



1.夹具设计的基本步骤
(1)了解和掌握应具备的资料 对车床夹具的基本要求,除了要保证工件的加工精度、具有足够的夹紧力以及具有足够的强度和刚性以外,还必须能使工件同主轴高速旋转,克服离心惯性力(可使用配重铁和平衡块)和切削力的影响。常用的夹具还需要满足定心、定位及保证同轴度等要求,以及具备必要的防护措施等。所以,设计每种夹具前都要充分掌握与其有关的资料,这些资料通常包括以下几方面。
1)被加工工件的图样。
2)被加工工件的毛坯图。
3)被加工工件的机械加工工艺过程。
4)可收集到的现有同类型夹具的资料。
5)加工该工件所用车刀的结构和特点。
6)使用本夹具的车床资料。
7)加工该工件的原有夹具资料和加工方法。
了解工件的图样,其目的在于知道工件的形状、加工表面、公差等级、材料牌号和硬度,以便考虑夹具的结构和夹紧方法。从毛坯图可知工件加工时的余量大小,以及毛坯的允许偏差等。
了解工件的加工工艺过程,可以知道这个工件在加工中所选择的定位基准、工件在车床上的装夹方法、加工面的位置和加工顺序、工件加工余量、车刀进给方向、车削用量和加工技术条件等。掌握这些资料,是设计夹具和获得工件加工精度所必不可少的条件。
研究了以上各项资料以后,就应根据工件的生产数量和加工特点来确定适合工件加工的夹具结构,以使夹具的简单或复杂程度符合经济和实用的原则。
通过了解所使用车床的规格、性能和精度条件,可以确定夹具在车床上的安装方法。这时,还应注意操作者的安全和使用上的方便。为了保证夹具设计得更为合理,应首先熟悉工件的加工内容和加工方法,如夹紧是否可能引起工件变形,切削力的大小、排屑与冷却对工件的影响,以及操作时的要求。此外,还必须知道工艺技术人员在制订工艺过程时,往往已经考虑了应用夹具的要求。
设计和自制夹具时,应尽量利用现有的夹具结构和规格,同时应掌握有关部门或国家相关标准,这样就可以尽量采用标准化和规格化的零件。对于一部分结构,也可以考虑采用废料来代替,以简化夹具的制造工作,达到既经济又缩短生产准备期的目的。只有在现有条件不允许时,才设计专用夹具零件。
(2)绘制夹具草图 掌握了各种资料后,就可以开始夹具设计工作了。设计时,首先应绘制夹具草图,即先按工件毛坯的外形画出必要数量的投影图,然后按照这些投影图画出所想象夹具结构的轮廓,就成了夹具草图。草图上不必画出夹具所装夹的工件,但是,草图应按照装夹工件中的“六点定位原则”来决定工件的定位方法和夹紧力的作用点。夹具的结构应尽量简单,当需要设计结构复杂的夹具时,应先画出它的传动结构图。夹具草图应当按比例画出。
(3)根据工件投影图绘出夹具工作图 各工件投影图间应留出一定的距离,以便把夹具各部分画出。
为了看图方便,工件外形可用红线或虚线表示,不必画出整个工件,只画出工件的外形,能决定夹具尺寸即可。工件外形是指工件在夹具内与定位元件和夹紧元件相接触的部位及需要加工的部位。加工部分应画出加工余量,加工余量常用斜十字交叉线表示。
(4)确定夹具体的制造工艺 对夹具体的主要要求是刚性大、紧凑和形状简单。夹具体可用铸铁或铸钢铸成或用型钢焊接,也可由规格化的零件结合而成。铸造式夹具体的尺寸一般较大,其刚性好,并能长期保持精度,同时用铸造法容易制成新型的结构;缺点是比焊接夹具体笨重,制造时间较长。焊接式夹具体由型钢或钢板拼凑而成,所以比较轻便,制造时间较短,缺点是刚性差。
确定夹具体的结构时,要考虑是否需要配重平衡和防护等问题。
2.夹具尺寸公差和技术条件
从前面的叙述可知,车削外回转表面时,车床典型的夹具结构形式为心轴、卡盘和弯板类夹具等,工件定位基准大多为内孔或外圆。这类夹具的主要技术要求如下:
1)夹具定位表面对回转轴线的径向圆跳动。
2)定位表面与其轴向定位台阶面的垂直度。
3)定位表面对夹具在车床上安装用基准面的垂直度或平行度。
4)各定位表面间的垂直度或平行度。
表2-3所列为车床夹具径向圆跳动的公差值。
表2-3 车床夹具径向圆跳动公差 (单位:mm)

