



国家标准GB/T 14692—2008中规定,我国的机械图样应按第一角画法布置六个基本视图,必要时(如按合同规定等),才允许使用第三角画法。因此,除按合同规定外我国均采用第一角画法。但随着对外开放不断深入,我国引进了不少国外设备、图样和其他技术资料,有不少工业发达国家的机械图样投影方法与我国所采用的投影方法不同。在国际间的技术交流中,常常会遇到第三角画法的图样。
1.基础知识
三个互相垂直的平面可将空间分为八个分角,分别称为第Ⅰ角、第Ⅱ角、第Ⅲ角……如图3-77所示。
第一角画法是将机件置于第Ⅰ角内,使机件处于观察者与投影面之间(即保持人→物→面的位置关系)而得到正投影的方法。第三角画法是将机件置于第Ⅲ角内,使投影面处于观察者与机件之间(即保持人→面→物的位置关系)而得到正投影的方法。图3-78和图3-79分别给出了第一角画法和第三角画法,二者的区别主要是视图放置位置不同。
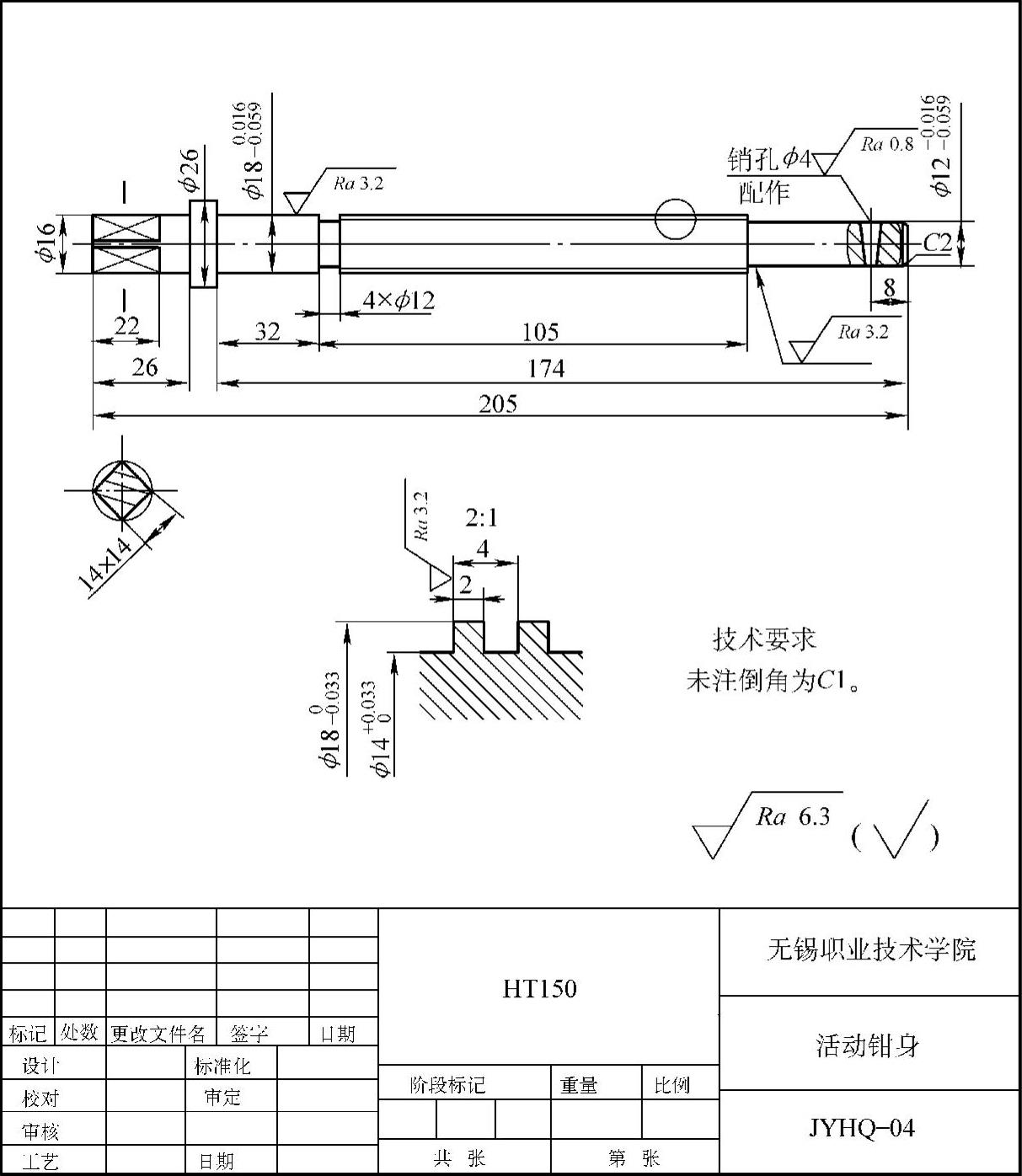
图3-67 台虎钳螺杆零件图
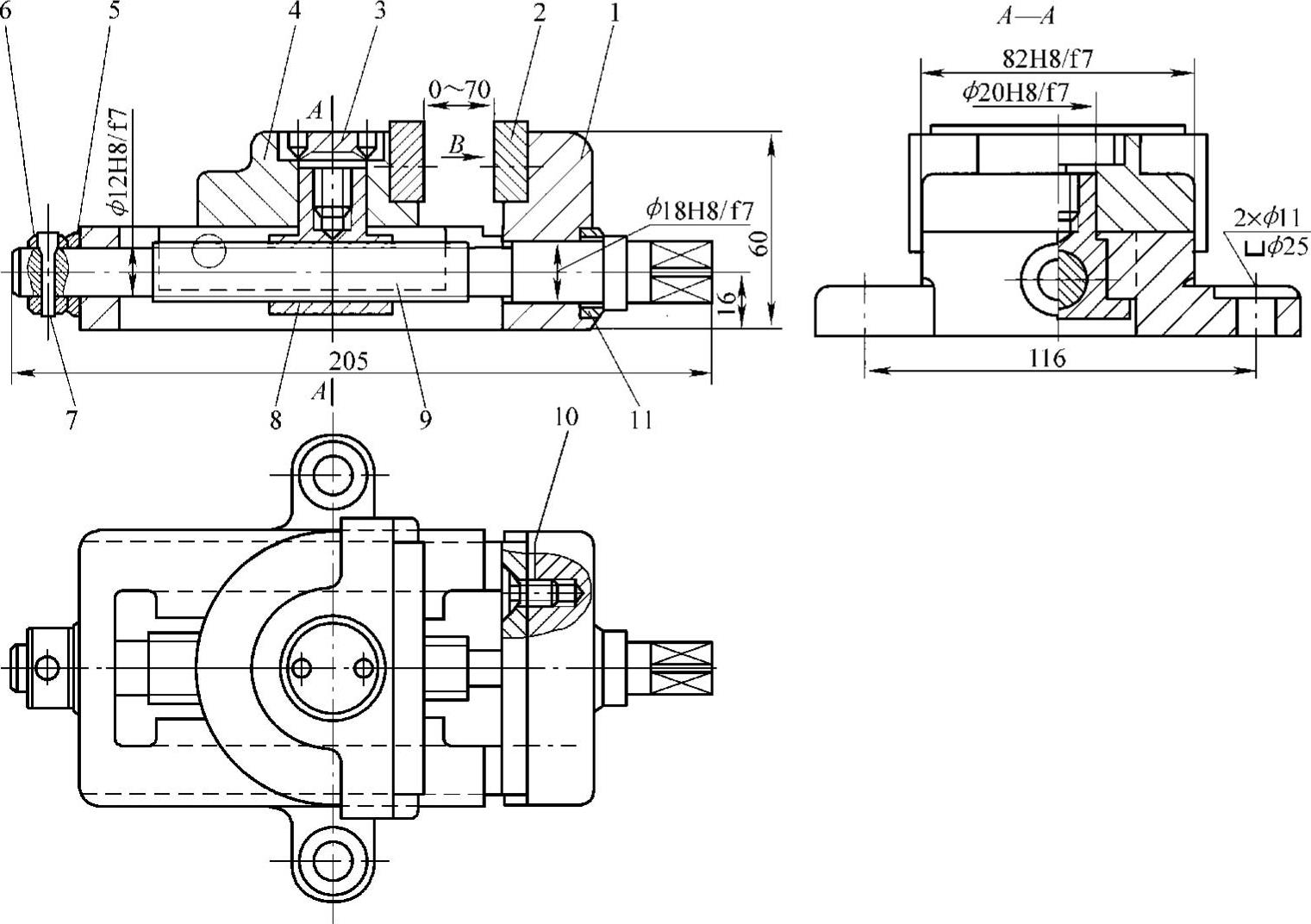
图3-68 活动钳身拆画(1)
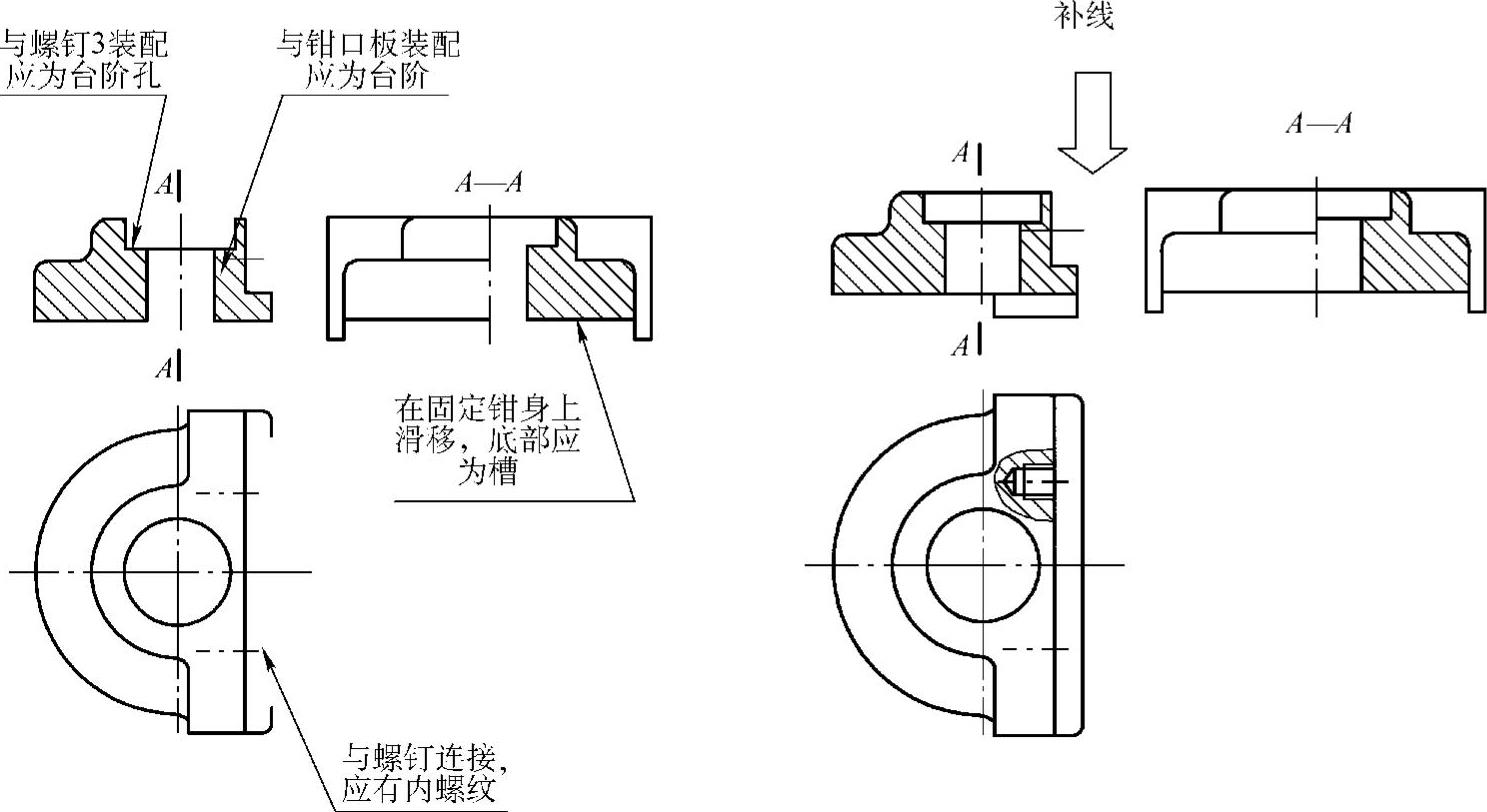
