



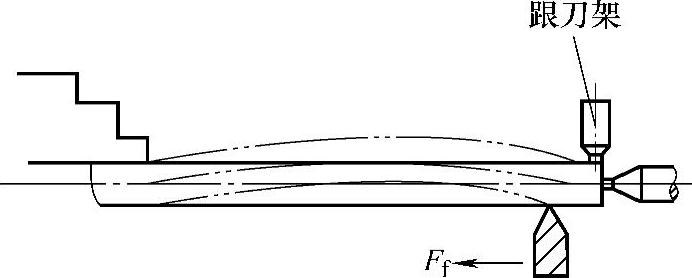
图2-225 细长轴车削不当引起的弯曲变形
1.由左至右反向进给车削法
(1)车削原理和操作要点 由于细长轴工件的性刚性差,容易产生弯曲变形和振动,加工后将得不到准确的几何形状精度。在采用跟刀架或工艺支承后,虽然能够增加轴件的刚度,能在一定程度上消除径向切削力将轴件“顶弯”的因素,但不能解决轴向切削力把轴件压弯的问题。当轴件的长径比(L/D)较大时,这种弯曲变形更为显著(图2-225)。工件弯曲后,在高速回转下,由于离心力的作用,加剧了弯曲变形,并易引起振动。同时,轴件在切削热的作用下产生热伸长,如果卡盘和顶尖间的距离是固定的,轴件在轴向就不能自由伸长,因此产生了轴向力,进一步加剧了轴件的弯曲。
反方向进给车削就是从车床主轴处开始,朝尾座方向进给,如图2-226所示。将工件装夹在自定心卡盘上,使被夹紧一端成为不可纵向窜动的固定点,这时切削中产生的进给力Ff沿细长轴的轴线趋向尾座方向。Ff的作用拉伸了轴类工件(而不是压缩轴类工件),相当于增加了轴类工件的实际刚度,不至于使轴类工件出现弯曲变形。由左至右反方向车削法能采用较大的进给量,可减少径向圆跳动和消除振动,保证了被加工轴类工件的表面质量。
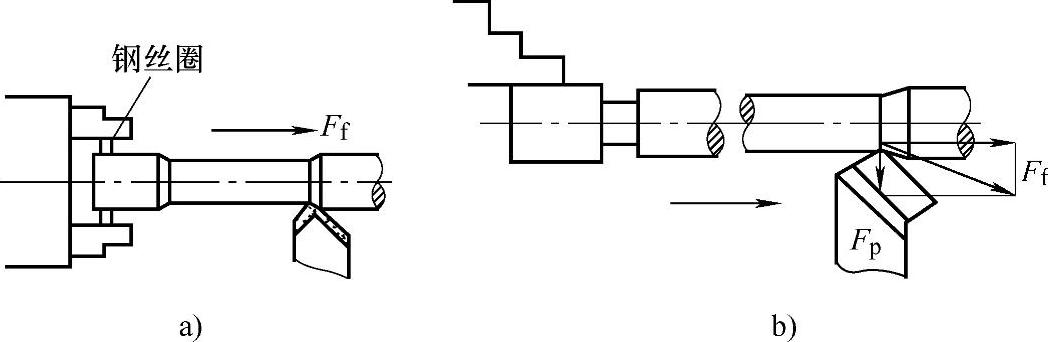
图2-226 反方向进给车削细长轴
a)车削情况 b)受力情况分析
使用回转顶尖顶持中心孔装夹细长轴时,为了使回转顶尖更好地起到调整支承力的作用,切削时必须使用回转顶尖分两次或三次离开轴端中心孔共0.8~1.5mm;或者在车削过程中适当放松顶尖,以减弱顶尖对细长轴的支顶力度,补偿和抵消轴类工件热变形后所引起的轴向伸长。粗车时,由于进给量较大,加上轴类工件细长、装夹等因素,以及细长轴内部产生内应力的影响,迫使中心孔产生误差甚至位移。所以,粗车后、半精车和精车前,应对轴类工件再进行一次找正,以将这些误差校正过来。其找正方法是:将顶尖松开(不必拧松夹紧轴类工件的卡盘卡爪),左手轻轻扶着轴类工件的右端,防止其下垂过多,以12r/min以下的低速使轴类工件缓慢旋转,检查轴类工件的中心孔是否摆动。