



1.表面粗糙度
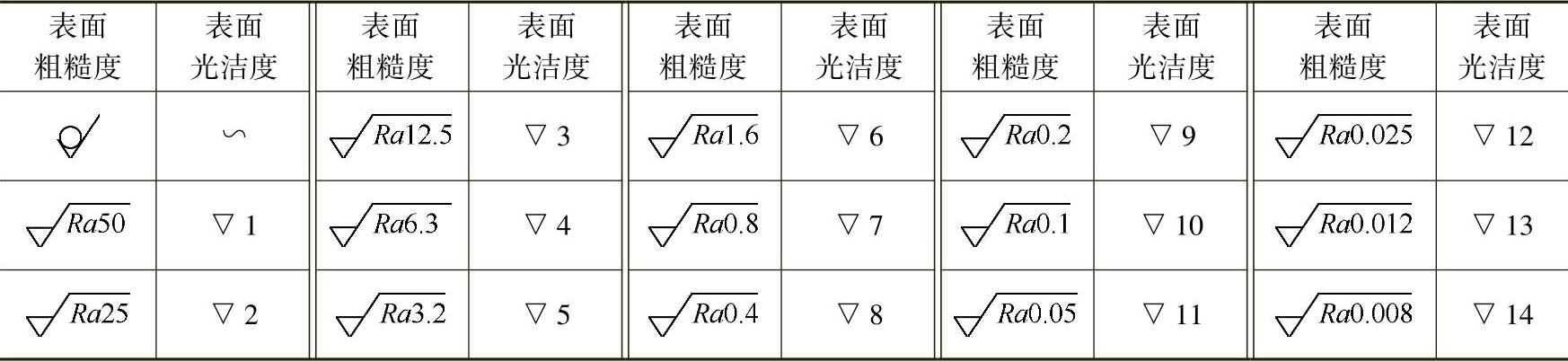
国家标准规定,表面粗糙度是指加工表面上具有的较小间距和峰谷所组成的微规几何形状特征,“表面光洁度”一词已被淘汰。但在进行某些设计(如车工在制造过程中设计夹具)或查阅以前的资料时,还是会遇到“表面光洁度”一词,这就需要进行表面粗糙度与表面光洁度的转换,见表2-15。下面介绍一个用得最多的表面粗糙度参数轮廓算术平均偏差和表面光洁度等级的转换方式。
表2-5 表面粗糙度和表面光洁度对照表

式中 Ra──表面粗糙度轮廓算数平均偏差(μm);
N──表面光洁度等级(取整数)。
例如,图样中某工件表面标注▽6表面光洁度,转换为表面粗糙度参数Ra为

2.精车加工影响表面粗糙度的重要因素
(1)刀具形状对表面粗糙度的影响 车刀形状对轴件的表面粗糙度有着直接影响。在第一章第三节中曾介绍过车刀刀尖圆弧半径的优选问题,图2-157所示是使用尖刀切削轴类工件时残留面积的情况,图2-158所示是使用圆弧切削刃车刀切削轴类工件时残留面积的情况。由于表面粗糙度值主要取决于残留面积的高度,所以切削加工时,选择较大的刀尖圆弧半径及小的进给量,都可以降低表面粗糙度值。
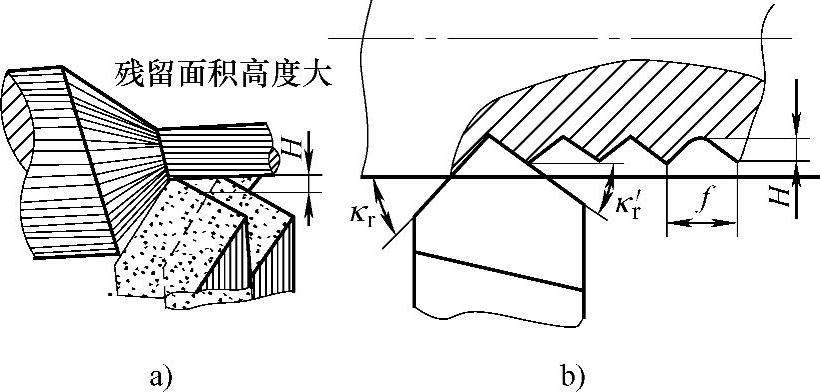
图2-157 刀具形状对表面粗糙度的影响(一)
a)使用尖刀切削 b)残留面积放大后的情况
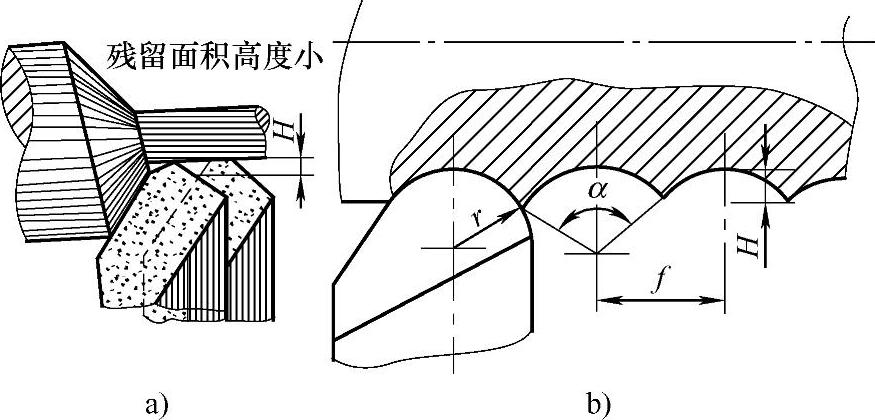
图2-158 刀具形状对表面粗糙度的影响(二)
a)使用圆弧切削刃车刀切削 b)残留面积放大后的情况
当刀尖圆弧半径增大时,车刀的圆弧刃增长,其主偏角小于直线刃主偏角,容易引起切削中的振动,并且会使切削热增多。但是,车刀切削刃长度的增加改善了散热条件,使切削温度降低,同时使刀尖强度增大,有利于降低加工表面的表面粗糙度值。
图2-159所示是在过渡刃和副切削刃之间磨出一小段直线刃,这样可对轴件表面起到修光作用。修光刃有时与刀尖圆弧半径配合应用,图2-160a所示是使用有刀尖圆弧半径的车刀车削出的轴件表面,图2-160b所示是刀尖圆弧半径与修光刃结合应用车削出的轴件表面,从图中可以明显看出,后者的表面粗糙度值比前者小。