图3-69 活动钳身拆画(2)
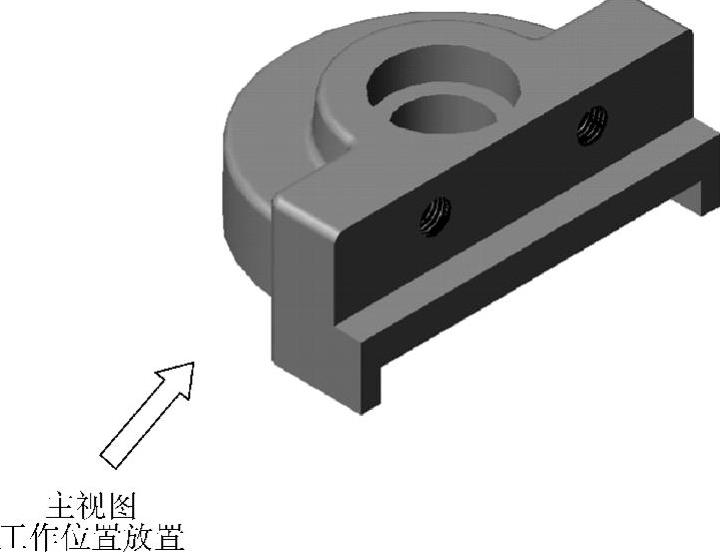
图3-70 活动钳身实体图
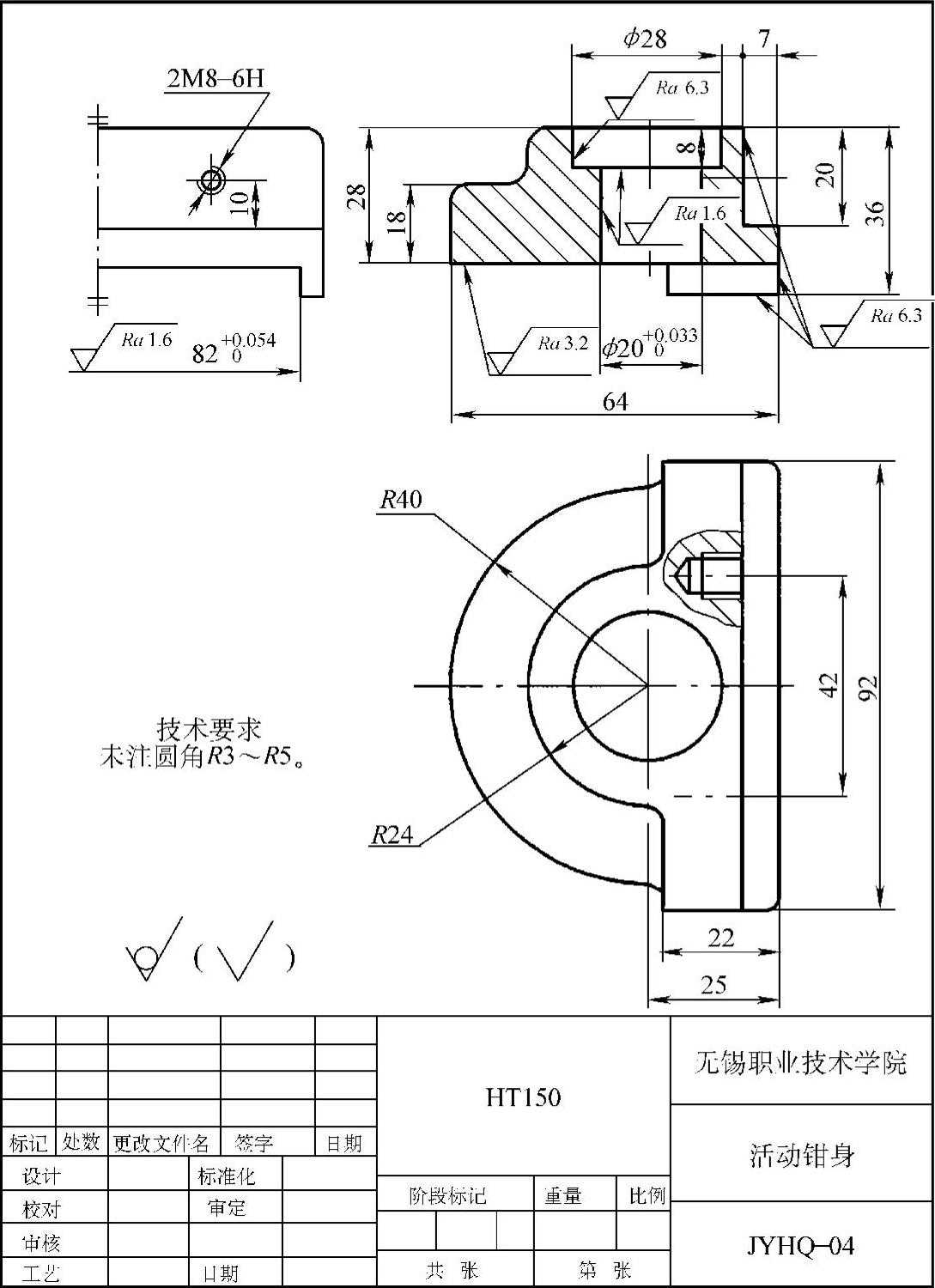
图3-71 活动钳身零件图
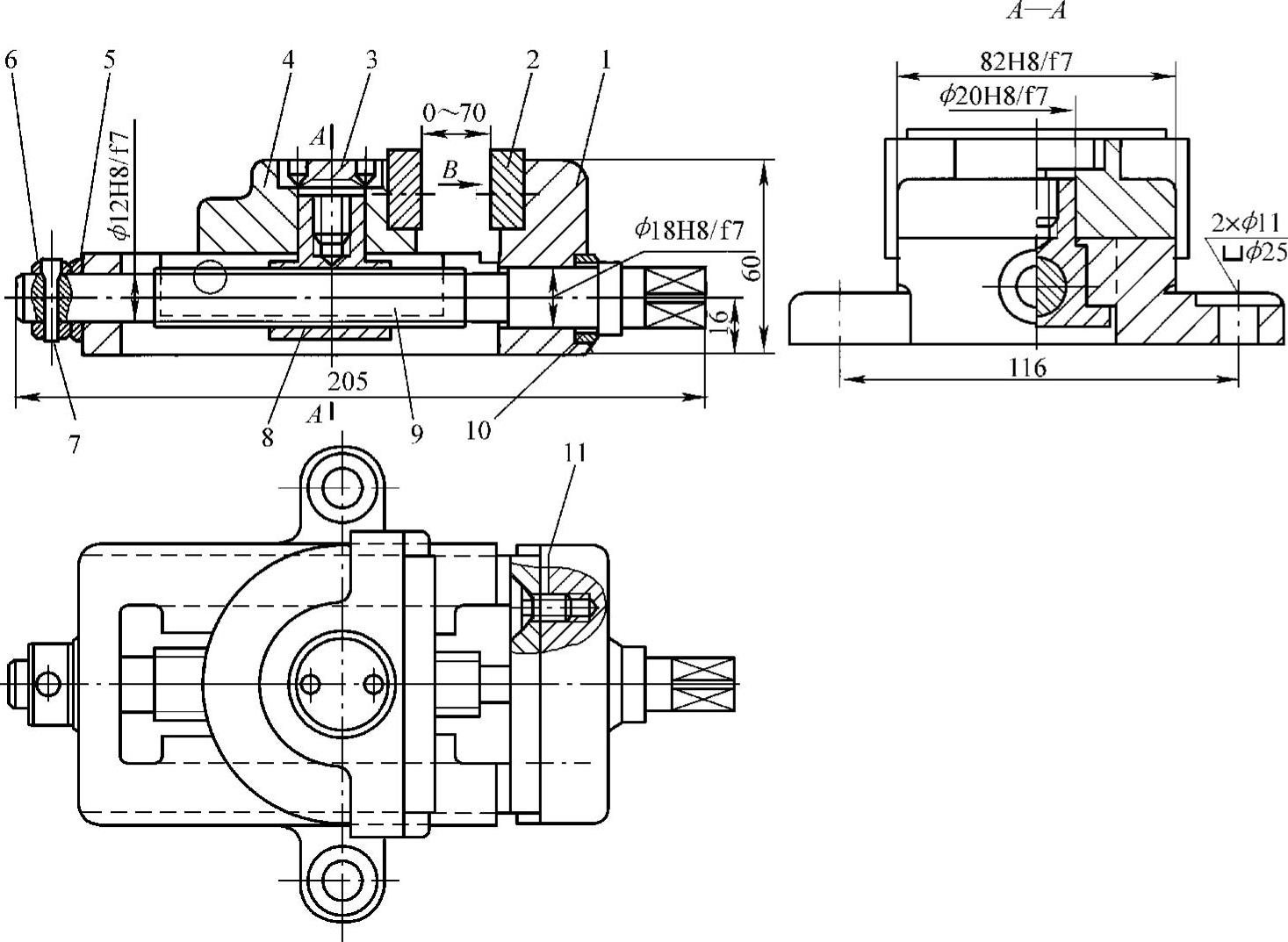