如果中心孔不正,可以用手轻轻地拍动工件的摆动处,直至中心孔不再摆动为止,而后再顶上回转顶尖。回转顶尖与轴类工件接触压力的大小,以回转顶尖开始跟随轴类工件旋转再稍加一点力即可。压力太大,容易使轴件产生弯曲变形;压力太小,则容易引起开始吃刀时的振动和切削不稳定而影响加工。这样通过再找正,使轴类工件达到车削后较小的弯曲度。
(2)所使用车刀的结构形式 反向进给车削细长轴时使用的车刀有多种,下面介绍几种常用结构形式。
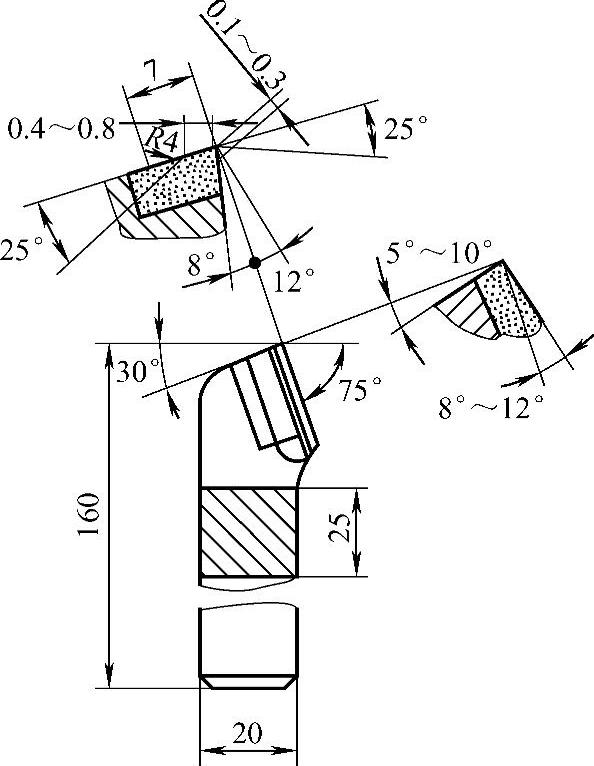
图2-227 反向车削细长轴粗车刀(一)
1)反向进给粗加工车刀。如图2-227所示的反向粗车刀,其刀片材料为硬质合金YT5,刀柄材料为45钢。主切削刃前角和棱前角均为25°,倒棱为0.4~0.8mm。由于有倒棱和R4mm断屑槽的作用,所以有很好的断屑性能。
车刀主后角αo=8°,倒棱为0.1~0.3mm,棱后角为-12°,这样就增加了车刀后刀面支持在工件上的接触面积,防止了由于工件材料内部组织不均而产生的啃刀现象,并可消除低频率振动(当进给量f>0.5mm/r时,此效果更加显著)。
需要注意的是,倒棱和棱后角的值不能取得太大,否则会影响正常车削,增强表面金属的变形硬化。
反向车削细长轴时,对车削用量是有特殊要求的,要求取较大的进给量f,以增加工件的轴向拉应力,防止工件大幅度振动。但车削用量的选择受到加工表面几何形状误差的限制,通常的选择次序为:先选用最大的进给量f,其次取最大的背吃刀量ap,最后取最大的切削速度vc。实践证明,当工件长度与直径之比为40~120时,若vc=40m/min,f最好取0.35~0.5mm/r;若vc=45~100m/min,f最好取0.6~1.2mm/r。
使用如图2-227所示的车刀进行粗车时,车刀的安装位置应高于车床主轴中心线0.5mm,这样参加工作的前角增大,使车刀前刀面的磨损减小,便于切削;同时,其工作后角则相应地减小,易于防止切削时的低频振动,保持了工件固有的刚性。但应注意,如果工件材料不均匀,则会由于切削时碰上硬块等异物而出现让刀现象,此时则不应把车刀高于主轴中心安装,而应与主轴中心相齐。