修光刃是与车刀进给方向相平行的一小段直线切削刃,它有时是在刃磨刀具以后用磨石研磨出来的。它之所以能够起到使轴件表面光洁的作用,主要是因为这一段直线切削刃可以把工件表面刮平。应合理选择修光刃的宽度,修光刃太宽,刀具切削困难(阻力大,振动大);太窄了,则起不到修光作用。通常它的宽度比进给量大一些,为进给量的1.1~1.2倍。
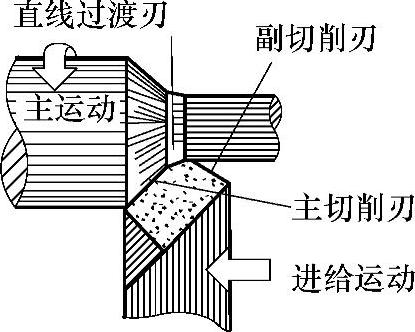
图2-159 车刀上的直线过渡刃
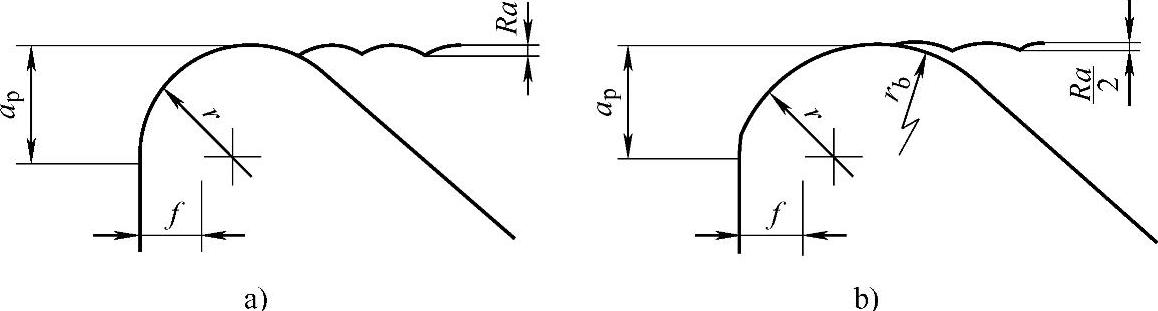
图2-160 修光刃的应用
a)使用圆弧半径车刀车削 b)修光刃与圆弧半径配合应用车削
(2)切削形式对表面粗糙度的影响 在车床上加工工件的形式有多种,图2-161所示是主轴反转和车刀反装进行切削的情况。经验证明,这种切削形式可以减少振动,从而降低了表面粗糙度值。
切削形式上的另一个区别是进给方向的不同。轴类工件表面经过粗车后,金属晶格会发生较大变形(图2-162a);若粗车时采用的是由右向左的正切削方式,且在接下来的精车中,仍按粗车中的切削方向(正切削方式)进给,则金属晶格的变形会更大(图2-162b)。精车时如果采用由左至右的方向切削(与粗车时相反),则开始粗车时金属晶格的变形部分便能得到纠正,如图2-162c所示,从而提高了轴件的表面质量,降低了表面粗糙度值。
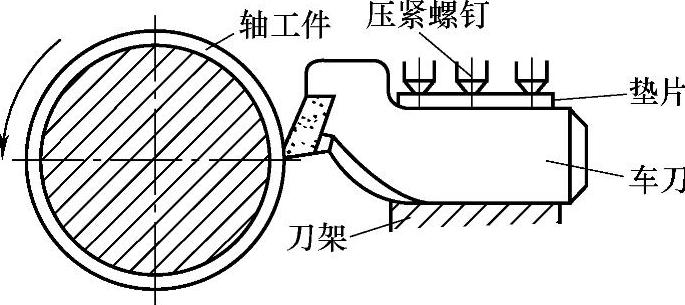
图2-161 主轴反转切削工件
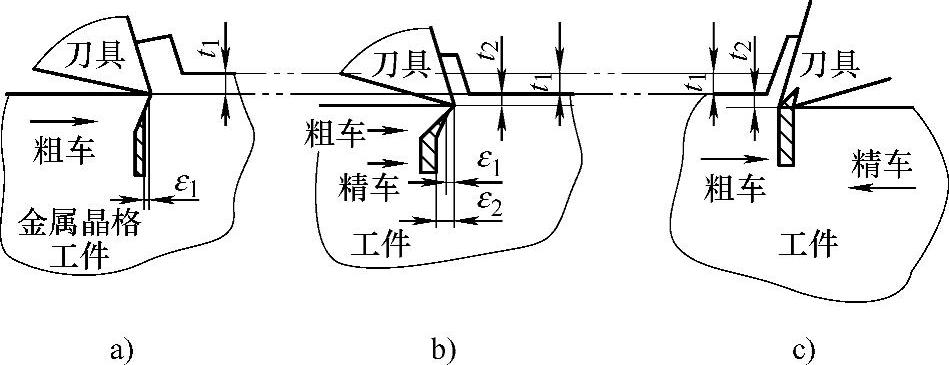
图2-162 车削时金属晶格的变形情况
a)粗车正向进给时的金属晶格 b)精车正向进给时的金属晶格 c)精车反向进给时的金属晶格
在对GCr15钢、45钢、H62黄铜和铝合金材料等进行切削试验后可知,反向精切削比正向精切削的表面粗糙度值一般可降低1级。反向精切削几乎没有加工硬化,加工表面金属晶格变形微小;而正向精切削的加工硬化最为严重,加工表面金属晶格的变形也最为严重。
