽,否则会影响加工表面的表面粗糙度。由于刃带的存在,保证了工件的尺寸精度。研磨后的切削刃要在高倍放大镜上检查其平面度和有无裂纹。
浮动车孔时的切削用量为:主轴转速n=50~100r/min,进给量f=40~50mm/min。
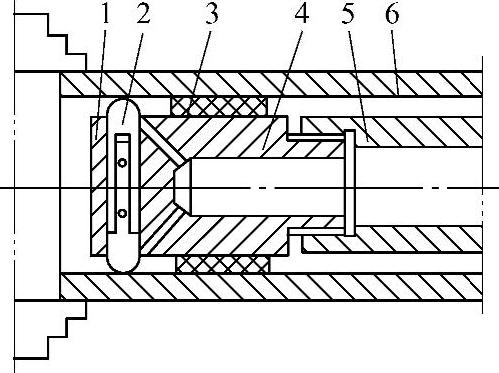
图3-177 浮动车孔装置
1—压盖 2—浮动车孔刀 3—亚麻布 4—导向头 5—车孔刀刀柄 6—工件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。