



车削细长轴时,轴的前端一般使用自定心卡盘夹住,但由于卡盘三个卡爪(尤其是经过长期使用后的卡盘卡爪)的中心线不可能与车床主轴中心线绝对平行,所以细长轴装夹在车床上后,往往成为如图2-198a所示的扭劲情况。这样的装夹后果是:若细长轴装夹处有些弯曲,则装夹后会把弯曲部分夹直,从而产生了装夹外应力,当松开卡盘的卡爪后,在近卡爪的工件一端仍会恢复原来的弯曲形状。为了克服这样的弊病,可在卡爪处放上一个开口的钢丝圈(直径为3~5mm),如图2-198b所示,使卡爪与细长轴之间成为线接触,使工件在弯曲状态下能自由地调节装夹位置,从而防止或减少了工件由于装夹不当而产生的外应力。
1.夹头类夹具及其装夹
特细的细长轴,如直径小于10mm,长径比(轴件长度与直径之比)大于25的轴类工件,其在加工中更容易出现各种变形和其他缺陷。对于这种问题,在安装中多使用夹头类夹具,并在装夹前先将轴矫直。
图2-199中,在弹性夹头的后端压入一个衬套,弹簧支持的顶杆由衬套导向,小轴件插入弹性夹头内,压挡头向后,并压缩弹簧。弹性夹头安装在自定心卡盘内,车削完毕后,松开卡盘的卡爪,弹性夹头也随之松开。这时,利用弹簧的压力,即可推动顶杆将小轴件顶出。
图2-200所示是另一种结构简单的弹性夹头,在其后端压入一个衬套,它的内孔与小细长轴类工件是滑动配合。使用时,将其安装在自定心卡盘内,利用夹头的弹性将小细长轴类工件夹紧。
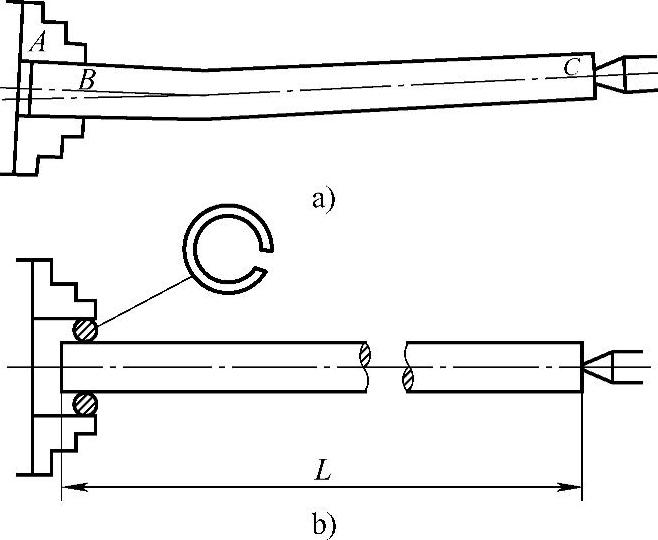
图2-198 用自定心卡盘装夹细长轴
a)轴件装夹后出现扭劲 b)轴件前端加上钢丝圈
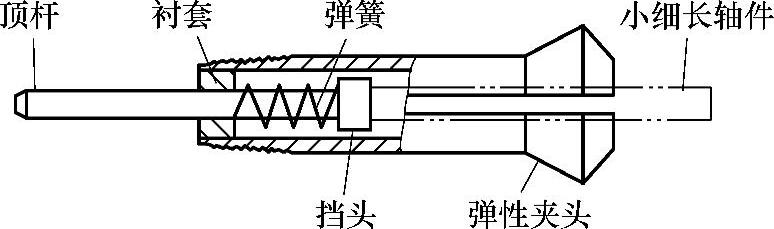
图2-199 小细长轴件安装在弹性夹头内
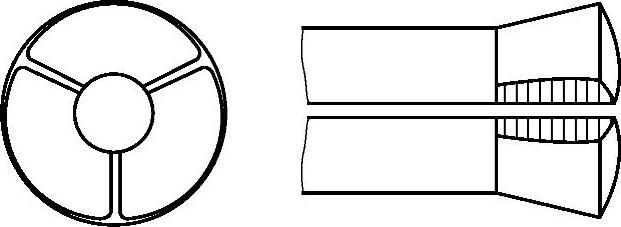
图2-200 装夹小细长轴用的弹性夹头
图2-201a所示是右端带台阶的细长轴类工件,其锥体尾部直径的同轴度要求较高。某厂在加工该轴件时使用了如图2-201b所示的夹具。将夹具体锥柄插入车床主轴锥孔内,加工时先将工件置于缺口套内,再放进弹性夹头中,工件的端面在支承钉上定位。定位好后,将专用手柄插入螺母的孔中,旋转螺母通过垫圈推动弹簧夹头往左移,迫使弹簧夹头收缩变形,从而使工件外圆定心并被夹紧,即可进行加工。