图2-228所示是另一种形式的反向车削细长轴粗车刀,其刀片材料为硬质合金YT15,刀柄材料为45钢。这种车刀的主偏角κr=75°,最多取80°,其原因与如图2-227所示的车刀一样,都是希望有一定的背向力使细长轴件压紧在跟刀架的支柱爪上,以免引起细长轴跳动而扎刀。其前角较大,为30°(可取25°~35°),以使切削轻快;前刀面上磨有断屑槽,但是不磨过渡切削刃等,以免因背向力太大而引起振动。
使用如图2-229所示的细长轴粗车刀车削45钢件时,硬质合金刀片的材料为YT5或YT15,进给量取0.3~0.5mm/r,切削速度取25~35m/min,背吃刀量取2~3mm。
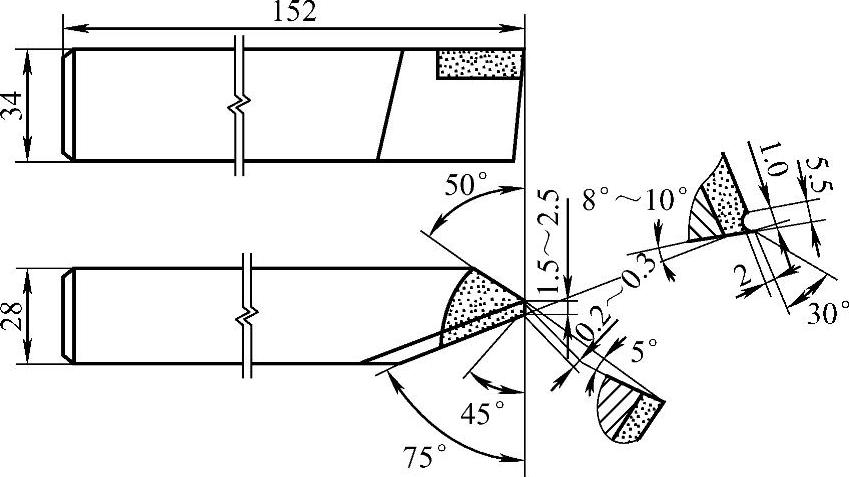
图2-228 反向车削细长轴粗车刀(二)
2)反向进给精加工车刀。精车细长轴主要是为了保证加工精度和降低表面粗糙度值,同时要注意提高加工效率。精加工细长轴一般使用弹性刀柄,采用较低的主轴转速和较大的进给量。
图2-230所示是使用宽刃精车刀反向进给加工细长轴的情况。车刀前角γo对切削过程中的振动和车刀强度的影响极大。加大前角则切削刃锐利,从而可降低切削力和切削热。细长轴车刀的前角可选为γo=20°~30°,并且在前刀面磨出圆弧形或直线形的卷屑槽,以有利于断屑。为了提高刀具的使用寿命,还应适当磨出负倒棱。
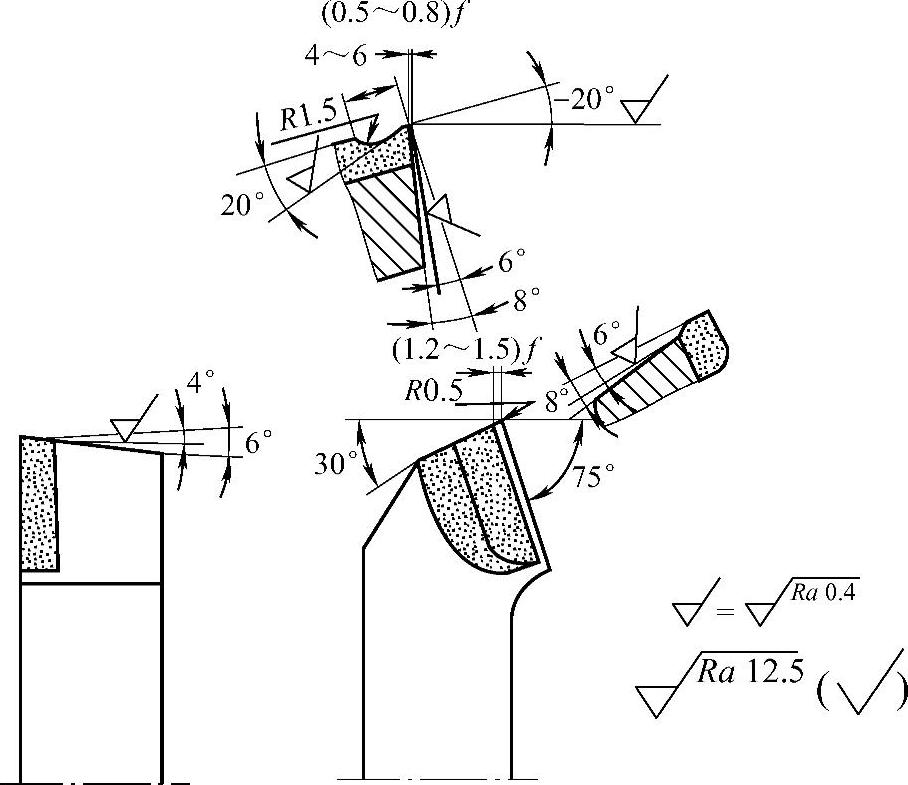
图2-229 反向车削细长轴粗车刀(三)
图2-231所示是高速工具钢刀片反向精车刀,使用的同样是弹性刀柄,以适应轴件刚性差的特点。刀头上的切削刃比较宽,前角γo=25°~35°,后角αo=8°~10°,倒棱为1~3mm,棱后角为-4°~0°,这样可保持车刀和轴件有一定的接触面积,切削刃顶着轴件进行切削,可防止切削力变化时引起啃刀问题。该车刀刀片材料为W18Cr4V高速工具钢,刀柄材料为50钢,其车削用量见表2-6。使用此车刀加工后的表面粗糙度值一般可达到Ra12.5~3.2μm。
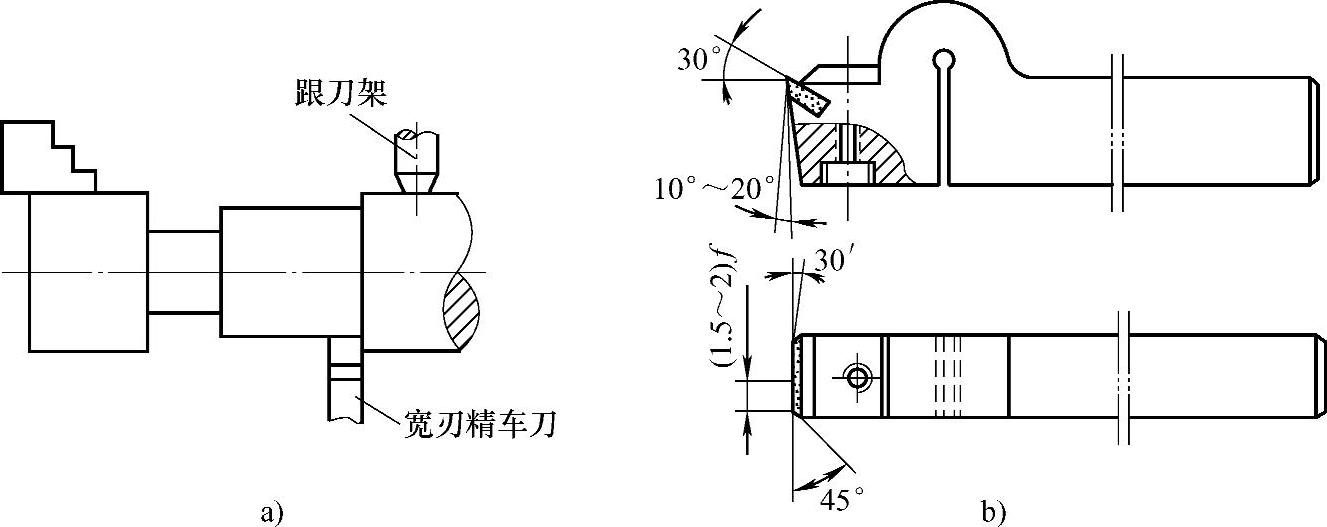
图2-230 使用宽刃精车刀反向车削细长轴
