



1.精细车孔
精加工工件内孔时,由于切削余量少,为保证已加工表面的精度和表面粗糙度的要求,应防止切屑划伤已加工表面。设计刀具时,要注意控制切削刃的角度,使切屑成小碎状卷屑随切削液向外排出。同样,为了保证工件的圆柱度要求和减少切削时的振动,在刀头前、后端应轴向布置导向条。切削时,为使切削液能直接射向切削区,应在刀柄尾部设计油嘴,切削液经油嘴通过刀柄内孔从刀头小孔中射向切削区,保证了切削区的润滑与冷却。
(1)工件的装夹和排屑 前面曾涉及这方面的内容,下面再通过举例进一步说明这一问题。
图3-153所示是车削主轴类工件孔的装夹情况。将支架4及8固定在车床导轨上,装上工件9,在工件孔内插入测量棒,根据工件长度调整支架的纵向位置。根据工件孔的要求,用千分表沿测量棒调整两支架的横向位置。松开螺钉10,然后转动螺钉11,即可使支架8横向移动;松开螺钉12,支架4即可以定位销13为轴转动,工件位置正确后固定。
工件由左端拨杆3转动,利用溜板的纵向移动进给,车出所要求的孔。为了保护工件已精加工过的外表面,在支架4、8的孔内浇注了轴承合金套5、7。为了防止加工时工件的轴向窜动及调整工件与支架8的配合间隙,在工件的螺纹部分与支架8左端面间装有平面推力轴承,用锁紧螺母6调整紧固。为了改善拨杆间的摩擦,在拨杆上加有两个转套2和14。
如图3-154a所示工件的右端需精车直径为ϕ24.115+0.028+0.001mm的孔。由于该工件细长,为了保证孔径加工精度,精车孔时需在轴径C、B两处定位夹紧。图3-154b所示为车削时的装夹情况。自定心卡盘通过接盘、接套与车床主轴相连,自定心卡盘的反三爪上各焊有一块软爪,锥套以莫氏锥度外锥与车床主轴内锥孔相配,工件通过锥套的孔及三个软爪对工件进行定位夹紧。
制作该夹紧装置时,应根据车床主轴内锥孔配磨锥套外锥,要求接触面积不少于80%;反三爪上夹紧工件用的直径D与A面必须一刀车出,锥套内孔与外锥的同轴度为ϕ0.01mm。