图3-72 固定钳身的拆画(1)
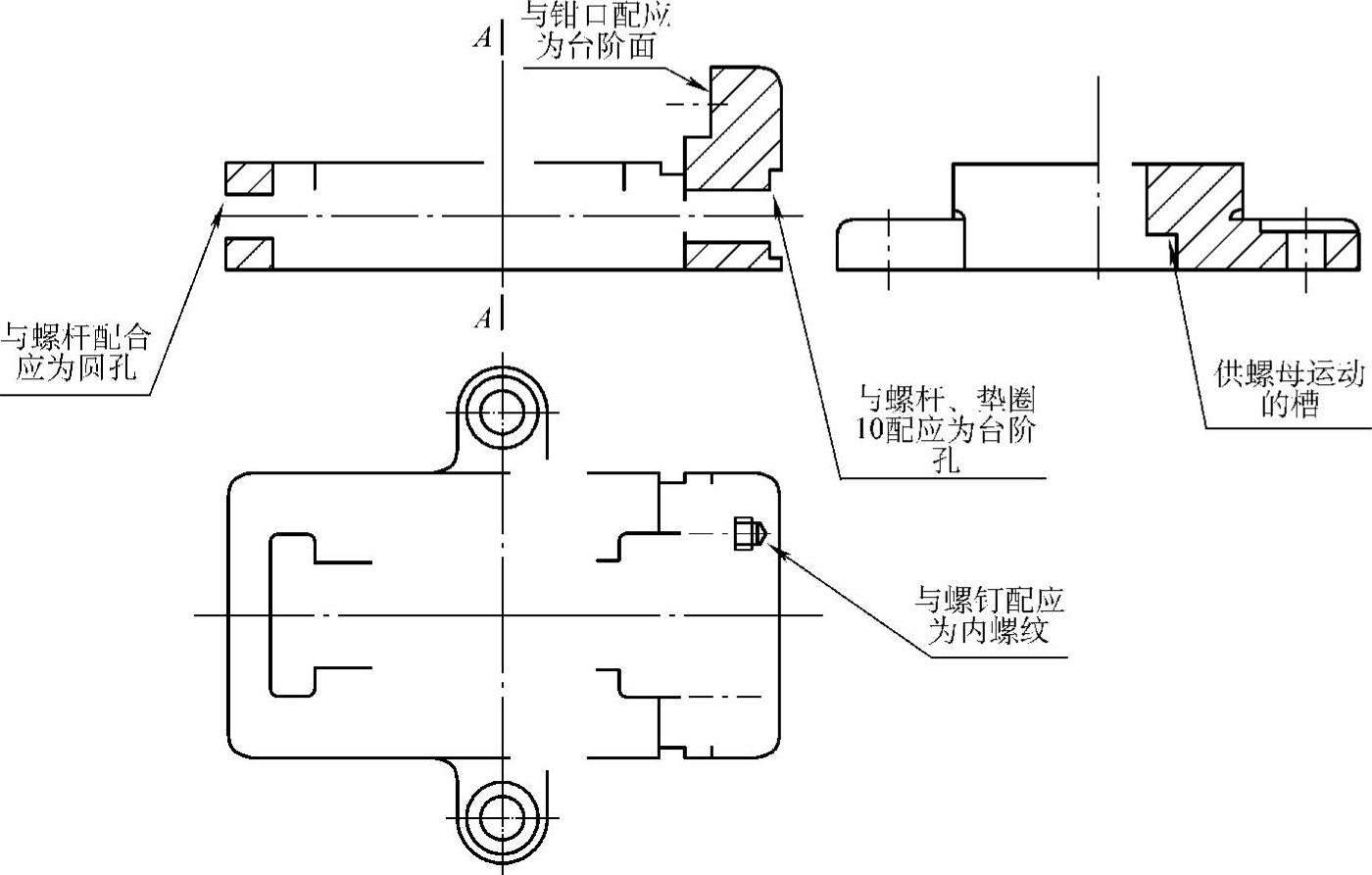
图3-73 固定钳身的拆画(2)
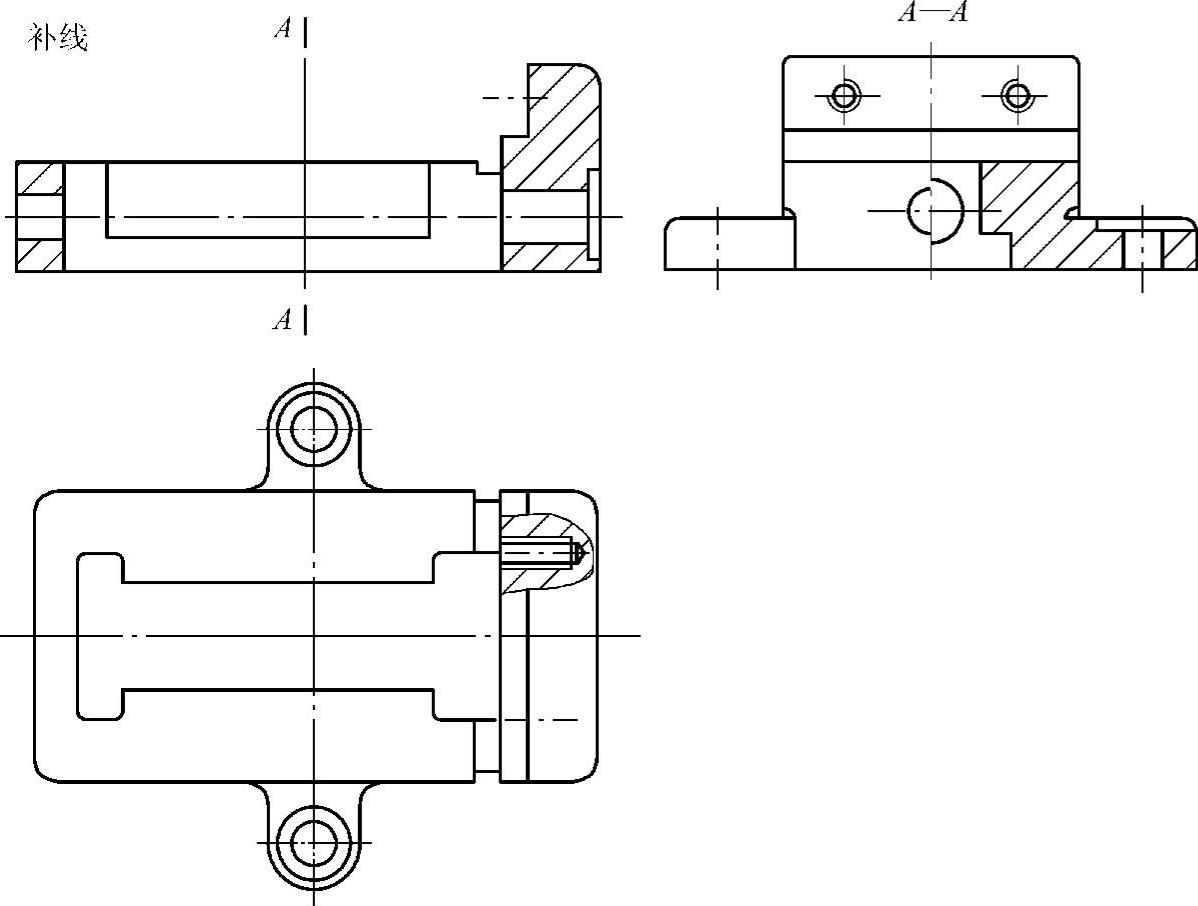
图3-74 固定钳身拆画图的补线
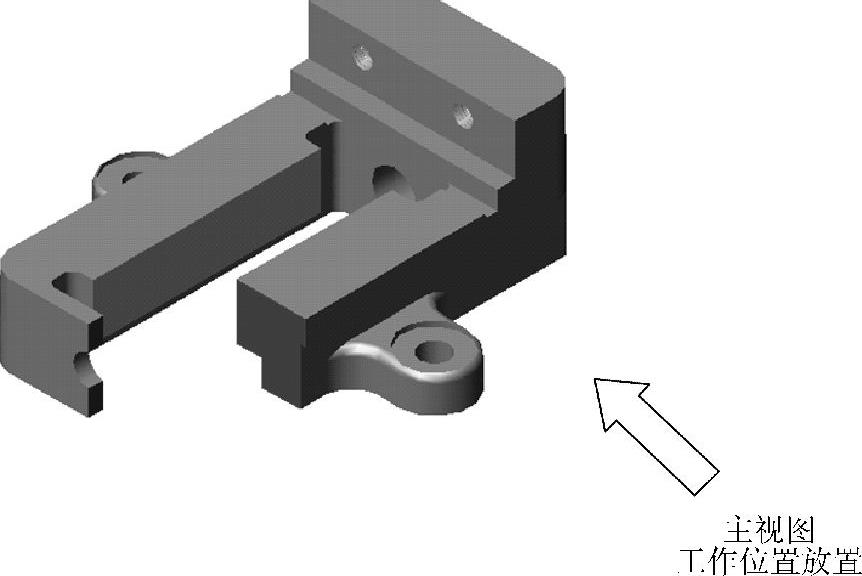
图3-75 固定钳身实体图