a)车削情况 b)宽刃精车刀
使用如图2-231所示的车刀进行精车时,车刀的安装位置应低于轴件中心线0.2~0.5mm,这样可以增大实际的工作后角,减少车刀后刀面的磨损,提高加工表面的质量。另外,在高速工具钢刀片两端尖处均需磨出非常光滑的圆弧,其圆弧半径R为3mm左右(图中未画出),以防止切削中偶然遇到硬块等情况,使切削刃瞬时下降而楔入轴件。
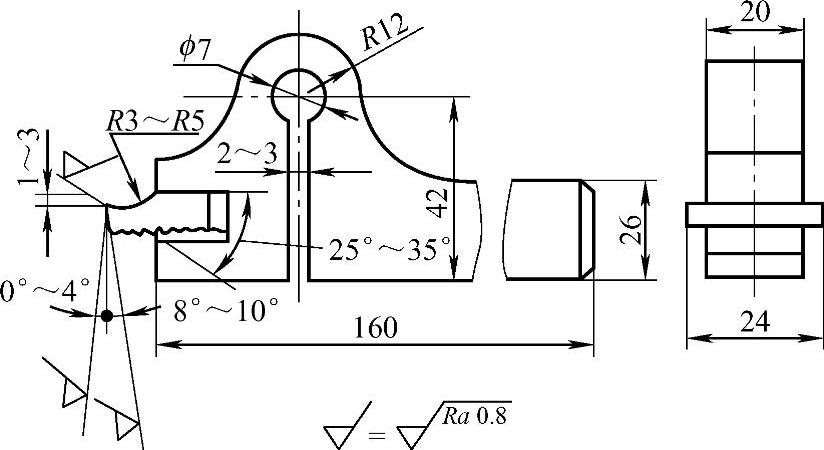
图2-231 高速工具钢刀片反向精车刀
表2-6 精车细长轴切削用量选择表
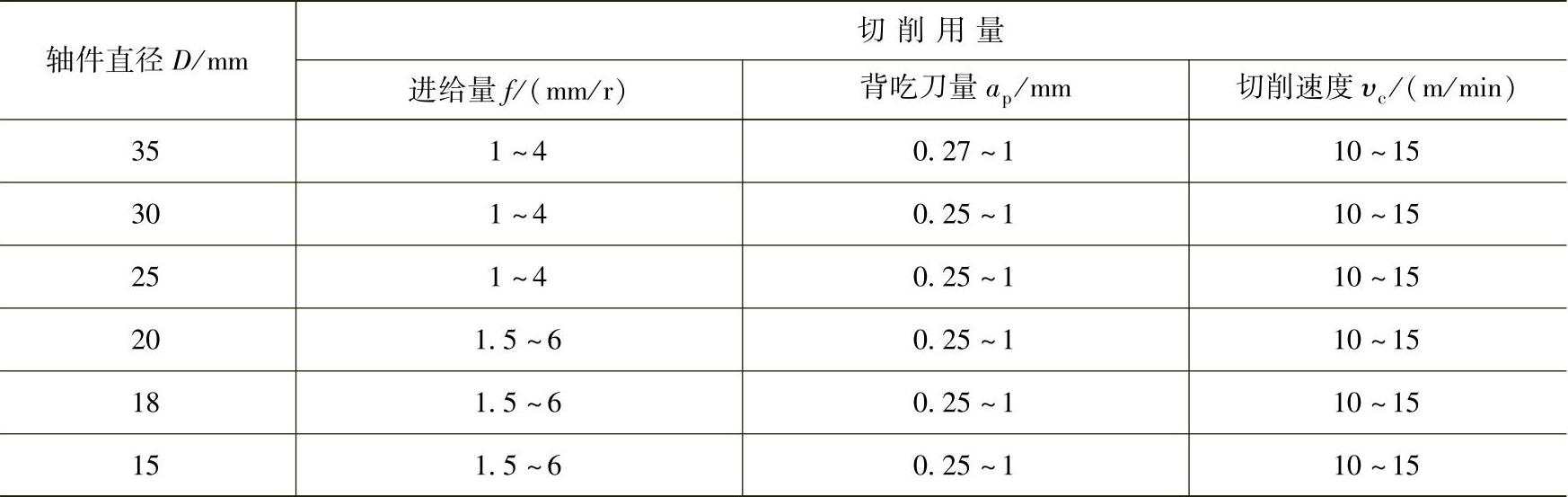
注:适用于高速工具钢材料的大前角反向精车刀。
该精车刀除了前角大外,还有切削刃宽的特点,这就要求切削刃不但光洁而且平直,在装刀时可将百分表放在车床导轨面上测一下刃口,检查切削刃是否平行于进给方向,其差值不应超过0.01mm。刚进行切削时,因受力不均匀,若切削刃和轴类工件接触不平行,则应适当进行调整。
精车时的切削液必须充分,可使用豆油、全损耗系统用油和柴油按4∶3∶3的体积比制成,或者使用植物油。
图2-232所示是大主偏角反向进给精车刀,切削45钢材料时采用YT15硬质合金刀片,切削用量为:切削速度vc=45~60m/min;进给量f=0.2~0.4mm/r;背吃刀量ap=0.5~0.8mm。切削中应充分使用硫化乳化液,表面粗糙度值可达Ra6.3~3.2μm。
该车刀主偏角的大小直接影响切削力中的进给力和背向力的分配比例。随着主偏角的增大,背向力相对减小,进给力则增大。采用反向进给时,背向力减小,进给力增大,加强了工件的拉伸作用,两者都可减少在切削过程中产生的振动,有利于加工。
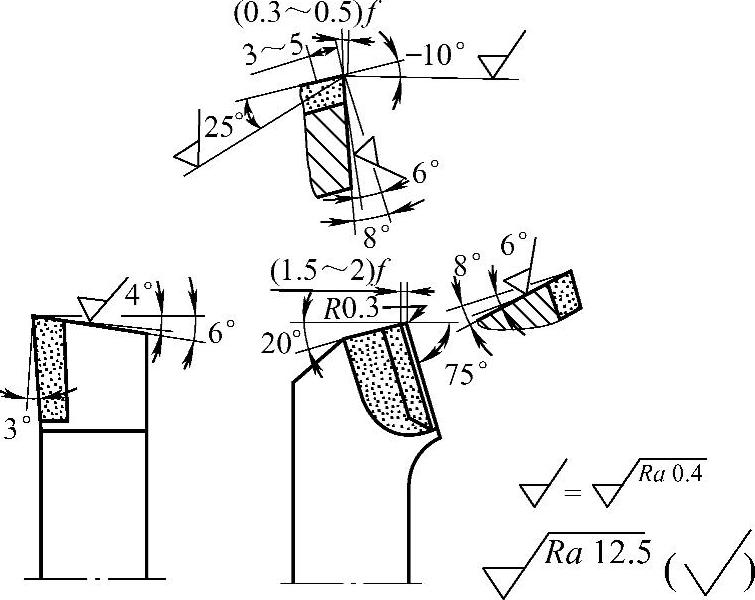
图2-232 大主偏角反向进给精车刀
2.双刀架对刀车削法
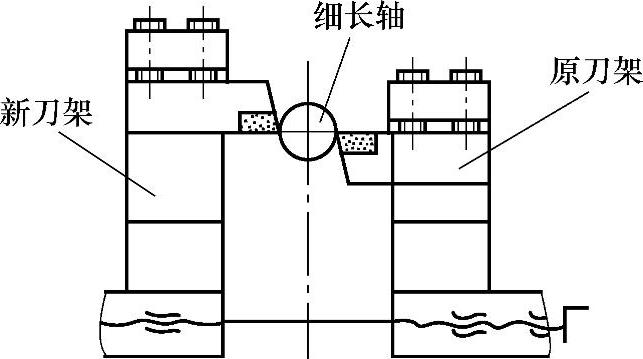
双刀架对刀车削法如图2-233所示,大批量车削长径比较大的细长轴和特细长轴时都可以采用这种方法。