(3)优质刀具材料的应用 前面介绍的金刚石刀具材料为单晶体,由于单晶体具有极高的硬度,而磨损率又很低,因此可以刃磨出其他车刀不可能达到和保持的高光洁面。这样,它的摩擦因数就很低,切屑在切削刃上滑动的阻力也很小;同时它的导热性很高,加工时产生的热量可迅速散去,而不损伤刀尖。所以,金钢石刀具特别适合加工精密表面或几何公差要求很高的精密工件(当然,要达到这样高的精密要求,还需要高精度车床和车床夹具以及好的加工环境)。
图2-163所示是两种超精加工用的金刚石精车刀,该车刀的特点是前端都具有直刃,车削时易进行尺寸精度和表面粗糙度的控制,在切削过程中还具有一定的挤压作用。在刀架上安装该刀具时,应注意做好切削刃直刃部分与进给方向平行的找正工作。
由于金刚石刀具的价格昂贵,为其推广使用带来了影响。某单位在超精加工时,试验并采用在精密车床上使用超细晶粒硬质合金刀具的方法,取得了好的效果。
超细晶粒硬质合金(如YH2超细晶粒硬质合金)具有很高的硬度与抗弯强度,即使采用较大的前角,也能保证切削刃的平直度,而大的前角可以有效地减少积屑瘤、鳞刺与减小切削力,从而使切削平稳。车削时,获得高光洁表面的关键是修光刃的平直性和加工中使车刀前端直刃与进给方向平行,这就要求精研刀具表面,使修光刃的锯齿度小于1.5μm;对刀时,应使用20倍显微镜,将车刀直刃调整到与进给方向平行。
该单位在进行试验时,使用CG6125型高精度车床,工件直径为120mm,材料为2A12硬铝,刀具材料为YH2硬质合金,使用普通油性润滑液。刀具几何角度为:前角36°,后角8°,主偏角45°,副偏角6°并带有0.8mm的修光刃,刃倾角8°。切削速度为171mm/min,背吃刀量为0.05mm,最小进给量为0.01mm/r。其加工效果达到了表面粗糙度值为Rz0.12~0.2μm的镜面要求。
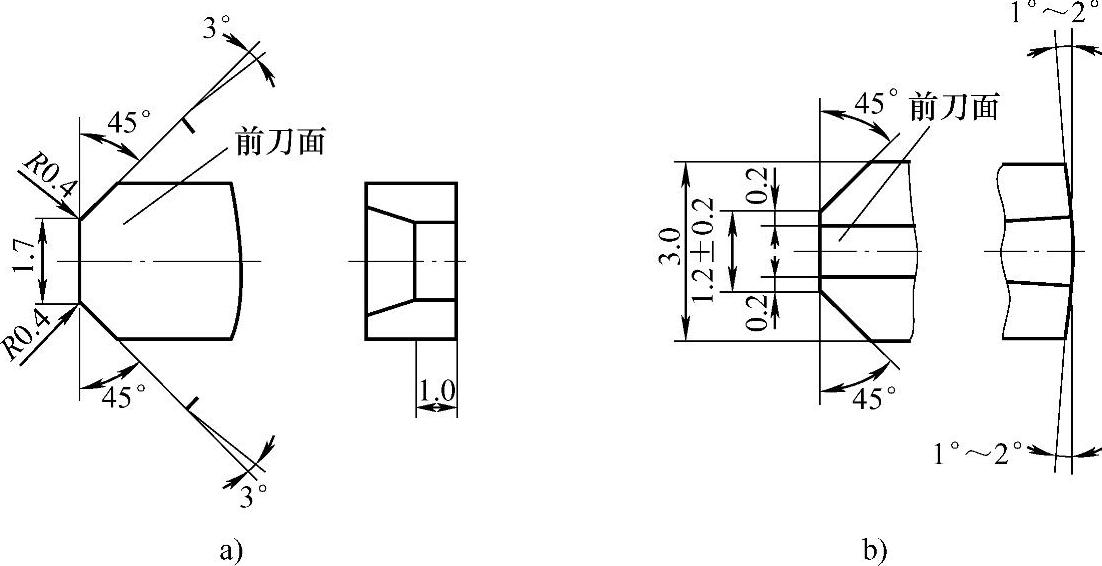
图2-163 金刚石精车刀
a)形式Ⅰ b)形式Ⅱ
