



焊接式车刀由于高温的影响,其刀片的耐磨性将显著下降。焊接后,刀体内部具有很大的内应力,容易使刀片产生裂纹。粘结式车刀是依靠强力胶粘剂将刀片粘结在刀体的刀槽内。图1-26所示是外圆车刀刀体上的刀槽形式,刀槽尺寸h可比刀片厚度大0.1~0.3mm,刀槽内各表面粗糙度值为Ra50~6.3μm。
强力胶粘剂有多种,如WJZ-103胶粘剂和磷酸盐无机胶粘剂等,其粘结车刀时的工艺如下:
1.WJZ-103胶粘剂
粘结时,先使用丙酮对车刀刀槽和刀片进行清洗并晾干。WJZ-103胶粘剂为双组分(即固化剂与基料)制剂,调胶时按固化剂(g)∶基料(mL)=2.2~2.5的比例调和(或凭经验调制成近似浆糊状),然后在刀体刀槽及刀片上分别涂胶,要求均匀、适量,将胶布满刀槽。
涂胶后立即将刀片嵌进刀槽中压紧,在室温下放置12h左右进行初固化,然后移进恒温箱加温固化。温度及保温时间为:60℃保温0.5~1h→80℃保温1~1.5h→100℃保温1.5~2h→随炉冷却。
2.磷酸盐无机胶粘剂
开始时,刀体的除锈、清洗、晾干、调胶、涂胶操作与前面相同,然后进行固化,即在室温(约20℃)下放置36h即可,无需加温固化。如先在室温放置2h左右,再加热到60~80℃保温3~4h,则效果更好。
粘结式车刀虽不经高温烧焊,但其在切削时的强度、耐磨性、耐冲击性等都不亚于焊接式车刀。进行断续切削时,其优越性显著;强力切削时,也不会因高温使粘结层熔化而引起刀片脱落。由于粘结式车刀的刀片在刀槽中固定,一是靠胶粘剂的粘结力,二是靠切削时产生的自锁力。因此,车刀在刃磨时要小心,若刃磨不当,则刀片容易脱落。刃磨时应注意以下几点。(https://www.xing528.com)
1)用力不宜过大,且要均匀。
2)刃磨主后面和主偏角时,要按从前向后、由上向下的顺序刃磨。
3)刃磨前刀面和刃倾角时,要按由前向后、由外向内的顺序刃磨。
4)刃磨副后刀面和副偏角时,要按从左往右、由上向下的顺序刃磨。
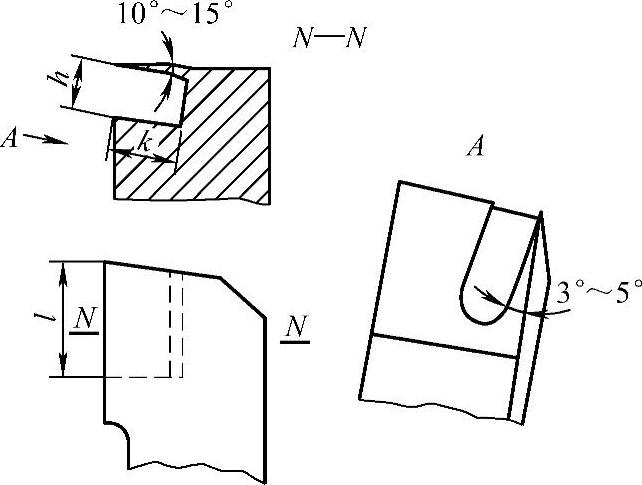
图1-26 粘接式外圆车刀
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。