溜板上有两个刀架,原刀架正装(切削刃朝上)一把车刀,进行粗车和半精车;新刀架反装(切削刃朝下)一把车刀,进行精车。这时,需要将中滑板原丝杠拆下,换装上一根有正反螺纹的丝杠,这样前后刀架由同一根丝杠带动(图2-234),两把车刀同时沿着轴件轴向进给,并可同时进刀或退刀。
 (https://www.xing528.com)
(https://www.xing528.com)
图2-233 双刀架对刀法车削细长轴
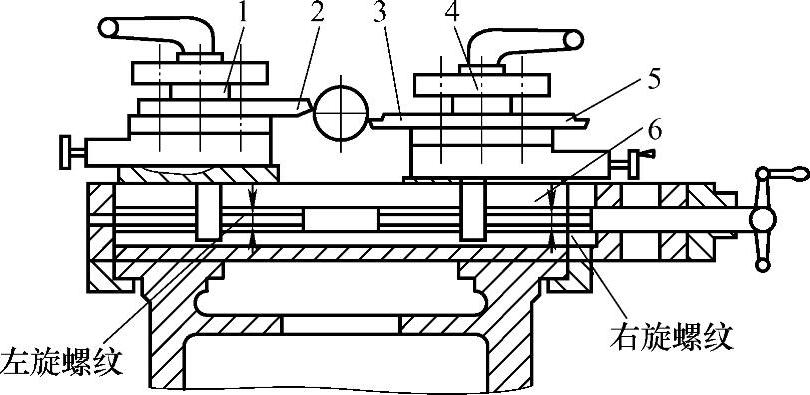
图2-234 双刀架结构
1—新增刀架 2—精车刀 3—半精车刀 4—原刀架 5—粗车刀 6—正反螺纹丝杠
采用双刀架装置时,前、后刀架产生的背向力相互抵消,这不仅使得切削更加平稳,减少了轴类工件的弯曲变形,保证了车削质量,还提高了加工效率。
车削中,粗车或半精车与精车同步进行,可以采用如图2-235a所示的两把车刀横向相对的装刀形式,也可以采用如图2-235b所示的两把车刀错开的装刀形式。细长轴工件后端的装夹一般不使用顶尖结构,而采用前面介绍的辅助拉具装置。
图2-234所示介绍到,原刀架正装半精车刀或粗车刀,新刀架反装精车刀。半精车刀的参数如图2-236a所示;精车刀为宽刃状(图2-236b),其切削刃部分经工具磨床磨削和精研后,表面粗糙度值可达Ra0.2μm,切削刃应平整,全长上直线度误差应小于0.01mm。修光刃长度保持在8~10mm,后角为0°,并取很小的副偏角(κr′=30°)。这样,切削时修光刃后刀面可与工件表面紧紧贴牢,从而可有效地防止切削振动,保证了切削表面的表面粗糙度和精度要求。粗加工时的车削用量为:切削速度为vc=32m/min;背吃刀量ap=1.5~2mm;进给量f=0.3~0.35mm/r。精加工时的切削用量为:切削速度vc=110m/min;ap1(原刀架)=1mm,ap2(新刀架)=0.5mm;f=1.5mm/r,一次进给完成精车。
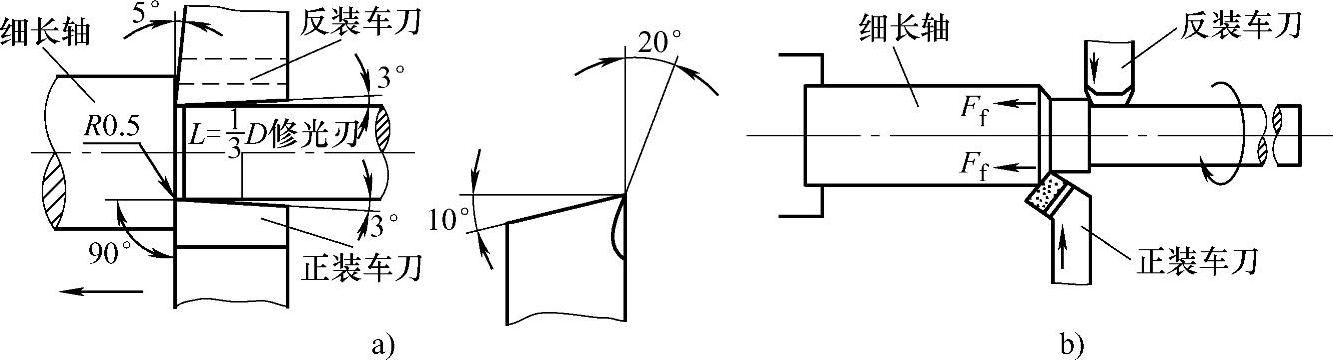
图2-235 双刀法车削细长轴的装刀形式
a)两把车刀相对 b)两把车刀错开
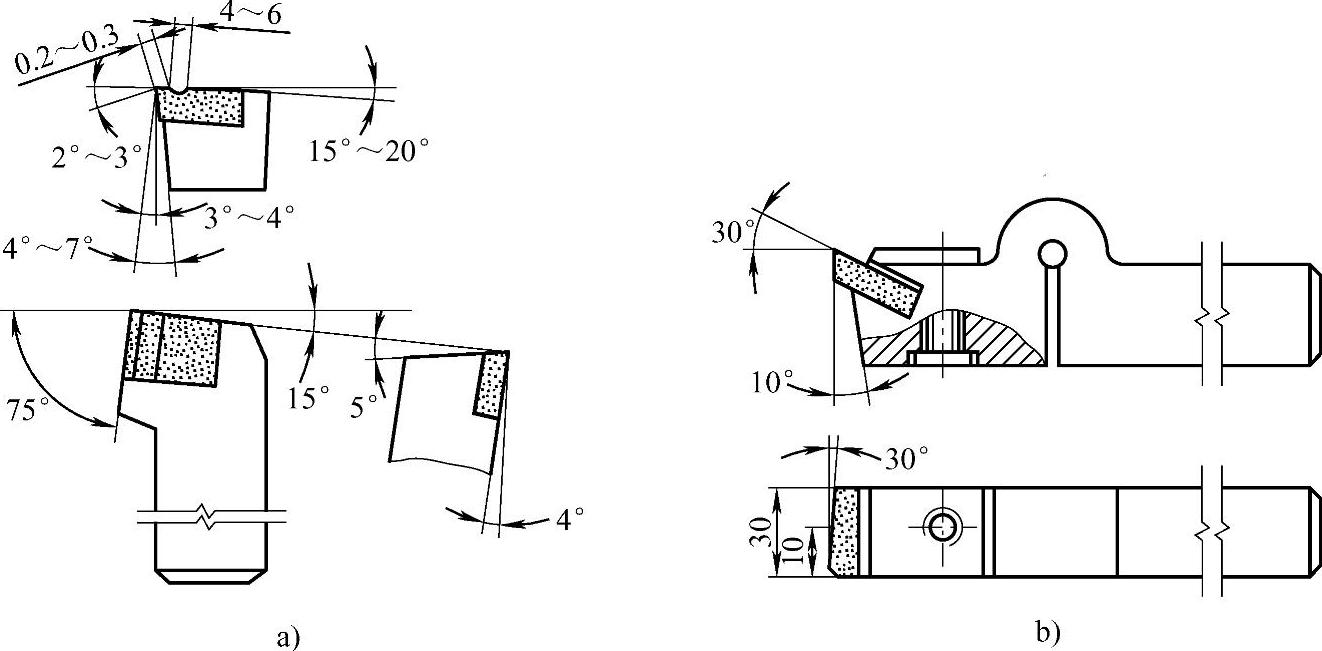