另外,车床本身精度、夹具刚性、车削过程中产生的振动和积屑瘤、刀具磨损等,都是直接影响表面粗糙度值的重要因素。
3.车削圆柱表面中的质量问题
(1)被加工表面出现波纹 精车外圆的过程中,有时会出现波纹形状,如凸凹不平的阴阳纹路和呈斑条状的波纹等。
被加工表面出现的阴阳纹路如图2-164所示,它呈一圈一圈的,与丝杠螺距相似。确定其出现的原因时,首先检查车床主轴箱,看与主轴直接接触的齿轮的啮合间隙是否正常,然后检查主轴各项精度:检查前轴承是否松动;再检查振摆、窜动等各项精度,先后检查两次,第一次用手动检查,第二次开车检查。经检查调整后,确认主轴箱各部完全正常,如加工时仍然出现纹路现象,则应检查进给箱部分。
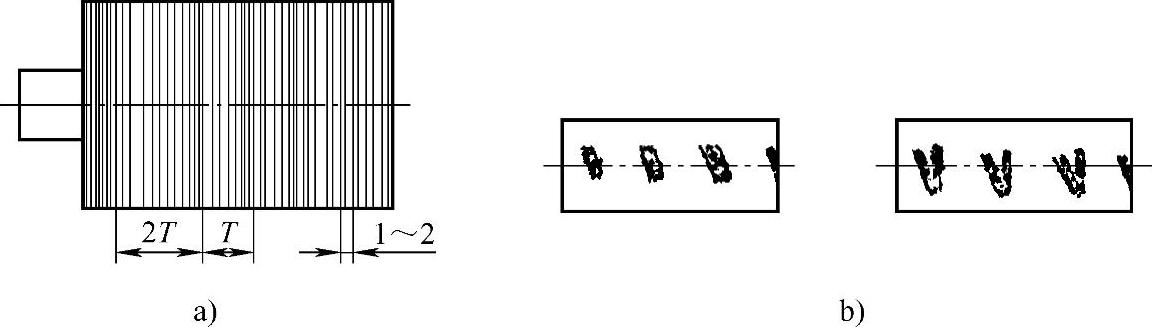
图2-164 被加工表面出现阴阳纹路
a)出现一圈圈的波纹 b)斑条状波纹
检查进给箱部分时,需检测进给箱与床身结合面的平行度误差(图2-165),也可能是定位销定得不准而造成进给箱抬头或低头。如果存在上述问题,在装上丝杠和光杠后,就不能与床身导轨平行,转动时就会别住丝母或光杠套(图2-166)。另外,也可能是丝杠或光杠的弯曲度太大,转动时产生曲线弧形而别住丝母或光杠套。还可能是由于溜板箱装成斜的,也就是丝母和光杠套与床身不平行,从而别住了丝杠和光杠。进给时,不论是上述哪种情况,都会造成溜板振动,加上齿条牙齿与齿轮间隙小,从而造成车出工件的表面粗糙度值大,有波纹,其距离与丝杠螺距相似。
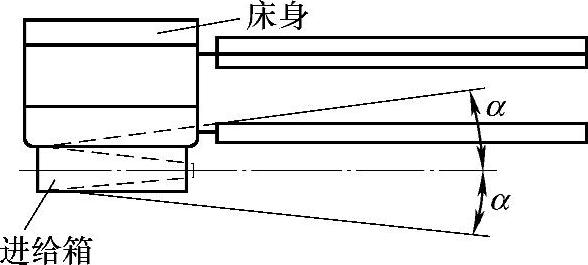
图2-165 检查进给箱与床身结合面的平行度误差
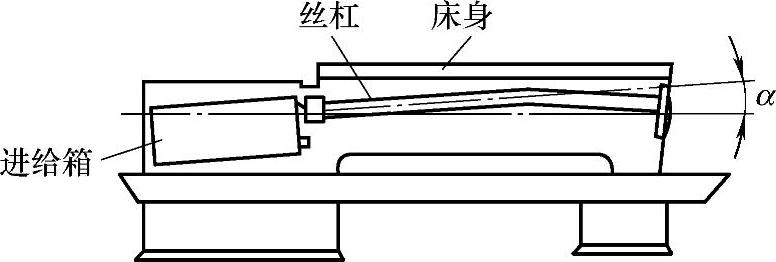
图2-166 进给箱与床身导轨面倾斜
此外,还需检查一下车床溜板及小滑板处调整楔条的接触是否正常。若0.04mm的塞尺无法塞入,而0.03mm的塞尺可塞进25mm的长度,则为正常。