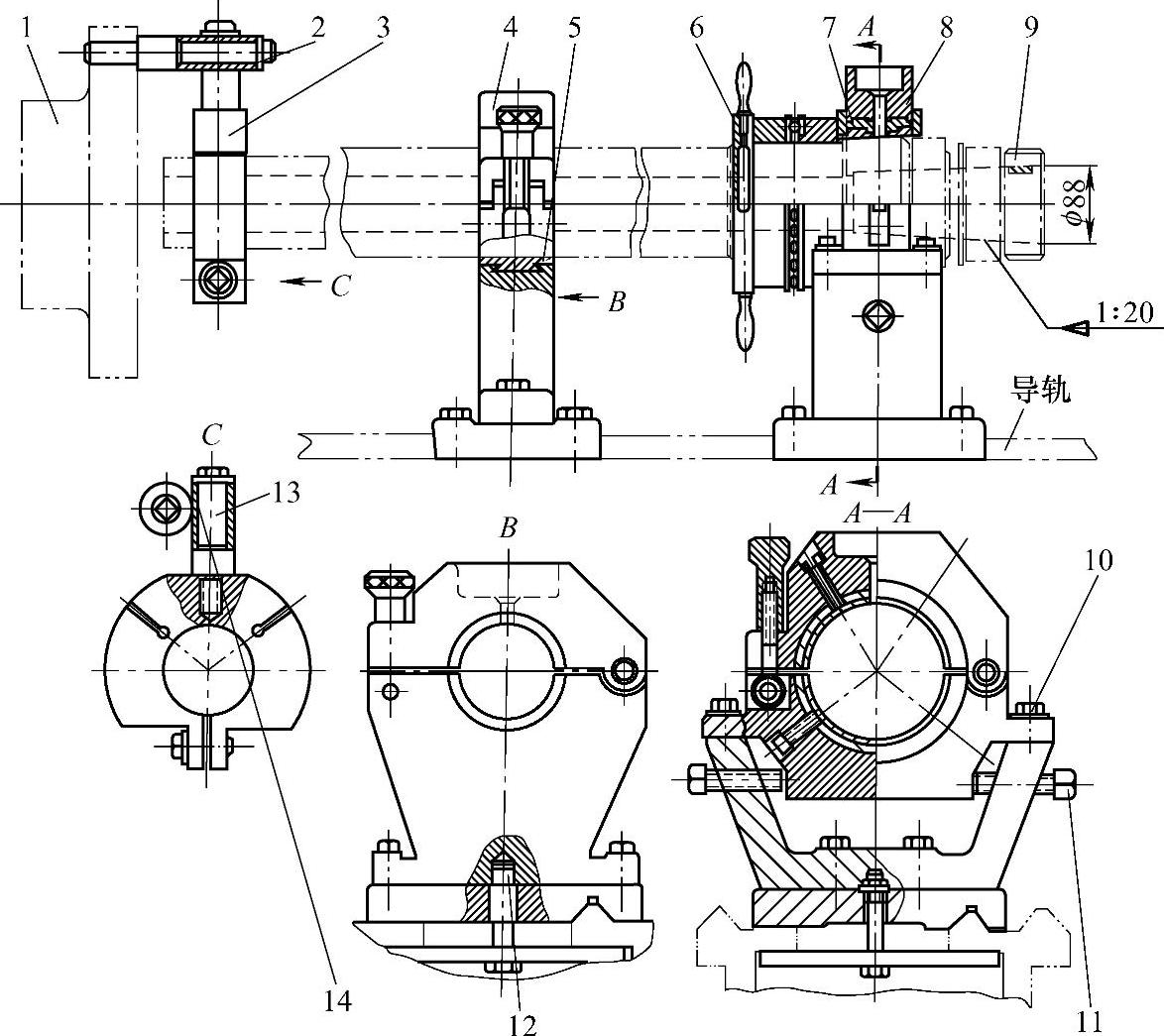
图3-153 车削主轴类工件孔的装夹情况
1—车床拨盘 2、14—转套 3—拨杆 4、8—支架 5、7—轴承合金套 6—锁紧螺母 9—工件 10、11、12—螺钉 13—定位销
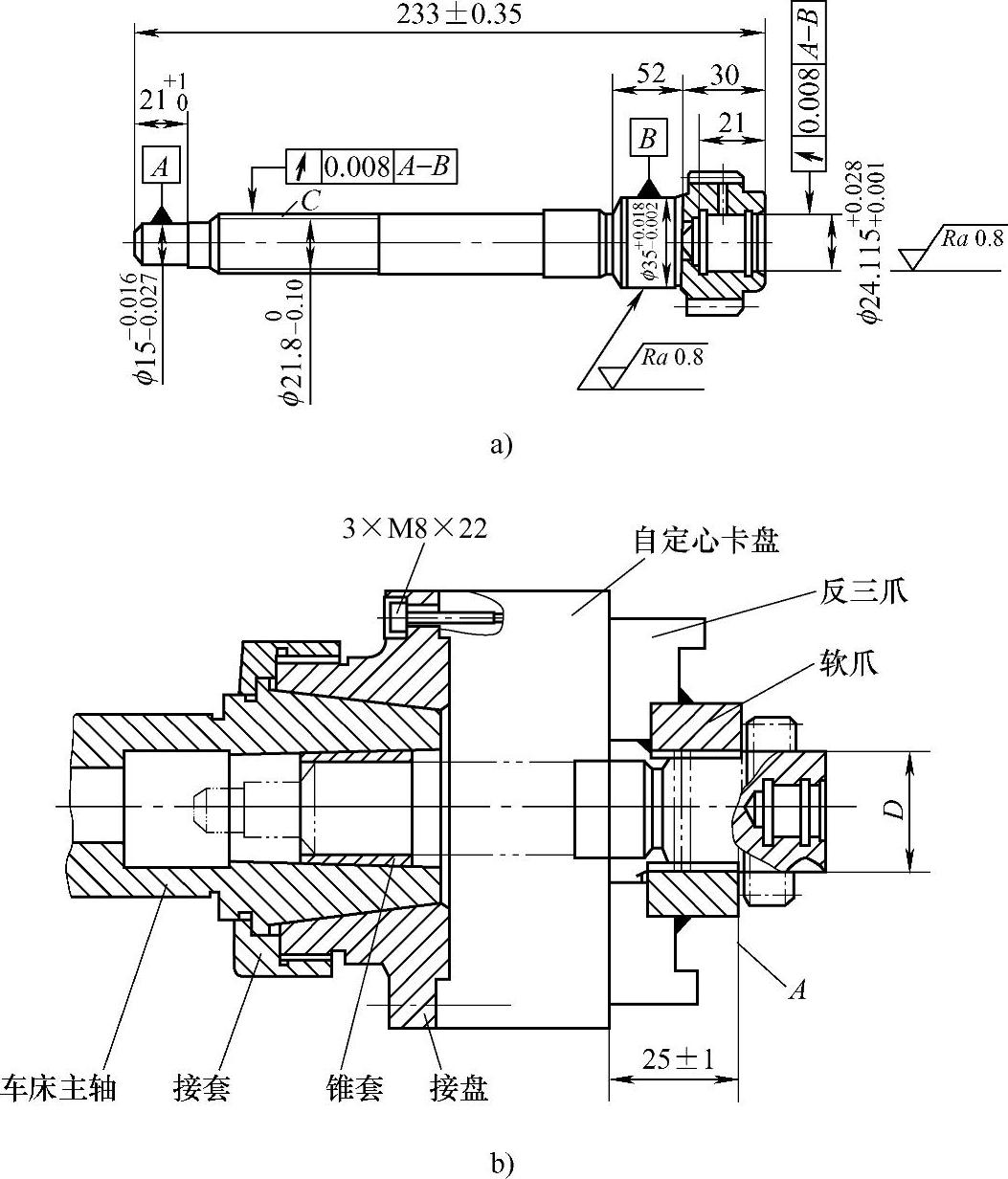
图3-154 车削精密孔工件
a)工件 b)装夹情况
车削精密孔时要注意排屑问题,防止切屑划伤工件表面。前面曾介绍过合理刃磨车刀刃倾角以控制切屑流出方向,以及使用内排屑车孔刀刀柄等方法来解决排屑问题。图3-155所示是将工件固定在车床溜板上,车孔刀刀柄安装在卡盘和尾座顶尖之间,车孔时采用的一种排屑方法。在车孔刀刀柄上近刀头和尾端处各钻一个小孔,选择直径小于工件毛坯内孔与车孔刀刀柄间隙的钢丝,将其一头放入刀头附近的小孔,然后用顶丝顶住。车孔时,如果车孔刀刀柄按图示方向转动,则将钢丝按左旋方向密绕在车孔刀刀柄上(否则相反),然后放大螺距,使螺纹升角为45°左右,一直延伸到车孔刀刀柄尾端;将钢丝的另一端放入刀柄尾端的小孔中,并用顶丝顶住。
该方法适合在车削铸件孔时使用;加工钢件孔时,应通过改变车刀几何参数等方法,使切屑成为一段一段的碎断状,并且刀柄上的钢丝螺旋外径与工件孔壁件的间隙要能容纳流下的切屑。
(2)精细车孔刀具 精细车孔刀具可结合前面介绍过的内容,在几何角度和参数方面作出最佳选择。
图3-156所示是一种精细车孔刀具,其切削刃宽22mm,前角γo=5°~7°,后角较小(αo=1°~3°)。刀具表面应经过很好的研磨,刀柄上开有弹簧槽,可有效地保证在宽切削刃切削的情况下不产生振动。该车孔刀的左、右端各有5°的斜角,称为导引切削刃,其后角为3°~5°,切削刃与弹簧槽之间的距离越短越好。加工过程中,切削刃应比工件中心高0.5~1mm,并使切削刃伸出长度L为最小。