图2-236 双刀架对刀切削细长轴所使用的车刀
a)半精车刀或粗车刀 b)精车刀
3.切削盘法双刀切削细长轴
图2-237所示为切削盘的结构形式,使用时直接将其安装在车床刀架上。为了调整及锁紧刀具方便,应使装有内六角圆柱头锁紧螺钉7的一面朝上,将一端经过车削的ϕ4mm细长轴件由导套6中穿过刀具5、8,再穿过导板1,轴件装夹好后即可进行切削。为了排屑方便,应使粗车刀5的切削刃朝下,精车刀8的切削刃朝上,在使用切削液的情况下,可保证顺利排屑。调整螺钉4的一端为M6×0.75(正扣),另一端为M4×0.7(反扣),这样当螺钉旋转一周后,它的调整量可减少到0.05mm,达到微调效果。调整后用螺钉7锁紧。
粗车刀的切削角如图2-238a所示,精车刀的切削角如图2-238b所示。为了使切削轻快,前角γo=25°~30°,后角αo=8°~10°。采用圆弧形过渡刃,使散热情况良好;同时自然形成2°~3°的刃倾角,使排屑流利;修光刃为2~2.5mm,可保证工件表面有良好的光洁性。车削时主轴转速为600r/min,进给量为0.08mm/r。
利用双刀切削盘装置加工细长轴的特点是:车削时细长轴不转动,只作轴向移动,利用车床主轴带动切削盘高速旋转进行加工。加工后的轴件表面粗糙度值可达Ra0.8μm,全长外径尺寸误差不超过0.03mm,保证了产品的精度要求。
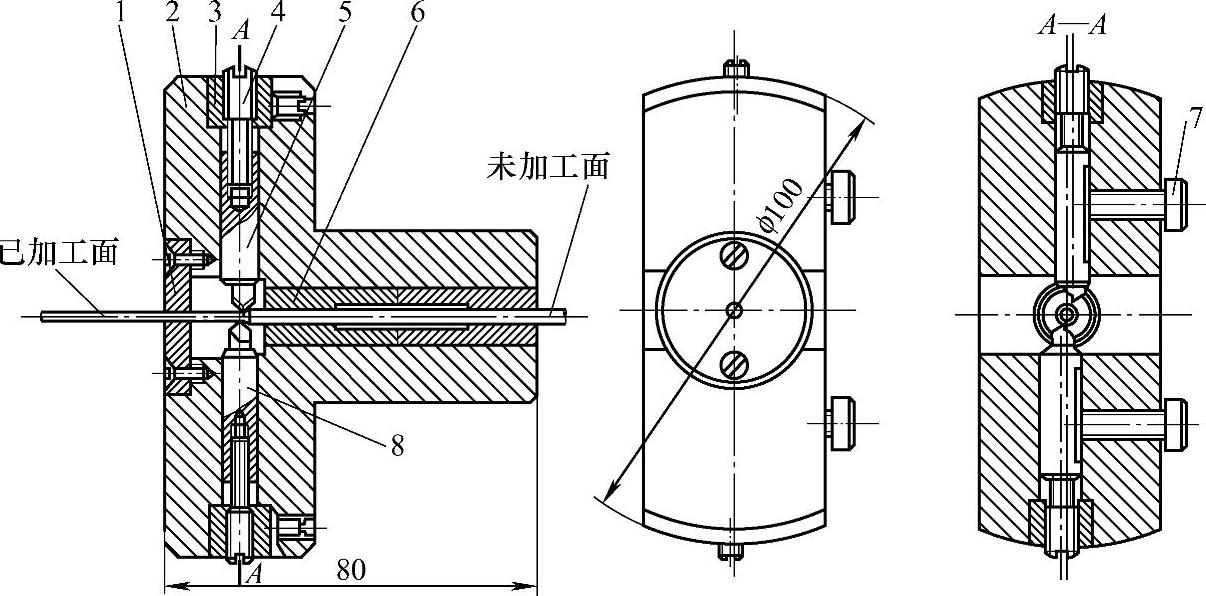
图2-237 切削盘的结构形式
1—导板 2—切削盘 3—螺母 4、7—螺钉 5—粗车刀 6—导套 8—精车刀
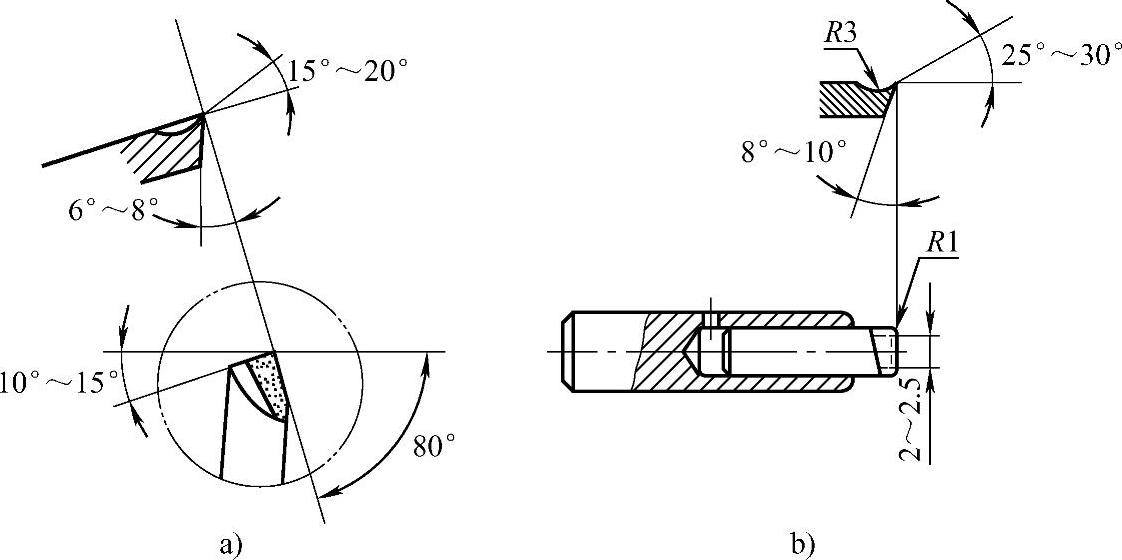
图2-238 切削盘内刀具的切削角
a)粗车刀 b)精车刀
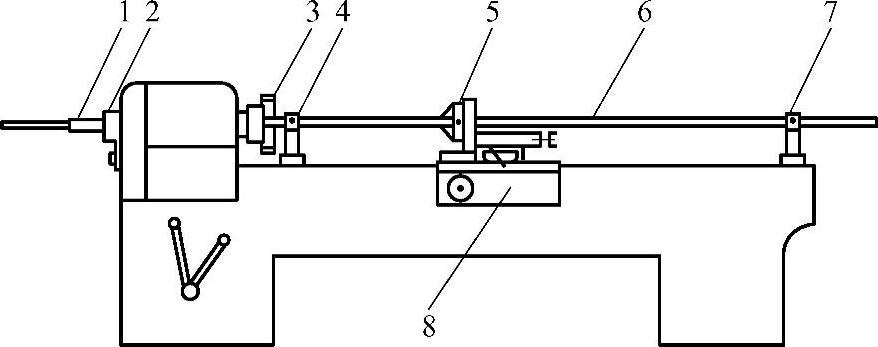
图2-239 利用双刀切削盘加工细长轴
1—无缝钢管 2—钢管夹持器 3—双刀切削盘 4、7—滚轮托架 5—轴件夹持器 6—细长轴件 8—车床溜板箱
图2-239所示是另一种形式的利用双刀切削盘加工细长轴的情况。它将切削盘安装在车床主轴前端,通过滚轮托架4和7将细长轴件托起,利用轴件夹持器5夹紧轴件,随着溜板纵向进给,利用双刀切削盘对细长轴进行车削。