消除上述弊病的方法,是将检验棒插入进给箱、溜板箱和床身右端支架,根据导轨检查上素线和侧素线(图2-167),百分表座的形状及其安装方法如图2-168所示。一般要求误差在300mm内不大于0.05mm,如不合格时,则需刮研进给箱结合面及溜板箱与溜板结合面,并重铰定位销孔;以及刮支架(支承丝杠和光杠右端的轴承支架)结合面,有时可在结合面上垫上一张铜皮。若丝杠弯了,可用冷砸法校直:先将丝杠弯曲的高、低点找出来(图2-169a)并做上记号,然后用专用扁錾砸低点,扁錾放在丝扣小径上(图2-169b),将丝杠修复至符合等级要求。
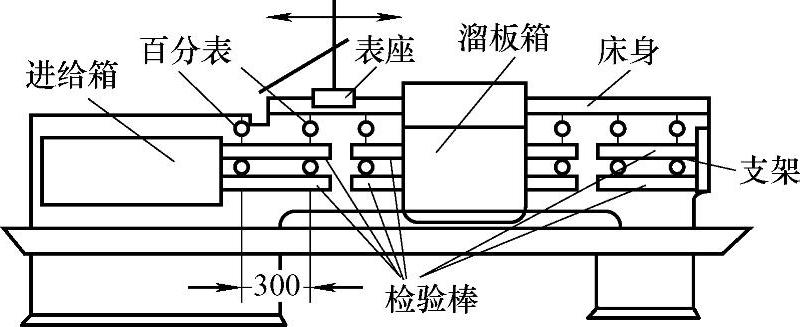
图2-167 利用检验棒进行检查(https://www.xing528.com)
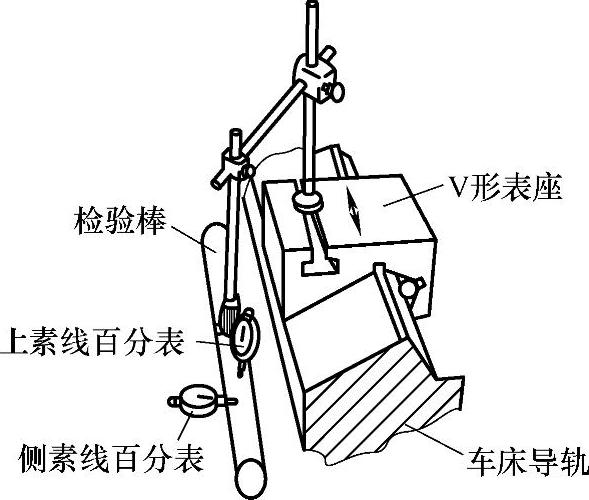
图2-168 结合百分表检查导轨面
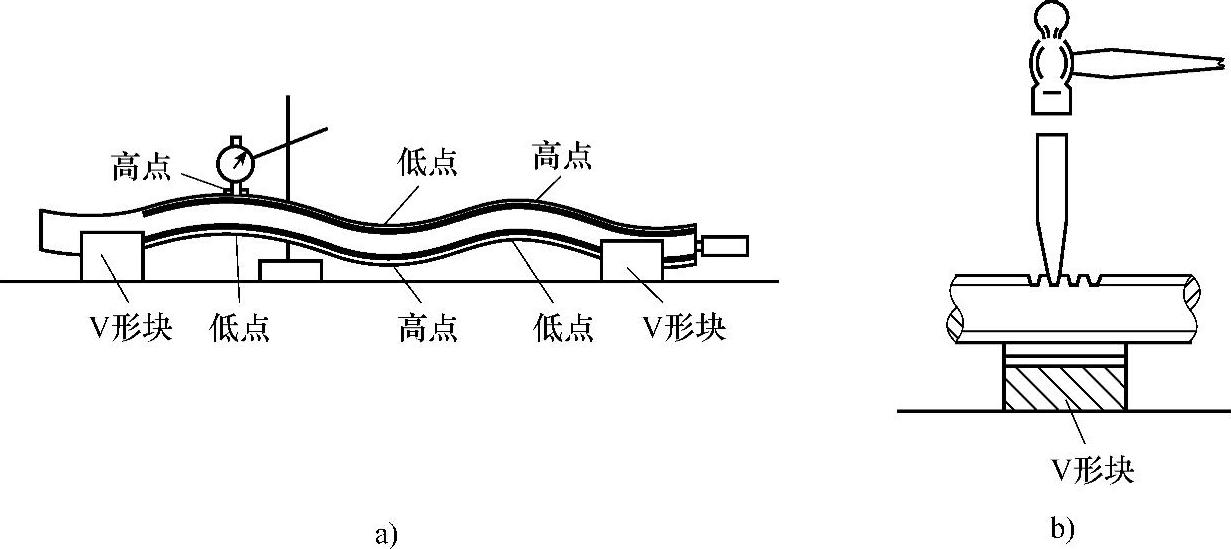
图2-169 校直丝杠弯曲度
a)将丝杠高、低点找出来 b)使用扁錾校直
装配光杠时,如果光杠弯了,则应用压力机校直,光杠的径向圆跳动误差在每1000mm上应不超过0.08mm。当光杠弯曲度大时,被车削表面会出现鱼鳞状波纹,如图2-170所示。
还应注意的是,当溜板箱上的齿轮与床身上的齿条啮合得不好(图2-171)或齿形误差大时,两齿面会出现一端接触或点接触(图2-172),这时也会造成被加工表面产生阴阳条纹。
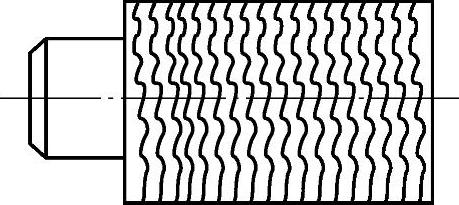
图2-170 被加工表面出现鱼鳞状波纹
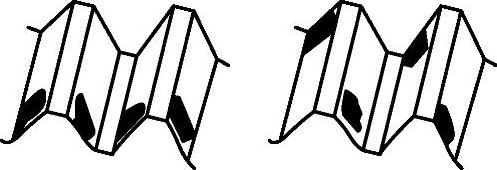
图2-171 齿轮和齿条啮合部位不正确

图2-172 啮合不良的齿面接触情况
(2)被车削圆柱面出现锥度 轴类工件产生锥度的原因,一般是在前、后顶尖间装夹轴件时,尾座顶尖轴线与主轴轴线不同轴或车床导轨与车床主轴轴线不平行。另外,车削过程中车刀磨损变钝以及工件悬伸太长,也容易使轴件产生锥度。
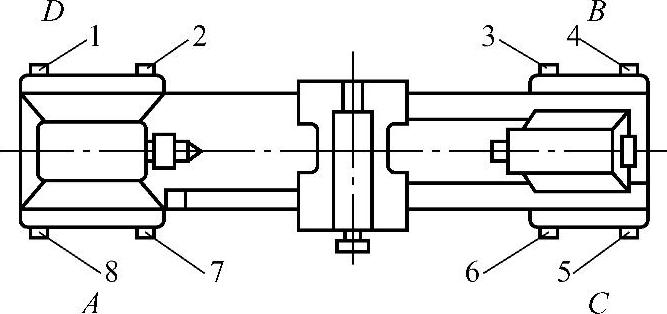
图2-173 调整车床解决轴件锥度问题