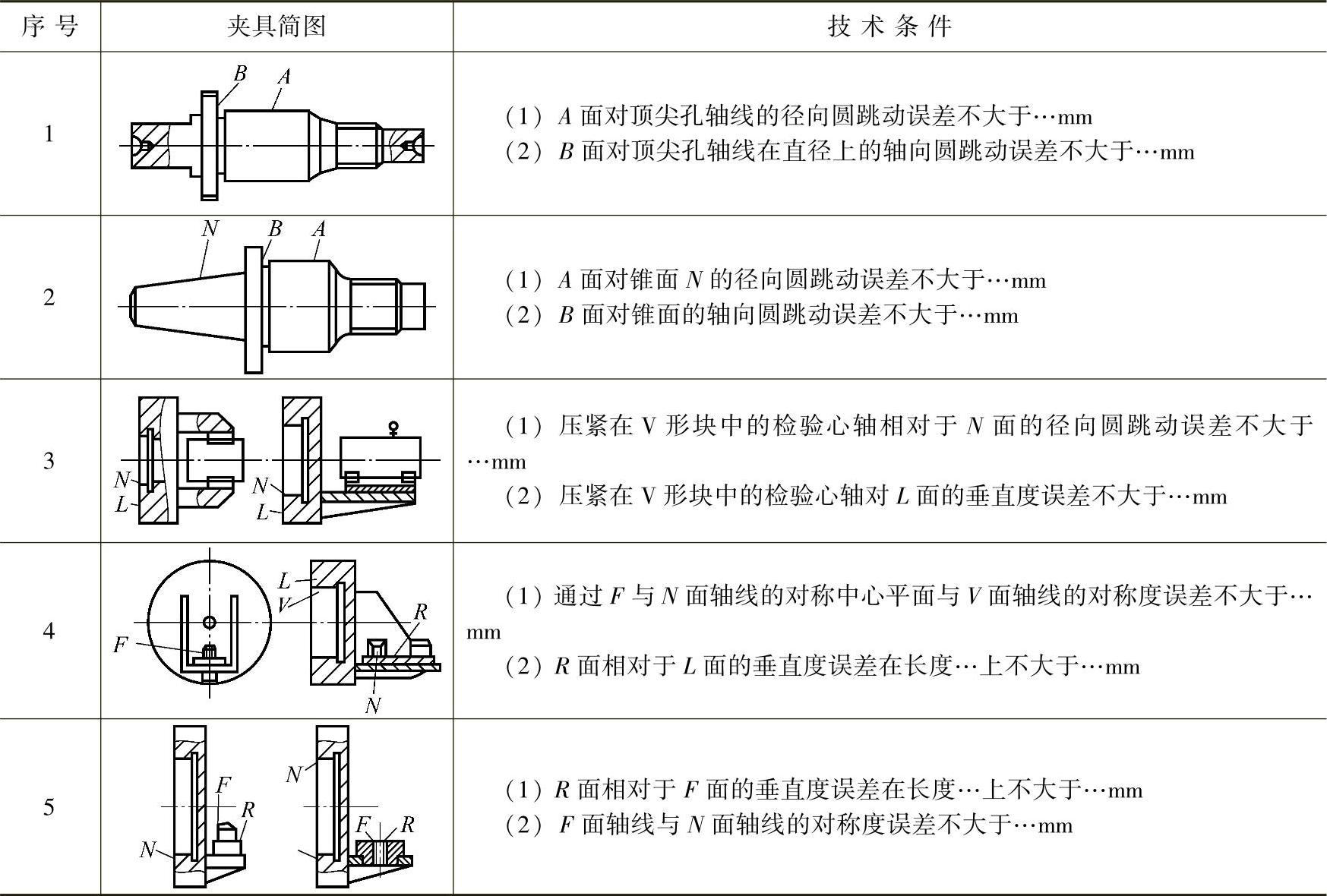
表2-4中列举了常用车床夹具技术条件的标注方法。
表2-4 常用车床夹具技术条件的标注
3.夹具公差的确定原则和计算实例
车削加工表面为回转面时,车削成形的表面就是工件的实际表面。一般情况下,实际表面与理想表面是不可能完全重合的,它们之间总有一个同轴度误差,这一误差就是车床的加工误差。为了保证工件加工精度的要求,必须控制加工误差在工件精度允许的误差范围之内。(https://www.xing528.com)
要使夹具能保证工件的加工精度要求,必须合理地控制夹具的有关公差,它用下式计算

