



1.游标卡尺的测量误差和测量面的研磨
游标卡尺在车削加工中可用来测量长度、宽度、外径、内径、深度、中心距及齿轮公法线长度等,如图2-257所示,其使用频率很高。但是,使用游标卡尺时,有时会发现测出的数据不是很准确,这除了测量方法不对和量具操作不当外,另一个原因就是游标卡尺本身存在误差。
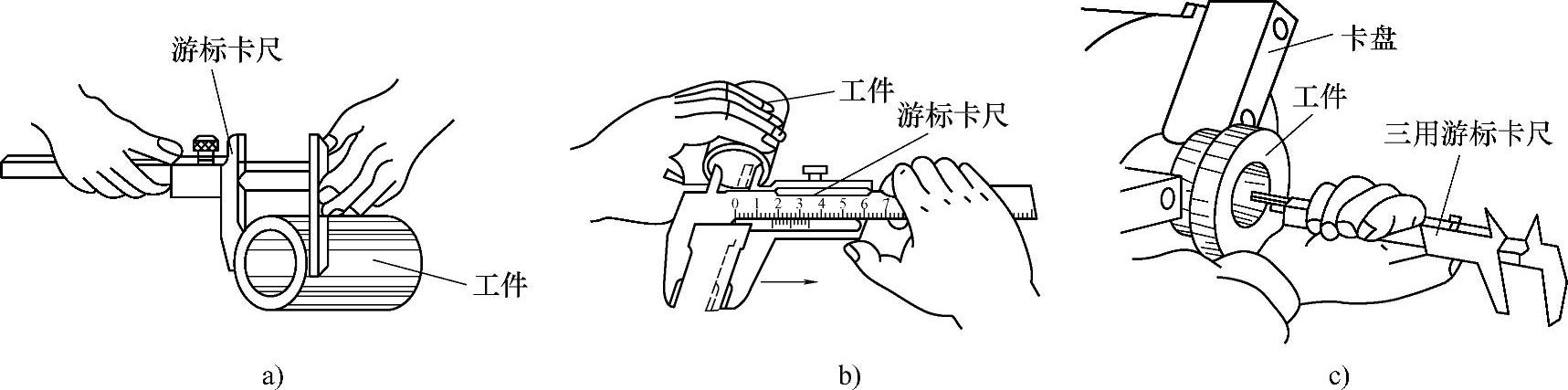
图2-257 用游标卡尺测量工件
a)测量外径 b)测量内径 c)测量深度
(1)测量误差 图2-258所示是游标卡尺操作不当产生测量误差的情况。图2-259所示是测量时推力太大,使卡尺外测量爪产生过大摆角,而产生测量误差ΔL。ΔL用下式计算

图2-258 游标卡尺产生测量误差(一)
a)测孔径 b)测宽度

图2-259 游标卡尺产生测量误差(二)
ΔL=Ltanδ (2-5)
式中 L──被测工件的直线尺寸(mm);
δ──误差角(°)。
为了减少测量误差ΔL,测量时应使游标卡尺测量爪刚好接触被测表面。
车削铜等线膨胀系数大的工件时,应使用切削液浇凉后再进行测量,否则由于热膨胀的原因,测出的数值会比实际尺寸大而产生误差。
(2)量具本身误差及其修复 游标卡尺应经检定合格并在检定有效期内使用,否则卡尺计量的准确度将没有保障。对于频繁使用的游标卡尺,应配备量块,以便自校,并检查测量面的磨损情况。每次测量前,都应将测量爪的测量面紧贴在一起,以校对零位。如果发现测量面磨损超过0.02mm,应及时送计量部门修复。
游标卡尺经过长期使用,由于不断磨损或保管不当等原因,会造成测量精度降低。例如,将两测量爪合拢,调整测量爪测量面接触,却发现测量爪间隙不稳定。造成这种问题的原因有多种:
1)游标卡尺尺框基面磨损成弧形(图2-260b中的a处)。其修复方法是:使用标准铸铁靠板或平行尺身以着色法,先检查尺框基面的直线度和磨损情况,然后用小刮刀、整形锉或磨石(油石)去掉最高点并磨削成平面,再用专用铸铁小靠板及研磨膏研光即可。