在上述方面不存在问题时,车削圆柱面若产生锥度,可采用垫高床座的方法。当车出的轴件靠近车床主轴一端的尺寸大时,可利用床座下面的斜垫铁(或可调垫铁)7、8垫车床的A角(这时可使A角抬高),并用斜垫铁3、4垫高车床的B角,如图2-173所示。这样,一边调整车床一边进行试切,直到车削精度合格为止。反之,如果车出的轴件在靠近车床主轴一端的尺寸小时,就调整斜垫铁5、6和1、2,垫高车床的C角和D角。
车床经过长期使用,由于主轴前端轴承孔受力较大,产生塑性变形的可能性也很大,因此轴承外圈(较薄)在外力的作用下会渐渐产生弹性变形,其变形方向与切削力方向相同(图2-174a)。这时,轴承外圈局部逐步产生椭圆变形,这种变形表面将切削力传递到轴承孔表面,而在局部接触面上产生较大的压力。当这个压力超过主轴箱的弹性极限时,主轴前端轴承孔将产生塑性变形而不能恢复原来的状态。在这种情况下,变形后的主轴箱轴承孔与轴承外圈之间就形成了较大的间隙,如图2-174b所示。
车削过程中,随着主切削力的增大,轴承外圈朝着间隙方向变形,前轴承及轴线也向变形方向位移。这时,车床主轴线对导轨的平行度将超差,加工出轴件的圆柱面就会产生锥度,如图2-175所示。所以,在对车床进行大修时,要注意检测主轴箱前轴承孔的精度。
(3)轴件圆度超差 圆柱面圆度超差直接影响着轴件的几何精度,其原因可从以下几方面去考虑。
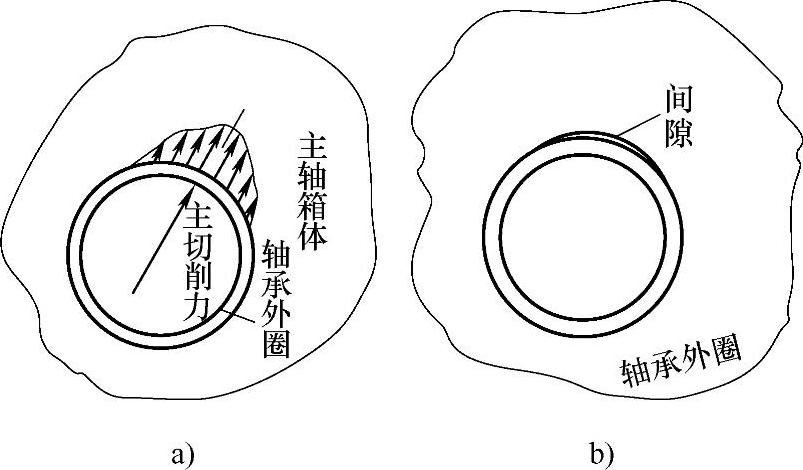
图2-174 轴承变形与间隙形成
a)轴承变形方向与受力方向相同 b)轴承孔与轴承外圈产生间隙
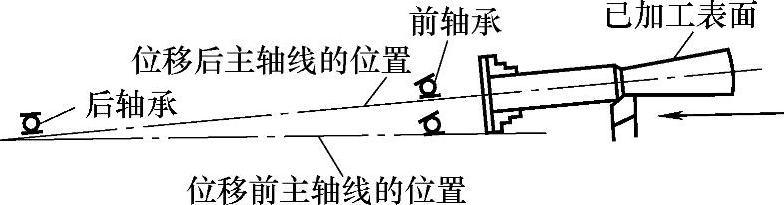
图2-175 被加工轴件圆柱面产生锥度
1)车床主轴轴肩支承面径向圆跳动的影响。主轴轴肩支承面的径向圆跳动实际上是指主轴转动中,实际回转轴线与理想回转轴线成一倾斜角度为Δα的纯角度摆动(图2-176)。其误差加大的主要因素有滚动轴承内、外环滚道的圆度误差(图2-177a),内环的壁厚差,内环滚道的波度,轴承滚动体的圆度误差和尺寸误差(图2-177b),以及轴承间隙、装配误差和切削过程中的受力变形等。
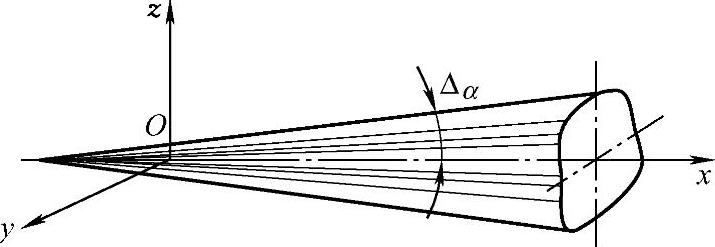