目前,车削钢质材料精密孔时普遍使用的刀具材料有硬质合金P01、P10和K05;或者采用人工合成的金刚石和立方氮化硼,后者加工钢质套筒比金刚石有更多的优点。
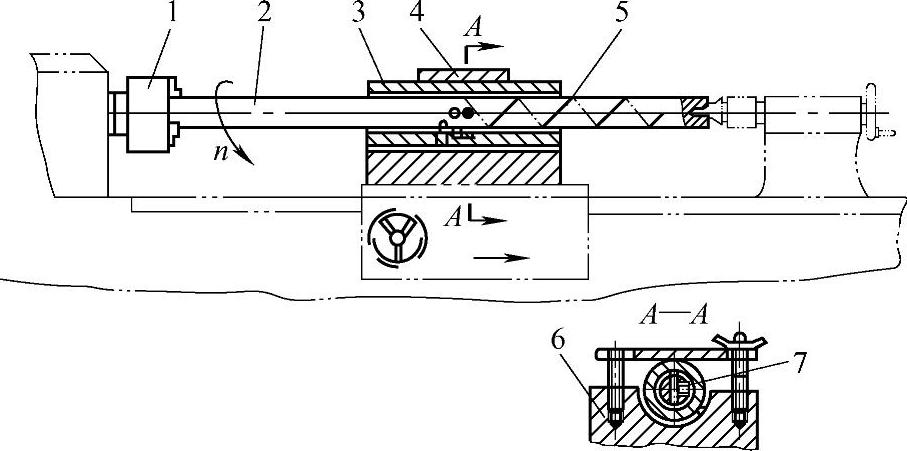
图3-155 在车孔刀刀柄上绕钢丝排屑
1—自定心卡盘 2—车孔刀杆 3—工件 4—车孔刀 5—钢丝 6—夹具体 7—顶丝

图3-156 精细车孔刀具
2.精密孔系的车削
孔系常指多孔工件,如钻模板工件上的孔,其孔与孔之间的孔距误差一般在0.01mm以内。这类工件多在坐标镗床上加工,在缺少坐标镗床的情况下,也可在车床上加工。
在车床上加工这类工件时,重点要保证的除了其精度外,还必须保证孔与孔之间的中心距。下面以三个孔的钻模板为例,来说明加工中保证孔距的方法。先将钻模板工件加工到所需的形状和厚度,然后划出各孔中心线。在十字线的中心上钻并攻出M6螺孔(图3-157a),再用平面磨床将钻模板工件的厚度磨成一致。将三个直径相同而长度不同的套管用M6螺钉和平垫圈分别压在各M6螺孔的位置,三个套管的长度以不碰千分表的测杆为准;然后用千分尺测量出套管的中心距离,并将测量精确后的套管压紧(图3-157b);最后,将钻模板工件放在车床花盘上,先用千分表在一根长的套管上找正中心(图3-157c),将工件压紧,再卸下套管,进行钻孔、车孔或铰孔;紧接着将钻模板工件松开,移动位置,根据第二个长套管找正中心。以此类推,即可将各孔加工完毕,这样就能保证各孔之间的尺寸要求。

图3-157 保证孔系工件中心距的方法
a)确定加工位置 b)用千分尺测量两套管间的距离 c)靠模板工件安装在花盘上找正

图3-158 确定车孔中心距的方法
采用这种方法时,所使用套管的两端面必须与外圆柱面互相垂直,否则会影响加工质量。