式中 ΔD──定位误差(mm);
ΔA──安装误差(mm);
ΔJ──夹具误差(mm);
δk──工件工序尺寸误差(mm)。
式(2-3)即为车床夹具公差的确定原则。
图2-154所示为套筒工件图。该工件精车外圆至ϕ550-0.03mm,表面粗糙度值为Ra3.2μm,要求与内孔ϕ35+0.0250mm的同轴度误差不大于ϕ0.12mm。图2-155所示为该工件在夹具上的安装简图。工件内孔以间隙配合的形式套装在圆柱体心轴上,其配合为 ,用开口垫圈及螺母将工件压紧,使用时将其插入车床主轴锥孔内。
,用开口垫圈及螺母将工件压紧,使用时将其插入车床主轴锥孔内。
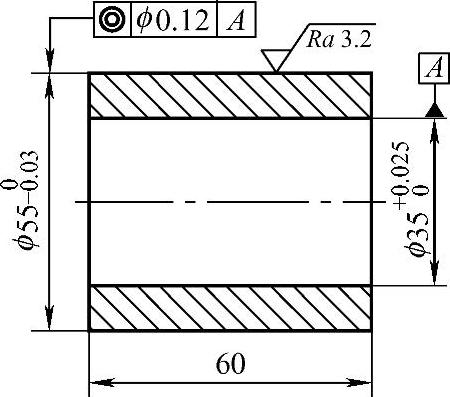
图2-154 套筒工件
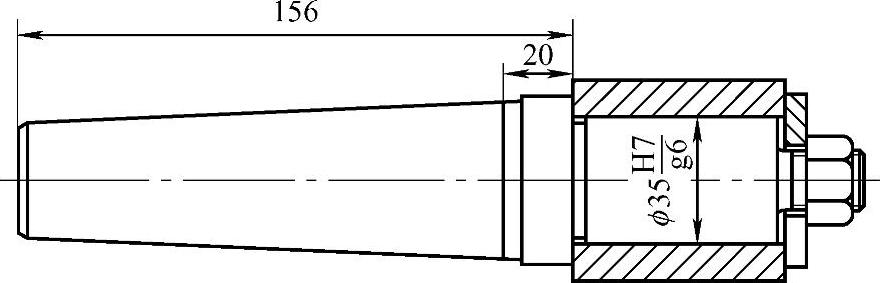
图2-155 套筒工件安装在夹具上
该夹具各项误差值的大小如下。
(1)定位误差ΔD 它是由于工件在夹具上定位位置的不确定而引起工件工序尺寸发生的最大变化量。因工件与定位心轴的配合为 ,所以定位误差ΔD由下式确定
,所以定位误差ΔD由下式确定

(2)安装误差ΔA 它是由于夹具在车床上安装位置的不确定而引起的工件工序尺寸发生的最大变化量。心轴以莫氏5号锥度与车床主轴连接,从形式上看,两者应同轴,没有安装误差。但因为制造心轴时,莫氏5号锥度本身就有制造公差,其圆锥角误差为±2′30″(图2-156),该角度误差使心轴在安装时相对车床主轴轴线偏斜一个角度,这就会使工件相对车床主轴轴线发生位移而产生同轴度误差。安装误差的大小可以从图2-156所示计算求得。
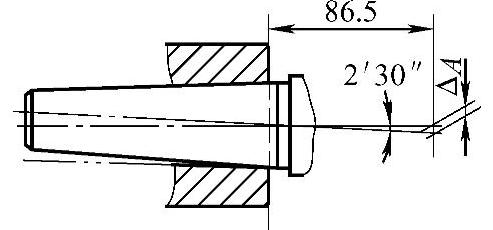
图2-156 夹具安装误差的计算
ΔA=86.5mm×tan2′30″=0.063mm
由于此尺寸对86.5mm的轴向变化量相对很小,故可忽略不计。
(3)夹具误差ΔJ 它是由于夹具的制造误差和安装误差而引起工件工序尺寸发生的最大变化量。制造心轴时,给定圆锥部分与圆柱部分的同轴度误差为ϕ0.06mm,即ΔA=0.06mm。
将上述三项误差代入式(2-3)得

(0.12mm为该示例工件的同轴度误差)
从上面的计算结果可知,产生的误差已超过图2-154所示套筒工件公差的2/3,这不符合式(2-3)中公差的确定原则,所以不能满足工件的精度要求,必须作适当的调整。
如果将夹具圆锥与圆柱同轴度的精度提高一级,使同轴度误差从ϕ0.06mm提高为ϕ0.03mm,再代入式(2-3),则得到

可见,通过调整后的误差能保证工件的精度要求。
但是,以上所介绍的提高夹具制造精度的方法并不是最佳方案,因为它会使夹具制造成本成倍地增加。
对于圆锥与圆柱相结合的工件,都可以采用更为经济实用的方法。车削圆柱体ϕ350.009-0.025mm(图2-155)时,先预留精车余量,待心轴安装在车床主轴后再精车至ϕ35-0.009-0.025mm,这样就保证了定位心轴与车床主轴的同轴度,消除了安装误差和夹具误差的影响,即仅有定位误差影响工件的精度,则

采用后一种方法,不但不会增加夹具的制造成本,而且会使工件的加工精度进一步提高。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。