图2-260 游标卡尺及其尺框基面磨成弧形
a)游标卡尺 b)磨损情况
2)卡尺上微调装置处的调节丝杠与微调框下面的孔不同心。其修复方法是:使用尖钳或其他工具调整小丝杠与微调孔同心,或更换新的小丝杠。
3)尺框基面两端的退刀槽磨平或磨凹(图2-261),这时就会使尺身基面与尺框基面接触不实。其修复方法是:使用专用铸铁小靠板及研磨膏研光,并在原退刀槽位置处开槽。
4)尺框与主尺刻线面间的间隙过大或过小。其修复方法如图2-262所示,选用尺寸为ϕ40mm×70mm左右的尼龙棒,挤压游标斜面至尺身在尺框内移动灵活为止。如仍不能消除,应取下游标,用锉刀或磨石适当减薄游标厚度,然后装上游标和尺身试验。(https://www.xing528.com)

图2-261 尺框基面磨损
a)正确 b)磨损情况

图2-262 尺框间隙的修复
2.外径千分尺的使用及其示值误差和修复
外径千分尺及其测量情况如图2-263所示。
(1)示值误差的修复 外径千分尺的示值误差是评定其是否合格的重要技术指标。外径千分尺(图2-264)螺旋副的传动精度对示值误差有直接的影响,该误差由测微螺杆4和螺纹套管5本身的螺距误差及两者的配合情况决定,即使测微螺杆4和螺纹套管5的制造精度都很好,但经过较长时间的使用,两者的磨损情况也会不一样。因为螺纹套管5的螺纹长度短,它始终是整体工作,磨损比较均匀;测微螺杆4的情况则不同,其经常使用的部位磨损多,使用少的部位磨损少。例如0~25mm的外径千分尺,其靠零端部位使用少,磨损就小,而靠25mm端使用频繁,磨损严重,这就造成在总量程上的不均匀磨损。

图2-263 外径千分尺及其使用
a)外径千分尺 b)测量工件情况

图2-264 外径千分尺的结构
1—尺架 2—测砧 3—合金触头 4—测微螺杆 5—螺纹套管(螺母) 6—固定套管 7—微分筒 8—接头 9—垫圈 10—测力装置 11—调节螺母 12—锁紧装置 13—隔热垫
在图2-265a中,P为螺距,当测微螺杆4逆时针转一周时,螺纹牙廊上的点1就移到点2的位置,螺杆正好移动了一个螺距P=0.5mm,这时ΔP1=ΔP2,螺距不变;当测微螺杆4不均匀磨损后,从图2-265b可以看出,螺距变为P±ΔP,当螺杆同样旋转一周时,点3移到点2的位置,这时就会使螺距增大。假如要使螺杆的位移量与原来相同(由检定量块控制),就要将微分筒7顺时针转一个角度,以消除ΔP。如果ΔP=0.01mm,则微分筒7上所反映的示值误差就是-0.01mm。由上述分析可知,当螺杆的螺距变大时,示值误差为负值;当螺杆的螺距变小时,示值误差为正值。

图2-265 外径千分尺螺杆磨损时螺距的变化情况
a)均匀磨损 b)不均匀磨损
外径千分尺在实际使用过程中,测微螺杆受到轴向力的作用,这种轴向力来自千分尺的测量力和人为旋转微分筒的力,它的每个螺纹牙的左右两边的磨损并不均匀。要使外径千分尺的示值误差合格,必须研磨螺杆。
修磨时,靠近外径千分尺的零位处可多磨些。研磨时一定要加上一个轴向力,0~10.24mm段要加拉力,即向测力装置10(图2-264)方向拉,多磨些;15.36~25mm段要加推力,即向合金触头3方向推,可少磨些,因为螺杆本身已磨损较大。修复0~25mm的外径千分尺时,如果用外径千分尺自身的螺旋副互研,最好利用旧的超过25~50mm的外径千分尺(要求螺纹套管完好)进行研磨,利用这种方法修复外径千分尺示值误差的效果较好。
(2)锈蚀后的拆卸 当外径千分尺的螺杆、微分筒和尺架锈蚀,或由于某种原因使微分筒不能转动时,如果强行扳动,就会损坏结构零件,这时可采用下面的方法。
把外径千分尺浸在煤油中1h,利用煤油渗透性强的特性,使锈蚀与污物变得疏松而容易去除;然后将已浸透煤油的外径千分尺外表面擦干,放进烘箱内烘2h左右(温度控制在50~60℃,时间不可过长)。
外径千分尺在烘箱中加温的目的,是使金属材料中铁原子因热振动而产生松动,温度越高,振动越大。保温后,从烘箱中取出外径千分尺并立即放入煤油中,使外径千分尺产生温差。冷却速度越快,锈蚀粘结力就越小。接着从煤油中将外径千分尺取出擦干,有的可以直接用手转动。最后,检查外径千分尺的示值误差情况,误差超差时,须拆卸后进行修复。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。