制作该夹具时,弹性夹头的外圆锥角为30°,与弹性夹头相配合的夹具体内圆锥角为29°~29°30′,这样可增大锥面的接触面积,便于准确定心。另外,要注意控制缺口套内孔轴线和夹具体锥柄轴线与车床主轴锥孔轴线的同轴度。
2.细长轴尾部拉具的使用
车削细长轴时,轴前端装夹好后,后端用顶尖顶住,但加工时往往出现这样的弊病,即顶尖顶得稍紧,轴件易变形;顶尖稍松些,轴件又会发颤,难以保证质量要求。
实践证明,当细长轴尺寸为ϕ22mm×2200mm时,车削第一刀后,长度约增加1.2mm,车削第二刀后又增长1mm左右。在这种情况下,如果不采取有效措施,仍然用顶尖顶持,必然会使细长轴出现弓形弯曲,影响被加工表面的质量。
图2-202所示为车削细长轴件时使用弹性顶尖结构顶持工件,能起到较好的作用。
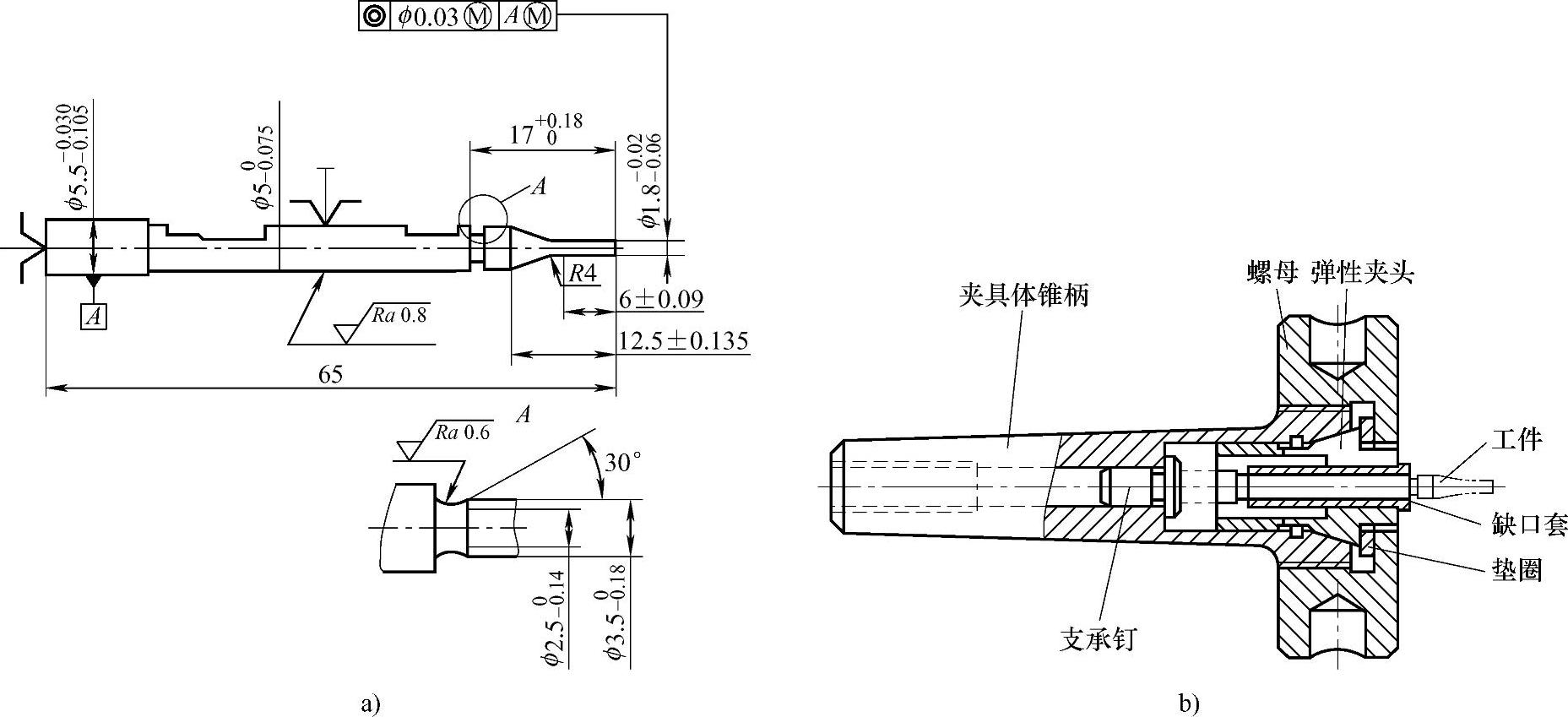
图2-201 细长轴类工件及其装夹
a)细长轴及其加工要求 b)装夹时使用的夹具
图2-35所示是后端带碟形弹簧的回转式顶尖,图2-36所示是后端带压缩弹簧的回转式顶尖。粗加工中使用这两种顶尖,都能起到在高速加工条件下,当所产生的切削热引起热膨胀而导致细长轴件长度增加时,能自动调节轴件加工顶力的作用,不会造成轴件强迫弯曲变形。
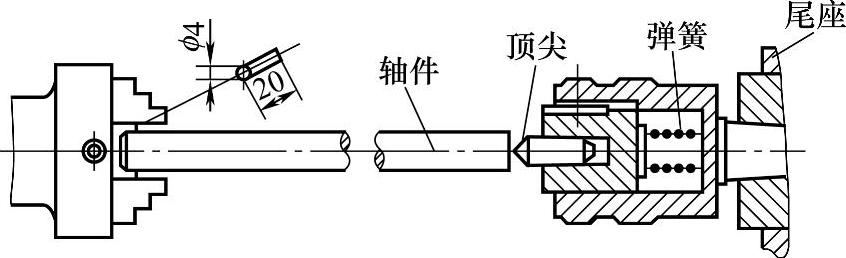
图2-202 车削细长轴时弹性顶尖的使用
为了提高工艺系统的刚性,保证产品质量,细长轴后端在车床上的安装多采用辅助拉具。辅助拉具有多种结构,最简单的形式是在尾座上安装一个钻夹头,钻夹头上装一个薄壁小套筒,将细长轴的一端插入薄壁小套筒中,以托住细小轴件,这样,切削中就比较稳定可靠了。大批量加工情况下,当细长轴的车削精度要求较高时,可采用下面几种辅助拉具。
图2-203所示为一种结构简单的辅助拉具。将托套安装在尾座顶尖上,细长轴工件的后端伸进托套孔内,将细长轴托住并通过螺钉将其固定。加工完毕后,再将插入托套孔内的端头切掉。
图2-204所示拉具是将带锥柄主体插入尾座锥孔内,托套装入连接套中,细长轴插入托套内并用螺钉固定。
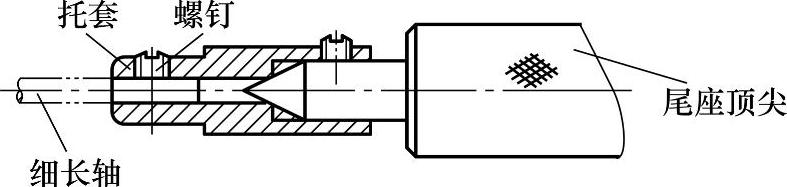
图2-203 装夹细长轴辅助拉具(一)
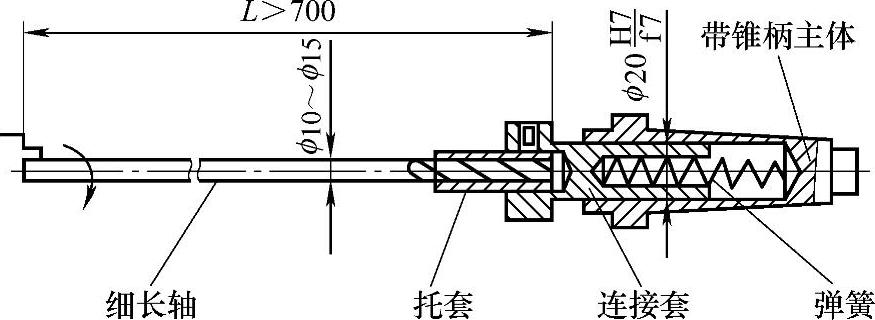