图2-176 主轴回转成空间倾斜角Δα
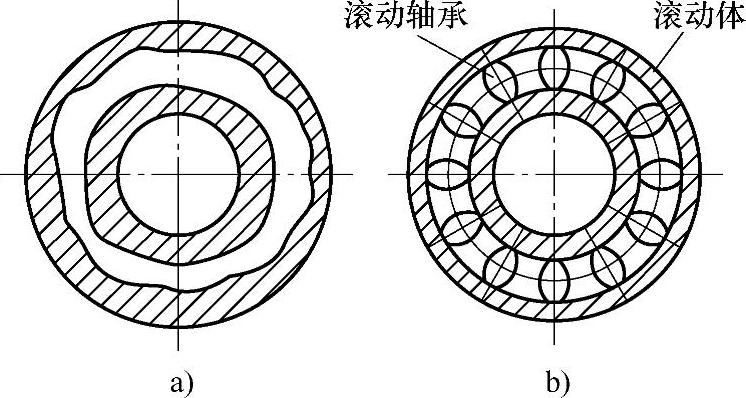
图2-177 影响主轴轴肩支承面径向圆跳动的因素
a)轴承内、外环滚道的圆度误差 b)轴承滚动体误差
若主轴轴肩支承面径向圆跳动超差,会使装在主轴上的自定心卡盘(或其他夹具)产生不同程度的歪斜,从而影响被切削表面与基准面之间的相互位置精度,如工件端面与内、外圆的垂直度误差(图2-178)及内、外圆的同轴度误差等。车孔时,由于主轴轴肩支承面的径向圆跳动,使得主轴回转轴线与床身导轨不平行,车出的孔将呈椭圆形,如图2-179所示。
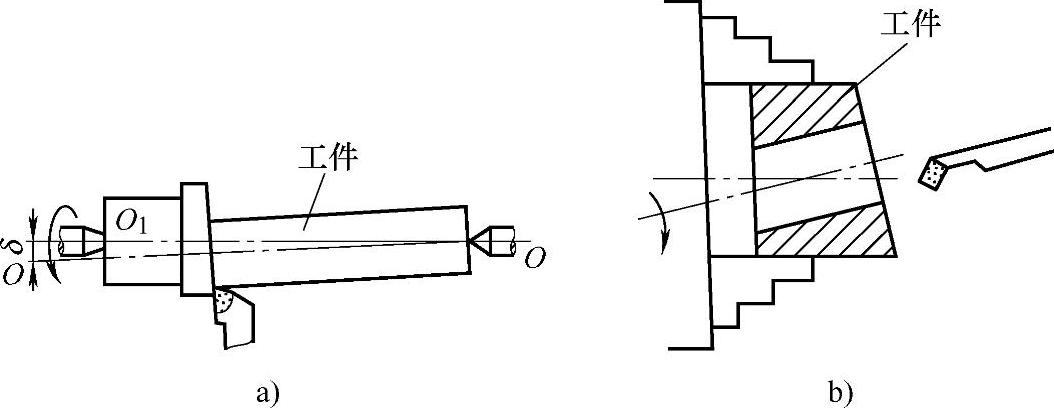
图2-178 主轴轴肩支承面的径向圆跳动对车削加工的影响
a)车削轴类工件 b)车削孔类工件
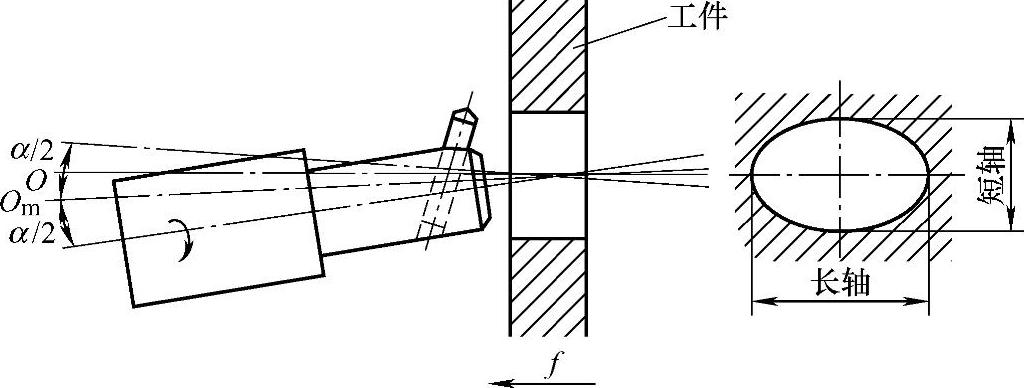
图2-179 主轴轴肩支承面的径向圆跳动对车孔精度的影响
车削外圆时,主轴轴肩支承面的径向圆跳动对工件横截面内的圆度误差和轴向平面内的圆柱度误差均有影响。
主轴轴肩支承面的径向圆跳动公差通常为0.02mm。检测这项误差时,使千分表测头触及主轴轴肩支承面(图2-180),并靠近边缘处,沿主轴轴线方向加一力F,缓慢旋转主轴进行检测。千分表读数的最大差值就是主轴轴肩支承面的径向圆跳动误差值。
主轴轴肩支承面的径向圆跳动必然会影响主轴顶尖的径向圆跳动(图2-181),这在两顶尖装夹轴件车外圆时,会造成轴件的圆度和圆柱度误差。检测该误差时,将专用顶尖插入车床主轴锥孔内,千分表测头垂直地接触顶尖的圆锥面。沿主轴轴线朝锥孔方向加一力F并旋转主轴进行检测。千分表读数的最大差值除以cos(α/2)(α为圆锥角),就是该顶尖的径向圆跳动误差。
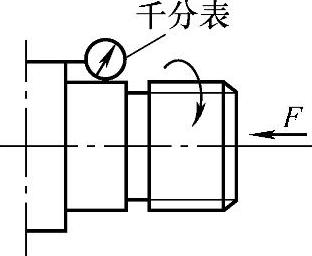
图2-180 主轴轴肩支承面径向圆跳动的检测
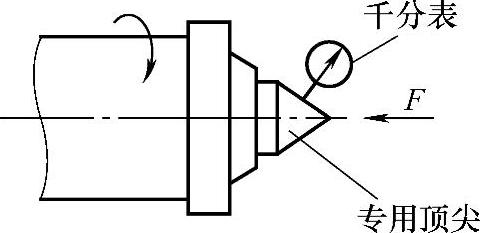
图2-181 检测主轴顶尖径向圆跳动