确定和找正钻模板车孔中心距的位置时,还可以采用如图3-158所示的方法。假设三个孔的中心分别为O、O1和O2,此三点间的相互距离即中心距,依次为A1、A2、A3,相切三圆的半径分别为R、R1、R2,则
R+R1=A1 (3-3)
R1+R2=A2 (3-4)
R2+R=A3 (3-5)
三式相加得
用式(3-6)依次减式(3-3)、式(3-4)和式(3-5)得


确定中心距时,可按照计算的结果加工三根有台阶的心棒。车孔时,先按尺寸位置的要求在钻模板工件上车出一个孔,并安上一根心棒,然后使其余两根心棒根据位置要求依次与第一根心棒相切,并加以固定。这时,三根心棒的中心距即为三孔的中心距。当所车削孔径较大时,可用螺母将心棒连接在钻模板工件上;孔小时,可直接用粘结法固定。固定后,用百分表找正车孔刀刀柄和心棒的位置,车出三个孔(车孔时应将该孔用的心棒卸去)。当钻模板工件上有第四孔时,仍按照上述方法进行计算、制造心棒和找正。
如图3-159a所示的三孔系孔板工件需要加工3个ϕ20H7的圆孔,其操作步骤如下:
 (https://www.xing528.com)
(https://www.xing528.com)
图3-159 三孔系孔板工件及其加工
a)三孔系孔板工件 b)将定准套安装在孔板上
1)将孔板的两个端面及外圆按图样要求进行车削。
2)按图样中的尺寸划线,划出3个ϕ20H7孔的中心,然后在这3个孔的中心上作出3个M8螺孔。
3)将长度分别为16mm、28mm和40mm的定准套用M8六角头螺栓和平垫圈安装在孔板上,如图3-159b所示。3个定准套的长度之所以不同,是为了便于在车床上利用百分表按定准套由长至短的顺序逐次找正。
4)根据工件的尺寸要求,求出两相邻孔的中心距e=51.96mm。利用外径千分尺,按照L=e+d=51.96mm+20mm=71.96mm精确调整定准套的位置,直到L在3个方向上的尺寸误差均小于0.01mm为止,然后用M8六角头螺栓紧固定准套。