图2-204 装夹细长轴辅助拉具(二)
如图2-205所示的辅助拉具,是依靠三个螺钉将轴件固定的。
使用以上三种辅助拉具时,一般采用由左至右反向进给的切削方式。虽然这些拉具的结构不完全相同,但都有一定的相似之处,应用这种装置再结合中心架,能比较好地解决加工过程中由于切削热而产生线膨胀和热伸长,以及径向切削分力迫使轴类工件弯曲的问题,同时又可有效地防止轴类工件在较高转速下被甩出或甩弯的危险。加工前,应注意对轴类工件进行找正,防止轴类工件在转动中产生径向圆跳动。
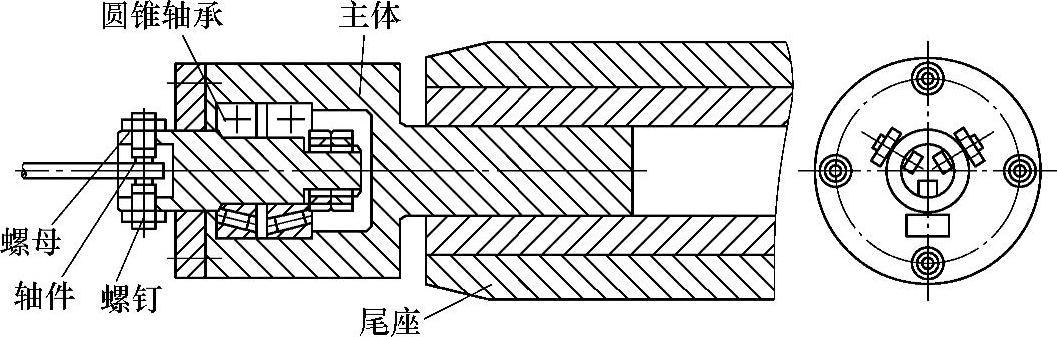
图2-205 装夹细长轴辅助拉具(三)
图2-206所示是一种自定心卡盘式辅助拉具。使用时,将其插入车床尾座内,细长轴工件的后端装夹在卡盘卡爪内。采用这种装置可提高车床主轴转速和进给量,并且辅助拉具结构比较简单,工件加工精度也易控制。由于该辅助拉具本身的精度影响着细长轴的加工质量,所以应选用精度高的轴承。因夹具上的自定心卡盘的卡爪既能夹持工件,又能外撑工件,所以该夹具也适合装夹较长管状工件。
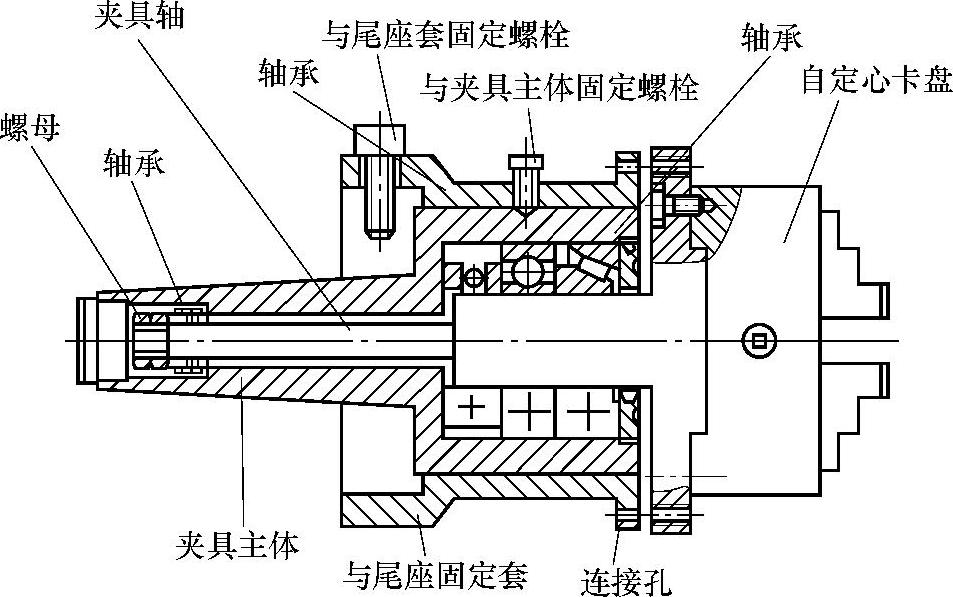
图2-206 卡盘式辅助拉具
图2-207所示是一种夹头式辅助拉具,锥柄套筒4插入尾座5的锥孔内,夹头3的形式与钻夹头相似,拧紧其外螺母,即可将细长轴拉紧。
为了进一步说明问题,下面列举加工细长轴工件时所使用拉具的典型示例。
图2-208所示为薄壁细长轴工件,其直线度公差为ϕ0.06mm,这样严格的要求若采用一般加工方法是难以保证的。某厂在车削该工件时,使用了如图2-209所示的夹拉装置。为了保证细长轴有良好的定心和在加工时始终给工件以轴向拉力,工件1与连接轴之间采用螺纹联接和短圆锥面定心的结构形式。这样,在预加工中,应先在工件一端车出一段螺纹(约3~4扣)和圆锥面(90°或120°锥角);当车削结束后,再将工件一端的螺纹与圆锥部分切掉。
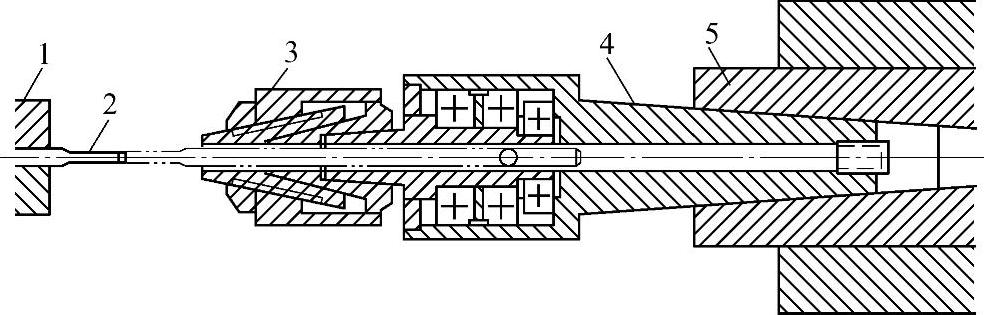
图2-207 夹头式辅助拉具
1—车床主轴 2—细长轴工件 3—夹头 4—锥柄套筒 5—尾座
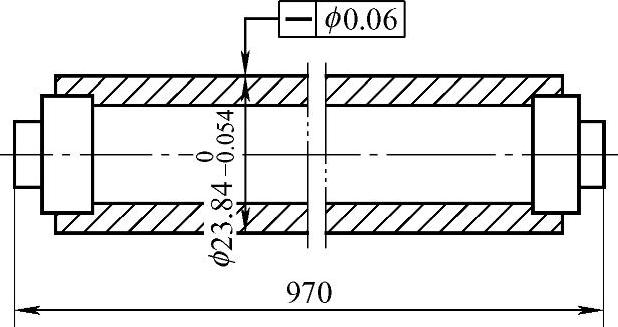
图2-208 薄壁细长轴工件
