



安装工件中,定位和选择基准面是不容忽视的问题,尤其是在装夹不规则工件时更为重要。
工件在固定和夹紧之前,要保证其在夹具内的正确位置。工件的定位情况是决定加工质量和尺寸精度的重要环节。定位基准面是用以确定其他点、线、面的位置,作为依据的表面。定位基准面可以是平面、外圆柱面和圆孔等,它们有时是单一定位,有时是双定位。在自定心卡盘上用正爪安装工件时,一般以工件的外圆柱面或端面为定位基准面;使用心轴装夹工件时,一般以工件的圆孔为定位基准面;装夹如图2-141所示的工件时以平面为定位基准面。以上这些定位基准面,都是将工件装在夹具内时,确定工件在夹具中位置的依据。但是,如果工件上没有任何一个经过机械加工的表面,应该以哪个表面作为定位基准面呢?这就涉及粗基准面和精基准面的问题。粗基准面是工件上没有经过机械加工的表面;精基准面是工件上按照一定的技术要求加工出的表面。车削一个没有经过任何机械加工的工件,装夹时应先选择一个粗基准面作为定位基准面,如图2-142所示。为了保证工件加工后的质量和精度,应把握以下选择原则。
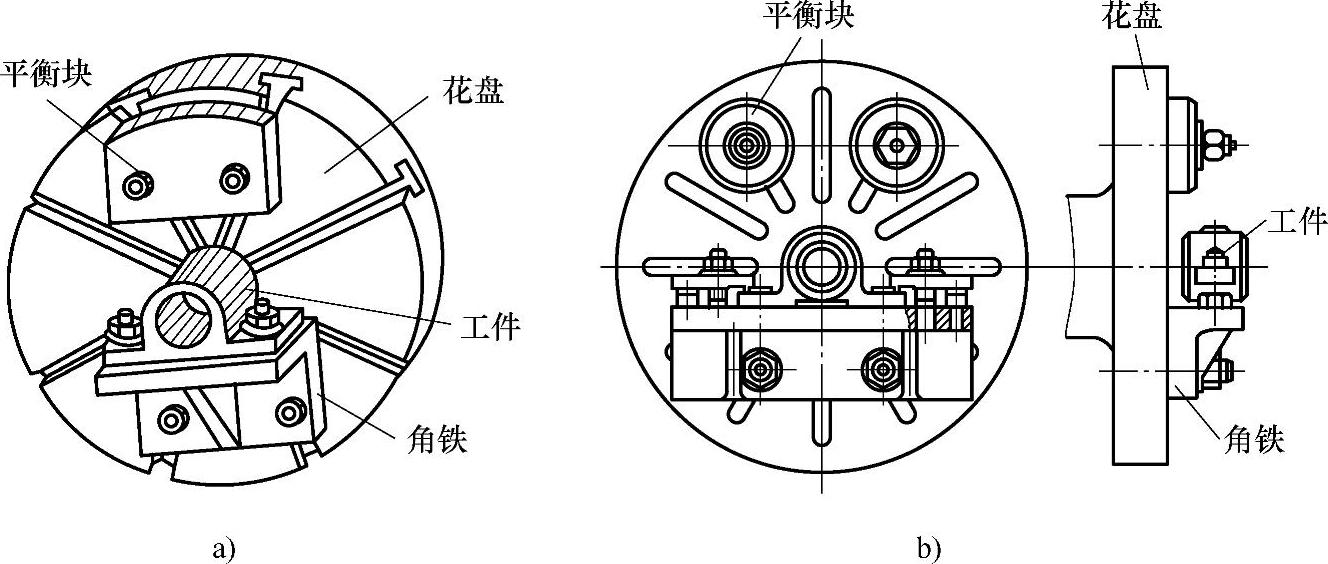
图2-141 装夹轴承座工件
a)使用一个平衡块 b)使用两个平衡块
(1)粗基准面的选择原则
1)选用工件上不需要进行加工的表面作为粗基准面。如果工件上有好几个表面都不需要加工,则选用其中与加工表面之间位置精度要求最高的表面作为粗基准面,这样不但可以保证工件上加工表面与不加工表面之间的偏差最小,而且可以保证一定的位置精度。
2)当工件表面需要全部加工时,应选用加工余量最小的表面作为粗基准面,这样可以保证一定的加工余量。
3)选作粗基准面的表面应尽可能平整和光洁,这样可以减小定位误差。
4)选作粗基准面的表面,与其他加工表面之间的偏移是应最小的,并需要有足够大的面积。(https://www.xing528.com)
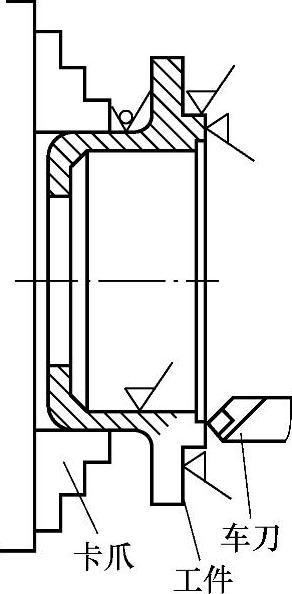
图2-142 使用未经过机械加工的表面作为定位基准面
5)粗基准面只能在第一道工序中应用一次,以后应使用加工过的表面作为定位基准面。
(2)精基准面的选择原则
1)应将工件的车削、装配、同其他零件的相互关系和加工工艺方法分析清楚,尽可能选用设计和装配的基准面作为精基准面,这样可以使工件因定位和装配产生的误差达到最小。
2)工件上全部表面的加工,除第一道工序外,应尽可能选用同一个表面作为精基准面。
3)选用的精基准面应保证工件加工时因切削力和夹紧力引起的变形最小。
4)选用的精基准面应使安装准确和装夹牢靠,同时要求操作方便。
5)应结合车削中的实际情况,以及工件的精度和加工工艺要求来选用最合适的精基准面。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。