5)用单动卡盘装夹工件,用百分表校平B面,校圆最高的定准套1,其径向圆跳动误差应小于0.01mm。
6)松开螺栓,拆去定准套1(注意勿碰撞定准套2和3),用大小不同的一组麻花钻逐次将M8螺孔扩大,并留出加工余量,然后用车孔刀将孔车至ϕ20H7。
7)按5)、6)所述的方法,依次加工定准套2和定准套3上的ϕ20H7孔至图样要求。
图3-160所示是利用坐标车孔法加工如图3-161所示双孔孔系工件的情形。在车床花盘上紧固两块互相垂直的靠板(靠板应经过淬硬及磨制),装夹工件时,应使工件上经过精加工的两个边与靠板平行。车削孔1(图3-160a)时将工件紧固在花盘上,同时量好工件每边与靠板的距离a和b。车好孔1后不取下工件,移到孔2的位置(图3-160b),用量块找正两孔的距离。

图3-160 用坐标车孔法加工孔系工件
a)车削工件上的孔1 b)车削工件上的孔2
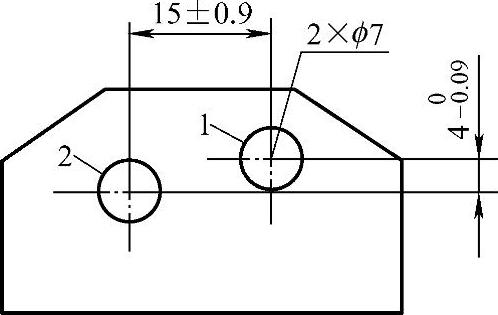
图3-161 双孔孔系工件
3.精密孔工件车削示例
(1)示例Ⅰ──车削如图3-162所示的精密孔工件 该工件的材质为40Cr,经调质处理。其特点是孔径小而精度较高,车削时的操作要点如下。
1)刀架进刀的精确控制。某厂在车床上加工该工件时,使刀架转过5°(图3-163),将刀架的刻度盘取下,先装上一个z=48、m=1.25mm的齿轮,再装上一个定位套,定位套上装一个z=13、m=1.25mm的齿轮轴与z=48的齿轮相啮合;然后将刻度盘装在齿轮轴上,接着装上手柄和车刀。
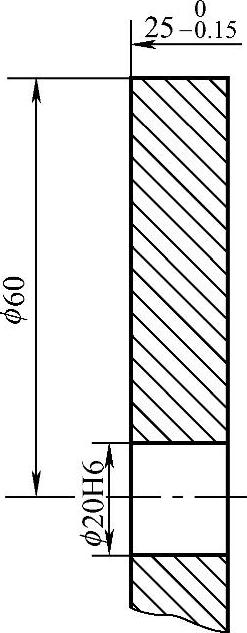
图3-162 精密孔工件
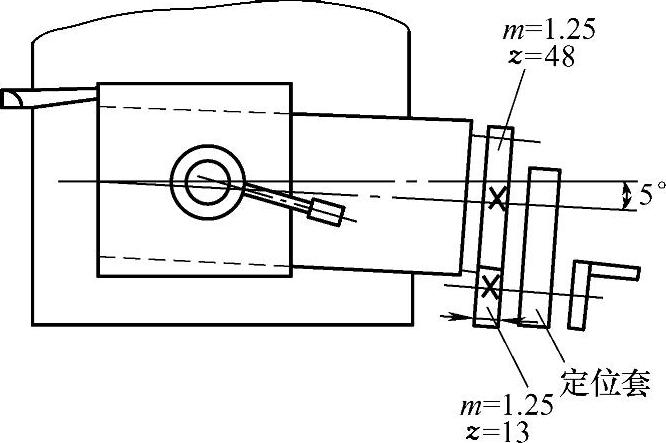
图3-163 车精密小孔进刀的精确控制