图2-240所示是图2-239中加工细长轴形式使用的切削盘装置,它采用双刀进行切削,提高了生产率。在安装跟刀架螺孔位置处将其固定在车床溜板上,使用时要注意调整刀尖高度,应按轴类工件的轴线高度去调整前、后两把刀的刀尖,工作直径越小,两刀尖越要求等高,高度误差一般应控制在0.1mm内。调整时卸下刀体,松开紧定螺钉13,左右移动调整斜铁17和14,就可以使刀尖升高或降低。
调整切削直径时,松开两边的压刀螺钉7与刀盘紧定螺钉3,用手推拉两车刀,使它们的伸出长度大体相等,并使两刀尖的距离略大于工件直径。紧固压刀螺钉后,先进行试切,试切一小段后将车刀退出,测量轴件的实际尺寸,如果尺寸不准确,则应松开前车刀压刀螺钉,并紧固螺钉3及5,使刀盘与支架连成一体。旋动差动螺钉20,可达到微调的目的,其前半部分的螺距为1mm,旋入刀体部分的螺距为0.75mm,因此,差动螺钉每旋动一周,刀体的进退量是0.25mm。
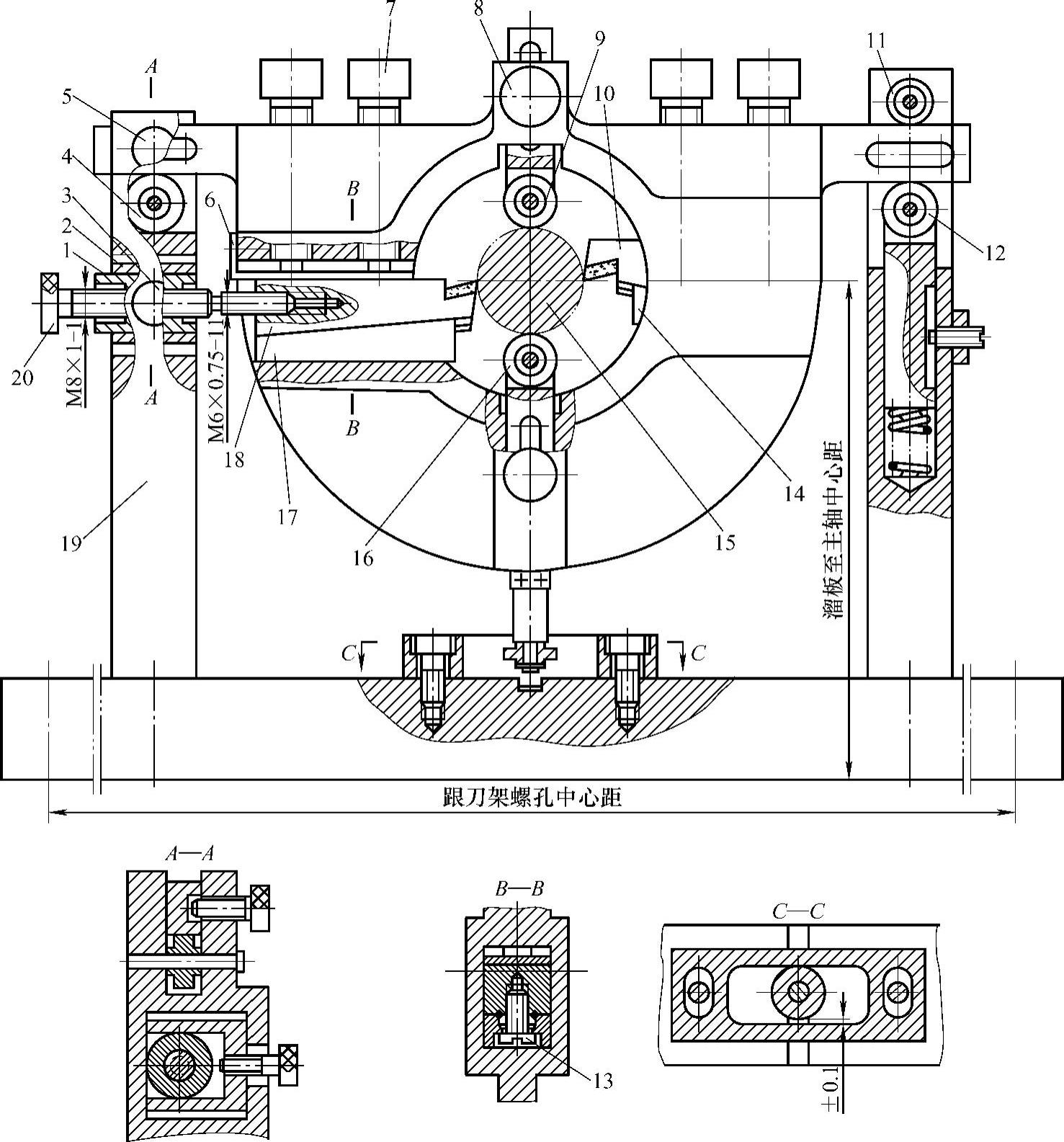
图2-240 加工细长轴用的切削盘装置
1—滑动螺母 2—滑动框 3、5—刀盘紧定螺钉 4、9、11、12、16—滚轮 6—压力垫铁 7—压刀螺钉 8—上下紧定螺钉 10—后车刀 13—紧定螺钉 14—后车刀调整斜铁 15—细长轴件 17—前车刀调整斜铁 18—前车刀 19—支架 20—差动螺钉
切削直径调整好后,紧固压刀螺钉7,松开螺钉3和5,刀盘就可以在滚轮4、滑动螺母1和滑动框2之间自由移动,达到浮动切削的目的。
前、后两把车刀的距离调整好后,开车使细长轴件旋转,精车一小段,然后松开上下紧定螺钉8,使上、下滚轮9和16支承住已加工表面,但须保持0.02~0.05mm的间隙。
图2-241所示为另一种切削盘的结构形式,其外径与ϕ200mm的自定心卡盘相同。可换弹性夹套1由三组钢球7、压簧6及调节螺钉5组成,其均布在夹套中,并通过圆螺母12与导向管13连成一体,由螺钉11固定在轴承套4中。根据加工需要,弹性夹套1可制成各种规格,其作用是实现自动定心和夹紧轴件。即使在工件具有尺寸误差而直径尺寸不均匀时,也能始终保持夹紧状态,并能通过轴件夹持器(图2-239中的5)使轴类工件在弹性夹套1和导向管13中作轴向移动。导向管13的另一端由钢管夹持器夹紧,并固定在车床后盖上。