图2-209中,基体5插入车床尾座锥孔内并实现定心,然后由螺钉7联接,滑动套10及滚动轴承12、隔离套11、调整环13、连接轴2等工件可在基体5的内孔中作轴向滑动。调整环13与滑动套10为螺纹联接,可用以调整轴承间隙。加工时,使用车床主轴上的自定心卡盘夹紧工件,加工过程中。当工件热伸长时,与基体5螺纹联接的端盖4压迫弹簧3,推动滑动套10向尾座方向轴向滑动,实现对工件的轴向拉紧,避免了工件的弯曲变形。
需要提出的是,该夹拉装置,尤其是连接轴2必须具有较高的回转精度,制作时应注意保证连接轴2、基体5与车床主轴(轴件)的同轴度,这在很大程度上决定着轴件的加工精度。所使用刀具是主偏角为90°的高速工具钢车刀,其前角为25°,后角为8°,采用弹性刀杆。轴件转速为100~200r/min,进给量为0.1~0.2mm/r。车削时,采用由左向右反向进给或由右至左正向进给均可。
使用该夹拉装置时,轴向拉力要适当,不要误认为轴向拉力越大越好,因为轴向拉力过大,会造成车削时轴件振动等不良后果。另外,细长轴工件在加工结束后容易变形,所以加工前应注意做好毛坯校直和去应力退火的热处理工艺。
3.加工细长轴采用的支承形式
前面叙述了车削细长轴时的前端夹和后端拉的情况,当轴件较长和工件装夹跨度太大时,为了减小切削时因旋转产生的离心力所造成的轴件弯曲,进一步增加加工稳定性,还往往采取中间支承的方法,下面介绍几种支承形式。
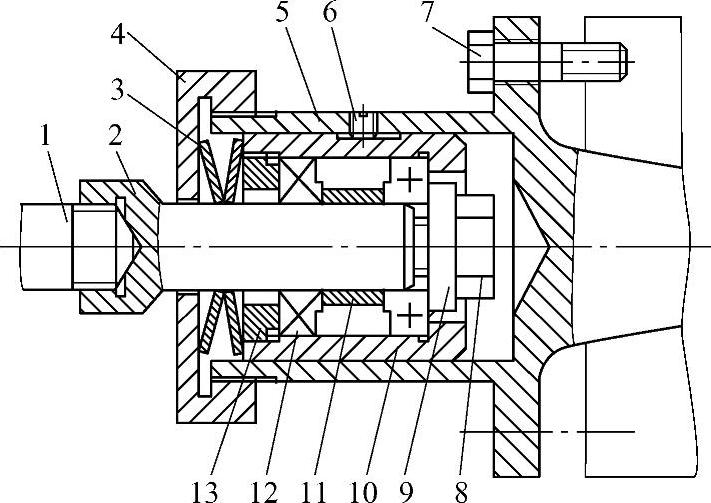
图2-209 车削细长轴时使用的夹拉装置
1—工件 2—连接轴 3—弹簧 4—端盖 5—基体 6、7—螺钉 8—螺母 9—垫片 10—滑动套 11—隔离套 12—滚动轴承 13—调整环
(1)垫块式支承的使用 如图2-210所示,将尾座固定在车床导轨面上,并使木托块的V形槽托住细长轴,以起到支承和防振作用。一组木垫块由两个斜度相等的斜块组成,这样可以根据需要调整高度。为了减少摩擦,加工过程中应在轴件与V形槽接触处适当加些润滑油。制作木垫块时,可在上木托块的底部斜面和楔块的上斜面处做出相互配合的齿槽,以防止切削过程中木托块下滑而改变支承高度。