小滑板上的分度盘每周有60格,丝杠螺距为3mm,当刻度盘转过1格时,刀架前进距离为 。由于刀架倾斜5°,所以车刀垂直进给量为0.014mm×sin5°≈0.0012mm。
。由于刀架倾斜5°,所以车刀垂直进给量为0.014mm×sin5°≈0.0012mm。
加工时最好经过实测,以准确了解和掌握车刀的垂直进给量。使用前,要注意消除滑板和传动件各处的间隙,为了避免刀架出现爬行现象,可在刀架导轨面上粘贴聚四氟乙烯软带,以便于控制进刀。
2)车孔时的对刀。该精密孔选用YT15硬质合金刀具,所使用的对刀工具如图3-164所示。对刀过程为:开始对刀之前,用螺钉12把百分表13固定在上V形块10的青铜衬套11内,再放在下V形块6的固定心轴7上。固定心轴7是用螺钉从底部固定在V形块6上的,其上还装有调整销8。移动上V形块10,使百分表的触头接触在调整销8上,然后摆动百分表触头,找出调整销8的最高点,再校正百分表指针。为方便起见,最好把百分表指针对准零位。百分表对好以后,即可在车孔刀刀柄1上套上对刀套2(图3-164b),然后把带百分表的上V形块10放在车孔刀刀柄1上,使百分表触头与车刀刀尖对准。松开紧定螺钉4,将百分表触头紧压在刀尖上左右摆动。用扳手调整调整螺钉5,使刀头伸进伸出,直到百分表上指针所示的刻度与所要求的相同时,再拧紧紧定螺钉4,将车刀压紧,最后将上V形块10及对刀套2取下,对刀工作就完成了。
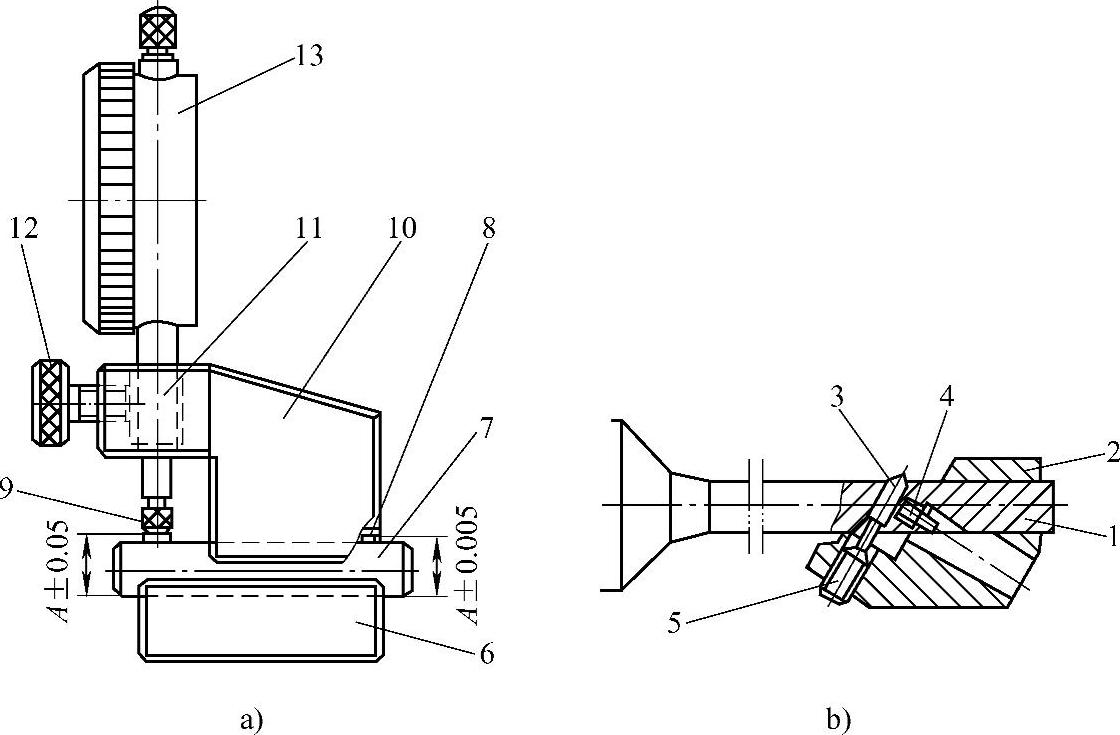
图3-164 车精密孔时使用的对刀工具
a)对刀过程 b)对刀方法
1—车孔刀刀柄 2—对刀套 3—刀头 4—紧定螺钉 5—调整螺钉 6—下V形块 7—固定心轴 8—调整销 9—百分表触头 10—上V形块 11—衬套 12—螺钉 13—百分表
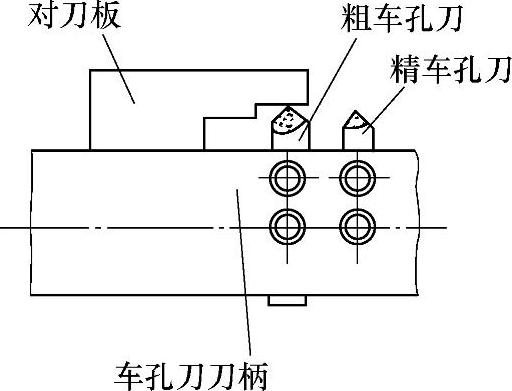