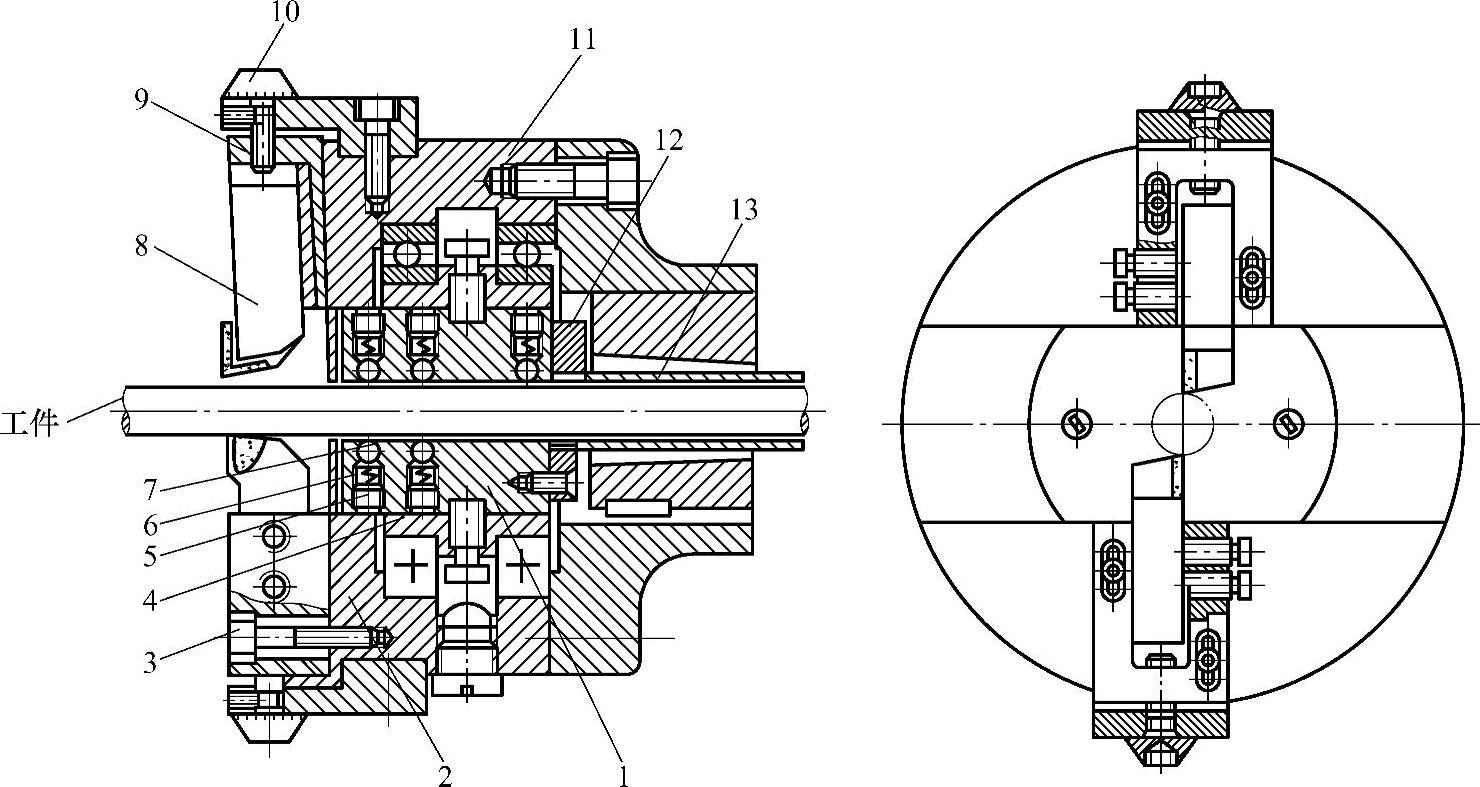
图2-241 切削盘的结构形式
1—弹性夹套 2—刀盘 3、11—内六角圆柱头螺钉 4—轴承套 5—调节螺钉 6—压簧 7—钢球 8—车刀 9—夹刀架 10—刻度盘螺钉 12—圆螺母 13—导向管
使用切削盘加工细长轴是采用双刀高速旋转车削的。两只夹刀架9相对于圆心对称,各与中心线偏移10mm,以便装刀时能对准中心线。
在车床溜板上安装的轴件夹持器由底座和ϕ120mm的自定心卡盘组成,使用时,要注意校正该卡盘与车床主轴轴线重合。当溜板正向进给时,可进行粗车和半精车;反向进给时,则换上两把宽刃精车刀进行精加工。
对于超细长轴类工件,可在导轨上安装滚轮托架4和7(图2-239),这样可起到减振和支承工件的作用。
相对于圆心对称切削的两把车刀能相互抵消切削力,使轴类工件不至于弯曲。轴类工件的一头可以在导向管中移动,这样工件可由于切削热而自由伸长,从而克服了热变形。图2-241所示的刻度盘螺钉10能使夹刀架在刀盘2的槽中作进刀移动,螺钉3作相应的紧定。
当细长轴需要在轴端就开始切削(轴端不留加工余量)时,可在加工前准备一根200mm长的导向轴,与细长轴毛坯用螺纹联接在一起,然后将导向轴一端放进弹性夹套中,这样,切削盘上的两把车刀(两刀尖相距1~2mm为宜)就在轴端和导向轴的交接处开始进刀,保证了在轴端不留没有切削到的毛坯。
采用这种切削盘双刀加工细长轴,粗加工时可使用两把75°~90°可转位车刀,前角γo=15°~20°,车刀前刀面可磨出1.5~3mm的断屑槽,刀尖应高于轴类工件中心0.1~0.15mm。精加工时可使用两把宽刃车刀,前角γo=6°~10°,后角αo=3°~5°,切削刃主偏角κr=1°40′~2°30′,修光刃长度为6mm;装刀时,刀尖应略低于轴类工件中心0.1~0.15mm,以增大后角,减少刀具磨损。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。