(2)工艺套式中间支承的使用 图2-211所示为车削特细长轴时使用的托架支承。支承套6固定在支杆5上。在刀架上装上工具架2,支杆3和5都固定在工具架上,车刀固定在支杆3上。特细长轴通过支承套6作辅助支承(支承套6与细长轴选用间隙配合),并通过注油孔7润滑,以减少支承套的磨损。车削中,用弹性回转顶尖顶好工件,在轴件旋转的同时,支承套6随着进给进行移动,松开螺钉11可调整背吃刀量。
支承套可装在车刀前,也可装在车刀后面。支承套可使用铸铁材料制造,使用过程中应注意经常加润滑油。
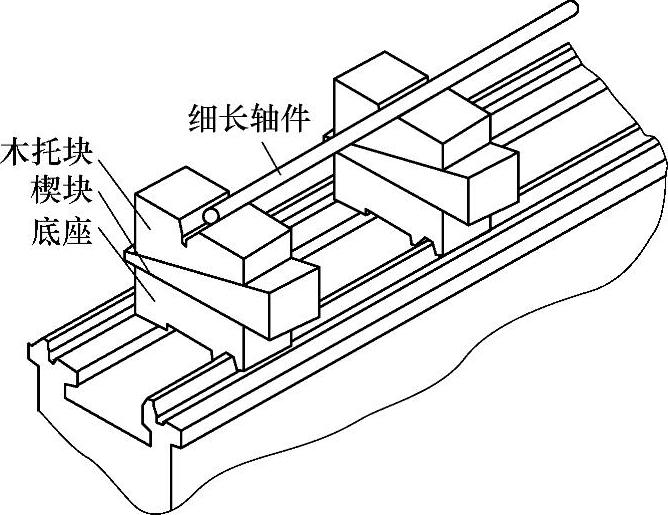
图2-210 用木质垫块支承细长轴
图2-212a所示是在超细长轴工件的尾端不许钻中心孔的情况下,使用的一种辅助中间支承(图2-212b)。加工时,用两个螺钉将支承安装在车床溜板原来中心架的位置上,可随溜板左右移动,中心高度H应与车床中心线等高,支承套内径D1与细长轴件为间隙配合。
在中滑板上固定着一个刀座,刀座上装有切断刀。车削时,当外圆车刀切削到所要求的长度后,即可停止进给,然后主轴立即反转,同时使刀座上的切断刀与轴件接触,将细长杆切断。(https://www.xing528.com)
(3)托架式支承的使用 图2-213所示是托架式支承。使用时,将底座安装在车床导轨上,用上面的两个滚轮托住细长轴工件进行车削。
图2-214所示是车削较大长轴时使用的托架式支承,车削时轴件反转,车刀反装,使切削刃向下切削。此支承利用了工件的重量和切削力,所以支承情况良好。
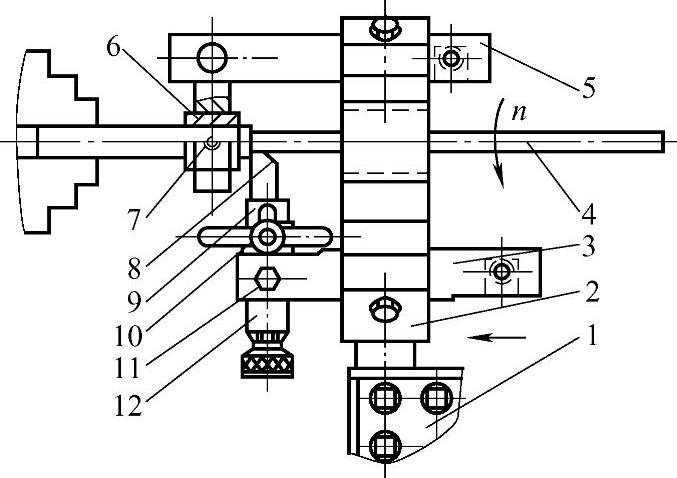
图2-211 车削细长轴辅助支承
1—车床刀架 2—工具架 3、5—支杆 4—轴件 6—支承套 7—注油孔 8—车刀 9—活动刀杆 10—固定车刀板 11—螺钉 12—车刀杆
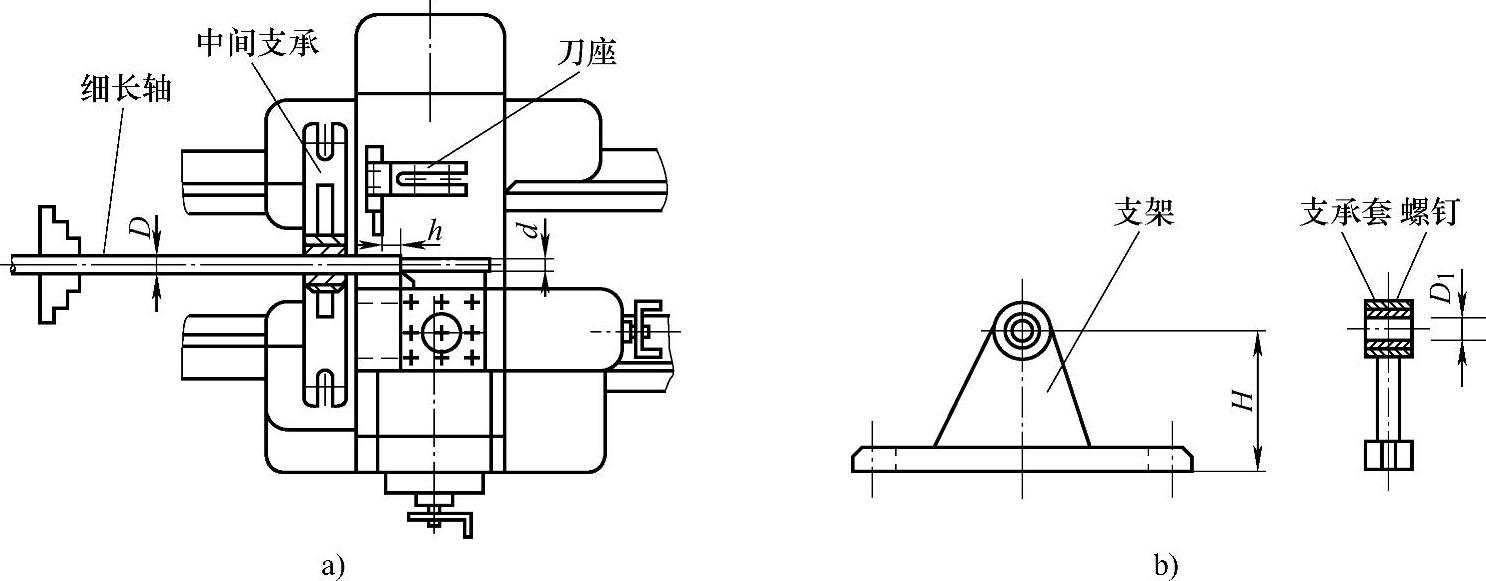
图2-212 使用中间支承车削不带中心孔细长轴
a)车削情况 b)中间支承结构
图2-215a所示轴件为超长轴,装夹时,应将轴件3穿过车床主轴孔,并通过单动卡盘4的卡爪和紧固套6固定。紧固套结构如图2-215c所示,精车时轴件外圆包上铜皮。最左端用托架7支承,右端使用尾座顶尖顶好进行切削。
4.跟刀架及其使用
使用跟刀架是为了防止细长轴在车削时发生颤动,其使用情况如图2-216a所示。
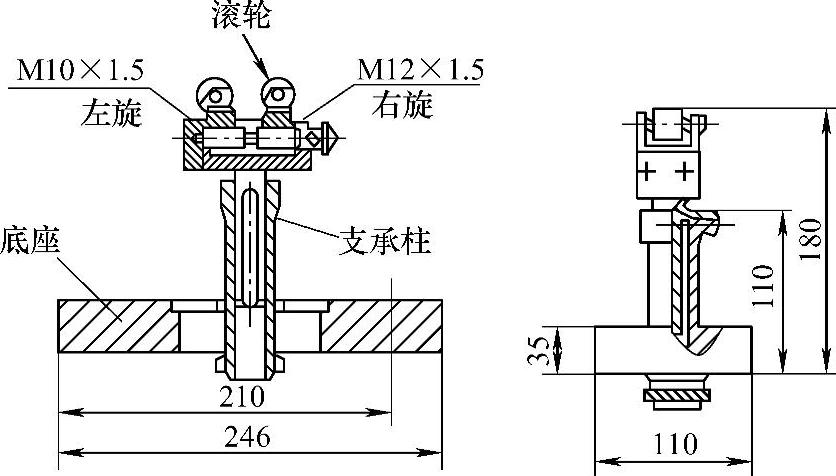
图2-213 车削特细长轴使用的托架式支承