图3-165 使用对刀板对刀
粗车孔对刀时,可采用如图3-165所示的使用对刀板的方法。
3)车孔时的切屑控制。车精密孔,尤其是直径较小的精密孔时容易出现的问题是:刀柄细了会引起振动;刀柄粗了则容屑空间小,切屑排不到孔外,受碰撞而折断了的切屑滞留在孔内,跟着转而挤坏车刀切削刃。
前面介绍过,调整车刀刃倾角可控制切屑流出方向,当刃倾角为正值时,切屑流向待加工表面。精车孔时控制切屑流出方向,应该是使切屑不折断而卷曲成螺旋形,并流向待加工表面,从主轴孔方向流出。控制切屑流向的因素,除了车刀的几何角度外,还有切削用量等。图3-166所示为精密孔车孔时使用的车刀,其特点是选用了正值刃倾角和较大的前角,目的是使切削轻快,在较大切削范围内能得到螺旋形切屑,并使切屑流向待加工表面。
所选择的切削用量为:切削速度vc=46~58m/min,进给量f=0.23~0.32mm/r。
(2)示例Ⅱ──修复卧式车床尾座孔的车削方法 车床尾座孔若丧失精度,将直接影响加工质量。修复尾座孔时,可采用如图3-167所示的装置和方法。将锥套插入车床主轴锥孔内并拧紧压紧螺母,使锥度与主轴锥孔接触好。将被车孔尾座固定在主轴与溜板刀架之间。车孔刀刀柄穿入锥套孔和被车削尾座孔内,另一端通过刀架支持好。车孔刀刀柄中心、锥套中心与主轴中心三者的中心线要重合。
锥套孔内的键槽与车孔刀刀柄上的平键相配合,这样车孔刀刀柄在锥套孔内既转动又轴向滑动。主轴转动时,通过锥套带动车孔刀刀柄转动并对尾座进行车孔。
被车孔中心线与床身导轨面要平行,通过调节螺钉进行调整。
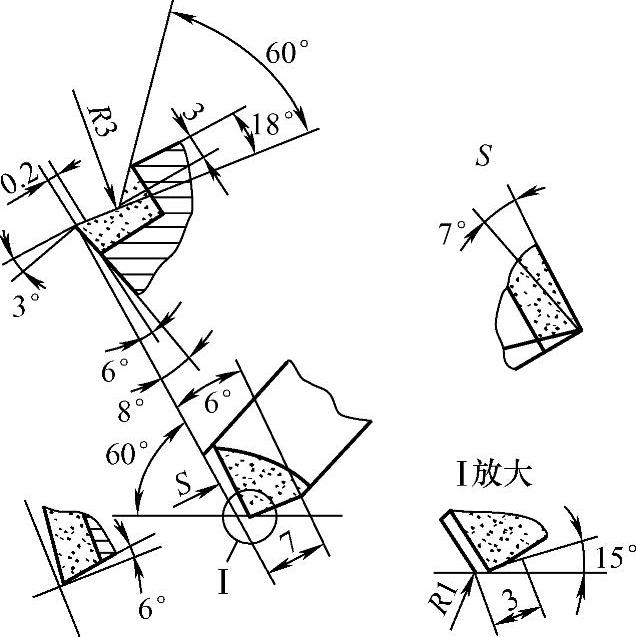
图3-166 精密孔车孔刀

图3-167 修复卧式车床尾座孔
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。