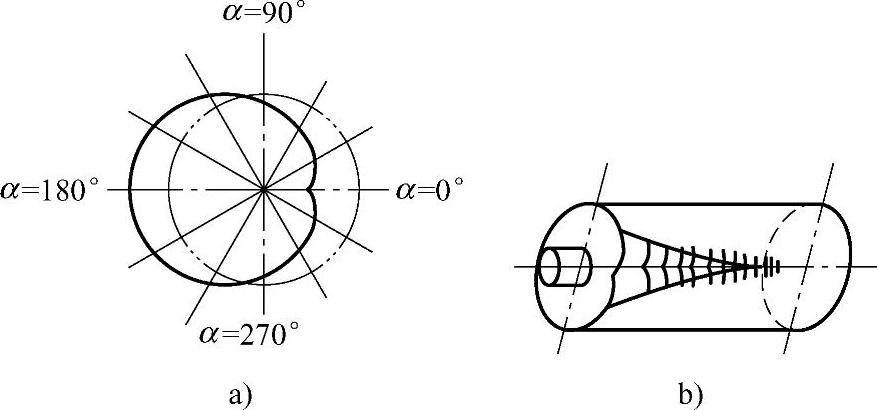
图2-182 惯性力不均匀对圆度的影响
a)轴件出现的“心脏”形状 b)轴件横截面形状
2)惯性力不均匀的影响。车削偏心类工件,如果旋转部分不平衡,当卡盘带动工件旋转时,所产生的离心力有时大有时小,若差别太大,就会对加工精度产生明显影响,从而使圆柱表面产生圆度误差,即图2-182所示轴件横截面积出现“心脏”形状,这种误差在轴件转速越高时越严重。
加工时,适当降低车床主轴转速,会使这种情况得到改善。针对旋转部分的不平衡,更好的办法是在其工件对称位置调整配重的重量,尽量抵消离心力的影响。
3)工件内部因素的影响。在同一个工件上,如果加工余量不均匀或材料硬度不均匀,则会使加工过程中的切削力发生变化。图2-183所示为车削毛坯横截面为椭圆形工件的情形,这时,工件每转一转,背吃刀量都会产生忽大忽小的变化。当背吃刀量大时,切削力也大,由此产生的系统变形就大;反之,背吃刀量小时,切削力也小。系统变形就小。这种情况的加工后果,是轴件的截面形状变成椭圆,导致圆度超差。
为消除这种误差的影响,一般采用重复进给的方法,经过2~3次进给后,误差将有明显改善。对于铸造或焊接制成的工件毛坯,其内部都不同程度地留有一定的残余内应力,这种存在内应力的毛坯常常处于不稳定状态,并且总是力图恢复到没有内应力的状态。对这些毛坯进行切削加工时,其表面层金属被去掉,原有的应力平衡状态被破坏,工件便会发生变形。直至加工完毕后,工件的变形过程也没有结束。显而易见,工件内部的应力将影响工件精度的稳定性,使已加工好的圆柱表面产生圆度误差,特别是精密工件更为突出。
为了减少内应力对加工精度的影响,切削前必须对铸件毛坯进行时效处理,以减小或消除内应力。
另外,若轴件的中心孔不圆,车削出的圆柱表面也会产生圆度误差。
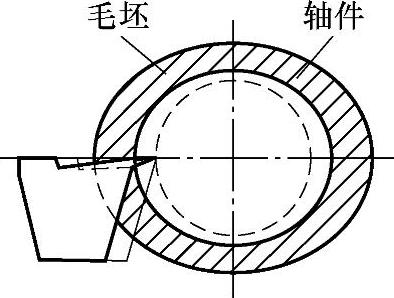
图2-183 毛坯形状误差对圆度的影响
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。