跟刀架相邻两支柱均互成90°,这样就能更好地保证向心平行运动,达到支柱上的爪与工件表面接触良好的目的。使用时,支柱的伸出长度要适宜,一般为30~35mm。当支柱爪磨损后需要更换时,材质应为灰铸铁,最好是耐磨铸铁,不得使用铜爪,因为铜爪磨损太快;更不能使用钢爪,因为钢爪不能保证切削过程中的良好状态,并会破坏加工表面。当车削不锈钢或钢质材料时,可使用胶木支柱爪。
使用跟刀架粗车细长轴时,先在卡盘端处车出长度为50~80mm的表面(图2-216b),此表面的直径要略小于粗加工表面的直径;然后在车出的加工表面装上跟刀架,刀尖与跟刀架的距离为1~2mm。精车时,为了防止跟刀架支柱爪在精车表面上摩擦而出现划痕,跟刀架爪部与轴件的接触应位于粗车表面上,刀尖与跟刀架的距离仍控制在1~2mm。
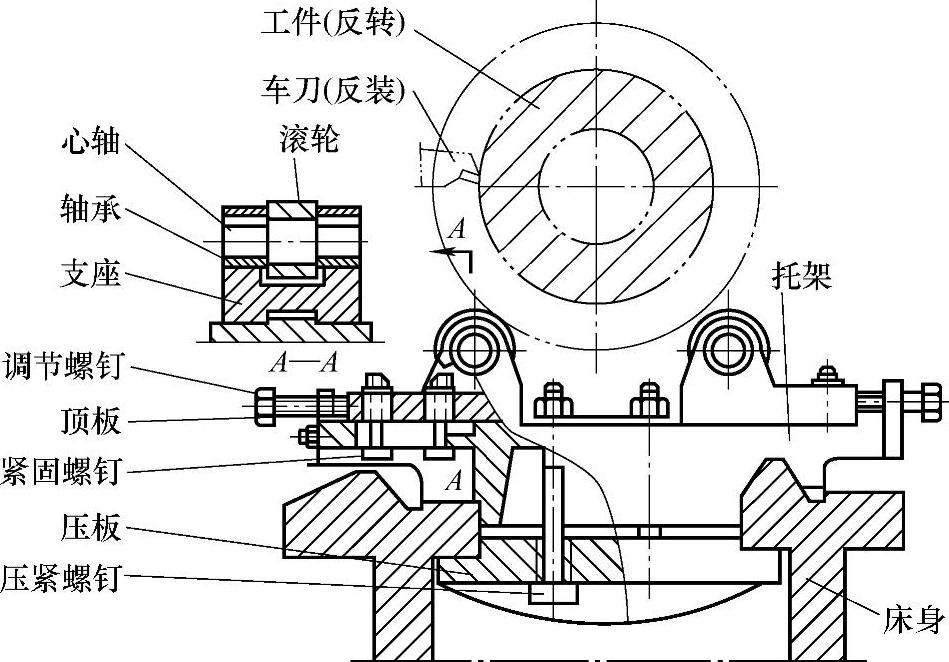
图2-214 车削较大长轴时使用的托架式支承
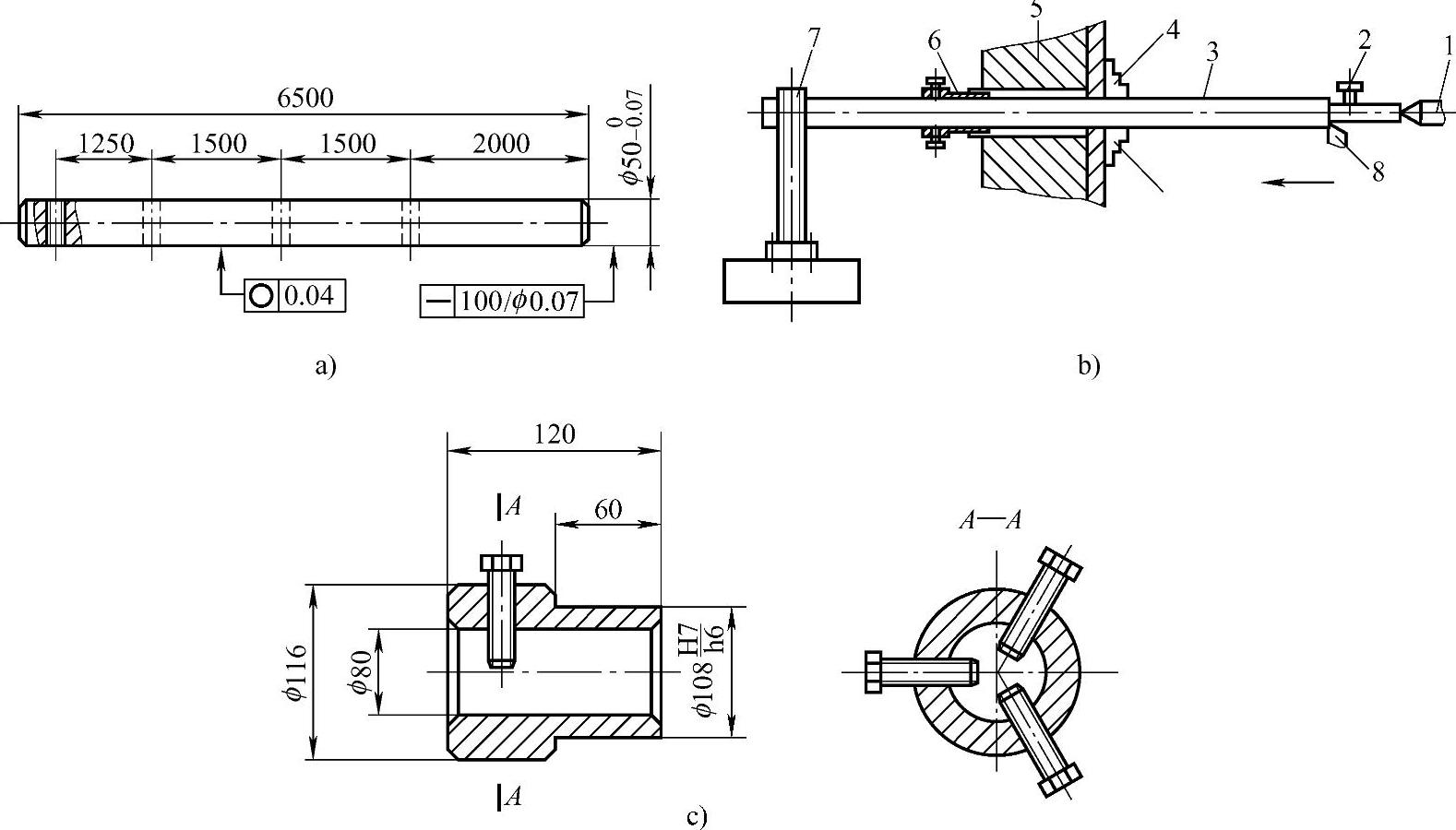
图2-215 加工超长轴的装夹方法
a)超长轴件 b)装夹情况 c)紧固套结构
1—顶尖 2—跟刀架 3—轴件 4—单动卡盘 5—主轴箱 6—紧固套 7—托架 8—车刀
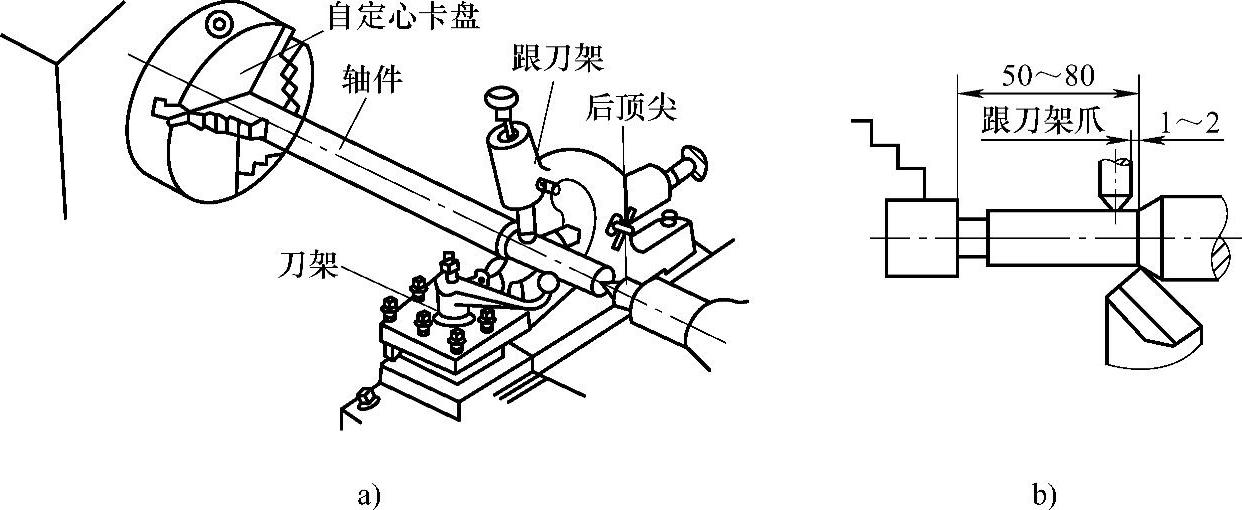
图2-216 跟刀架在车削细长轴中的应用
a)使用跟刀架的情况 b)跟刀架的安装位置
使用跟刀架的另一种方法是在加工前先将跟刀架松开,然后开车吃刀。当跟刀架能架上时,迅速将跟刀架跟上,工件接触跟刀架时不退刀不停车,并且跟刀架支柱爪与轴表面的调整力度要适当,以不将轴件顶弯为适合,防止过松或过紧,它们之间最好是滑动配合,这样切削下去可避免细长轴形成竹节形。为了减少配合中的摩擦,减少温度升高,在车削过程中应及时进行润滑和冷却,使用柴油加入10%的L-AN全损耗系统用油的混合液较好。
图2-217所示是将超长细长轴装夹在前、后顶尖间,中间通过支架形式及小型自定心卡盘将细长轴架起,并使用4×M10的螺栓作为辅助支承,通过使用跟刀架进行切削。
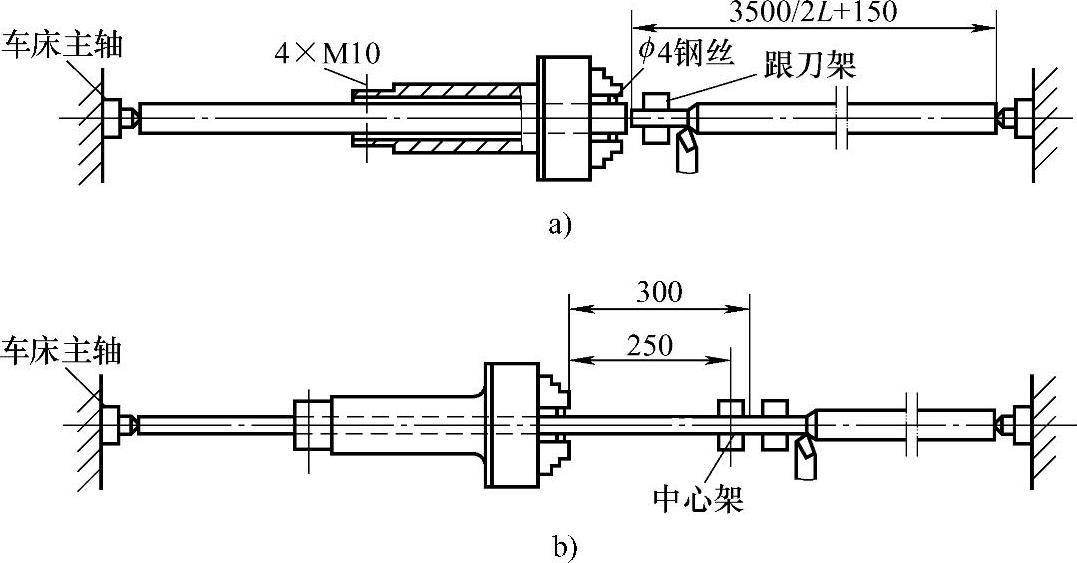
图2-217 在车床上加工超长细长轴
a)使用跟刀架 b)使用中心架
跟刀架上支柱爪与轴件表面的接触要严密,否则在高速切削条件下会产生振动,并容易使轴件形成椭圆而影响加工精度。图2-218a所示是正确的接触情况,图2-218b所示是不正确接触情况。
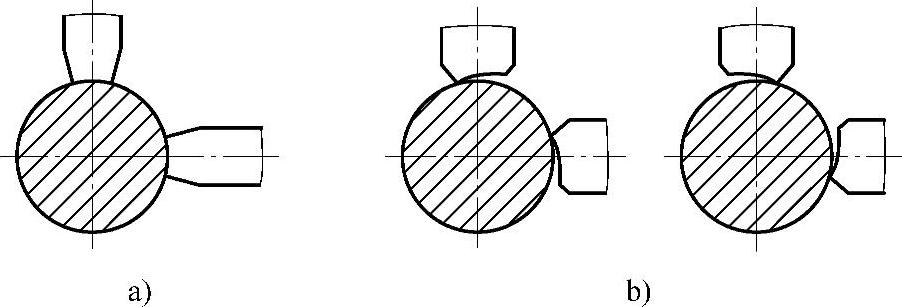
图2-218 跟刀架支柱爪与轴件表面的接触情况
a)正确 b)不正确
当支柱爪与轴表面接触不良时,如果是支柱爪的原因,就应该对其进行修圆和校准。修圆的方法是根据轴件直径,用相应的立铣刀来进行,修圆的直径必须等于或稍大于轴件直径,而不能小于轴件直径,精车前最好再修圆一次。跟刀架爪的轴向宽度一般应宽一些,因为宽一些可以使支承状态好一些,不易出现振动和竹节等问题,同时跟刀架爪的磨损也会小些;但也不能太宽,特别是车削小直径(6mm以下)的细长轴时,若跟刀架爪太宽,往往会因为跟刀架爪接触力的大小不同而造成接触不良。一般工件直径为4~35mm时,跟刀架爪宽为15~30mm。跟刀架爪的接触弧长应长一些,每爪与轴件的接触弧长应大于圆周的1/4,这样可以防止棱形和椭圆度的产生。当工件直径很小时,上端的跟刀架爪会因为太大而妨碍切屑排出,此时应将妨碍排屑的部分磨掉,如图2-219所示。
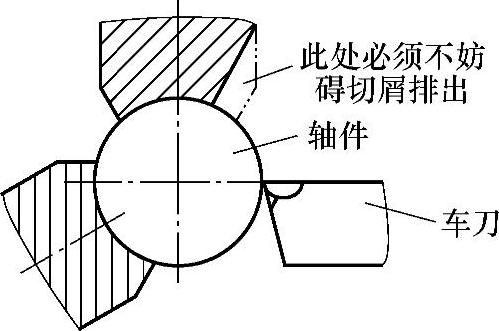
图2-219 跟刀架爪不应妨碍切屑排出
轴件加工精度的要求较高,进行精细加工时,修圆可在车床上直接进行。其方法是:正式切削前,在靠近右顶尖处的工件上粗车一段约40mm长的表面(不得太光),以600r/min以上的转速使轴件转动,将支柱爪逐渐压向工件表面(不加切削液),用工件已加工表面反复进行研磨,使弧面全部接触(至少保证80%~90%),然后用切削液冲掉研磨下的粉末,再轻磨2~3min即可使用。
为了保证细长轴的加工精度,所使用的跟刀架最好是三个爪,如图2-220所示。这样,加上车刀就形成了对细长轴的四面压力,防止了切削中轴件向一边偏离。
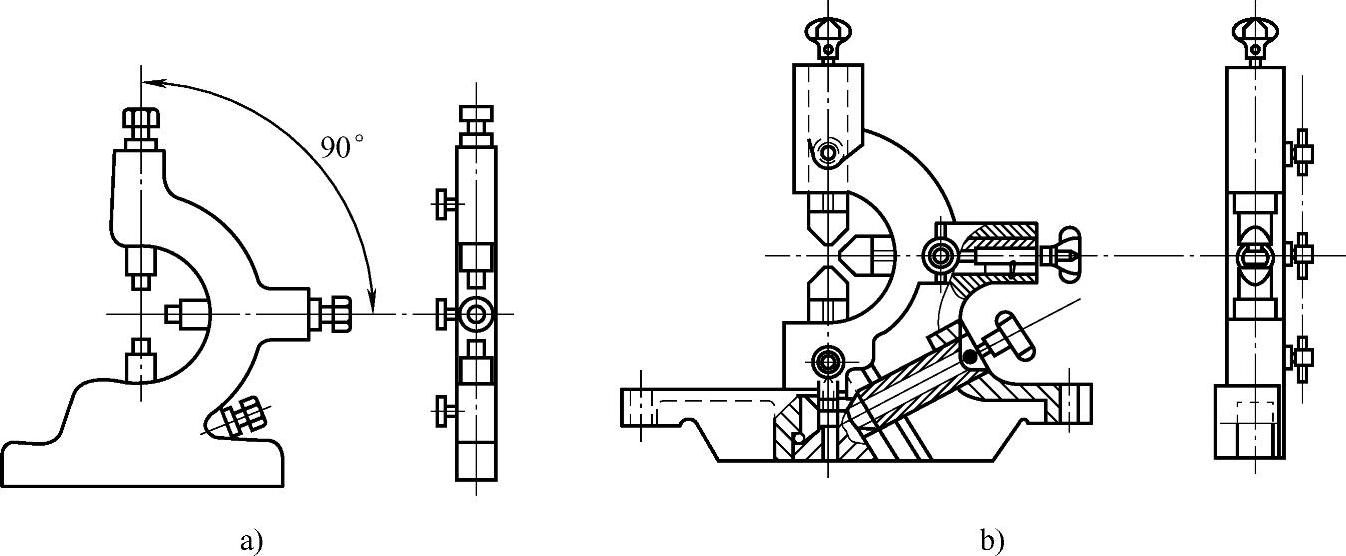
图2-220 三爪跟刀架
a)外形 b)内部结构
5.中心架及其使用
使用中心架加工细长轴和使用跟刀架一样,都是传统工艺方法。由于中心架支柱爪处的轴件旋转为滑动摩擦,极易产生摩擦过热和磨损,甚至拉毛咬坏轴件表面,影响加工质量和表面粗糙度。
图2-221所示为自动润滑中心架,它代替人工使用油壶或油枪对中心架支柱爪进行润滑,减少了相互间的摩擦。调节杆8用来控制油的流速,起到间断滴油的作用。不使用时,调节杆下端的锥部可封住油孔A处,通过B孔处向油盒内注油。
图2-222所示是在中心架支柱爪和轴件之间加上一层砂布,砂面朝外地包在轴表面上,并使用润滑油进行润滑,这样也能有效地改善加工条件,控制温度升高,避免轴件或支柱爪磨伤。
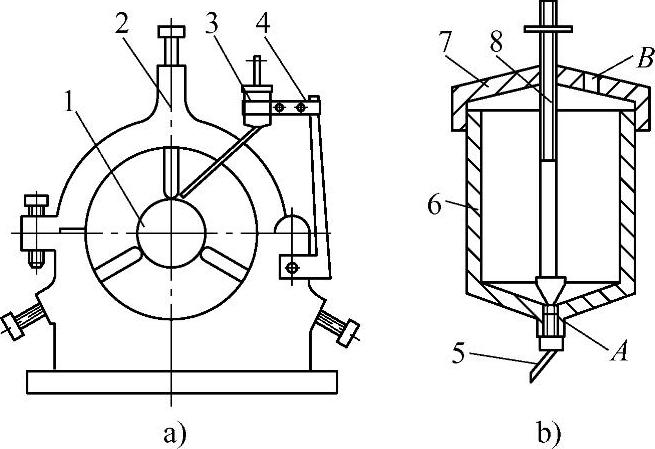
图2-221 自动润滑中心架
a)中心架结构 b)滴油盒结构
1—轴件 2—中心架 3—滴油盒 4—支柱 5—油管 6—盒体 7—盒盖 8—调节杆
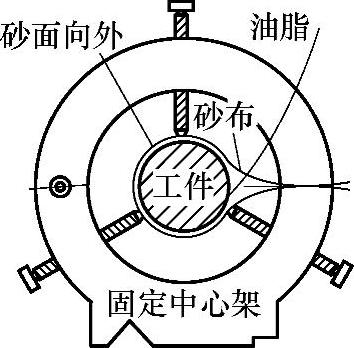
图2-222 在中心架支柱爪和轴件之间裹包砂布
图2-223所示是对中心架进行了改进,设计成可调滚动轴承式中心架,用滚动摩擦替代了普通中心架的滑动摩擦,解决了传统工艺方法中的弊病。
在大批量加工细长轴件局部的台阶面、沟槽、轴端面、中心孔或螺纹时,还可以使用如图2-224所示的自定心中心架。使用时,根据轴件加工部位的需要将其固定在车床导轨的适当部位。装夹时,在轴件3和自定心卡盘13间放上一个ϕ4mm的钢丝圈14,使两者之间成为线接触,使轴件能自由调节装夹位置。
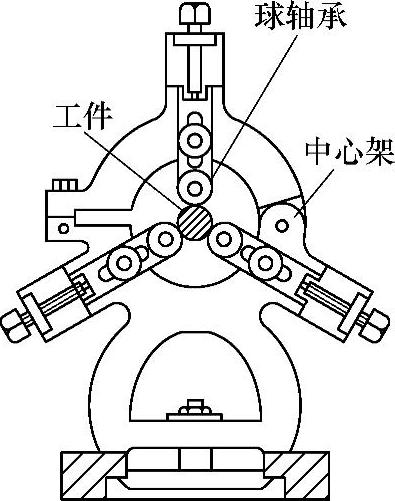
图2-223 滚动轴承式中心架
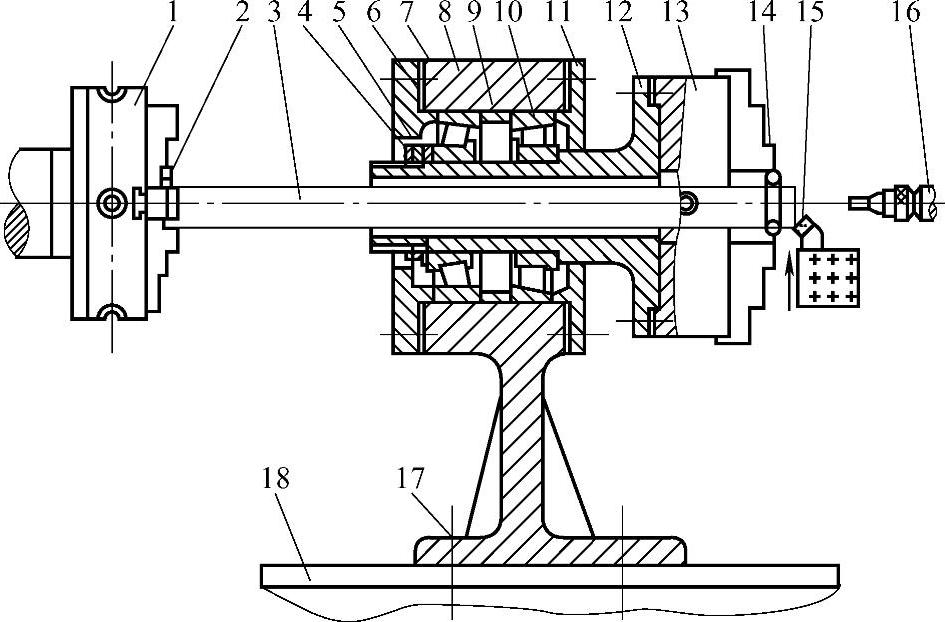
图2-224 自定心中心架及其使用
1—主轴卡盘 2—辅助垫块 3—轴件 4—双螺母 5—调整垫 6、11—轴承盖 7—垫片 8—主体座 9—定位套 10—轴承 12—法兰盘 13—自定心卡盘 14—钢丝圈(ϕ4mm) 15—车刀 16—尾座 17—紧固螺栓组件 18—床身
为了保证该中心架的装夹精度,加工主体座8的轴承孔时,应将其固定在所用车床上,由其自身镗出。加工法兰盘12时,其厚度应留一定余量,待按照所选用的自定心卡盘13钻上等分孔并装配后,固定在车床靠主轴一端的床面上,利用主轴卡盘1夹住法兰盘12尾端的工艺台阶,精车出卡盘配合面台阶,然后装上自定心卡盘13即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。