第一角视图:左视图放右边,右视图放左边,上视图放下面,依此类推。
第三角视图:左视图放左边,右视图放右边,上视图放上面,依此类推。第三视角的看法口诀:在左看左,在右看右,在上看上,在下看下。
另外,ISO国际标准中规定,应在标题栏附近画出所采用画法的识别符号。第一角画法的识别符号如图3-80所示,第三角画法的识别符号如图3-81所示。
我国国家标准规定,由于我国采用第一角画法,因此,当采用第一角画法时无须标出画法的识别符号;当采用第三角画法时,必须在图样的标题栏附近画出第三角画法的识别符号,如图3-81所示。根据画法识别符号可识别图样画法,但有的图样无投影标记。
ISO国际标准规定,第一角和第三角投影同等有效。各国根据国情均有所侧重,其中俄罗斯、乌克兰、德国、罗马尼亚、捷克、斯洛伐克以及东欧等国均主要用第一角投影,而美国、日本、法国、英国、加拿大、瑞士、澳大利亚、荷兰和墨西哥等国均主要用第三角投影。我国采用第一角投影。

图3-76 固定钳身零件图

图3-77 三投影面八个分角
2.第三角投影的特点
1)视图配置较好,便于识图。视图之间直接反映了视向,便于看图,便于作图。左视图在左边,右视图在右边。而第一角投影有时要采用向视图来弥补表达不清楚的部位。
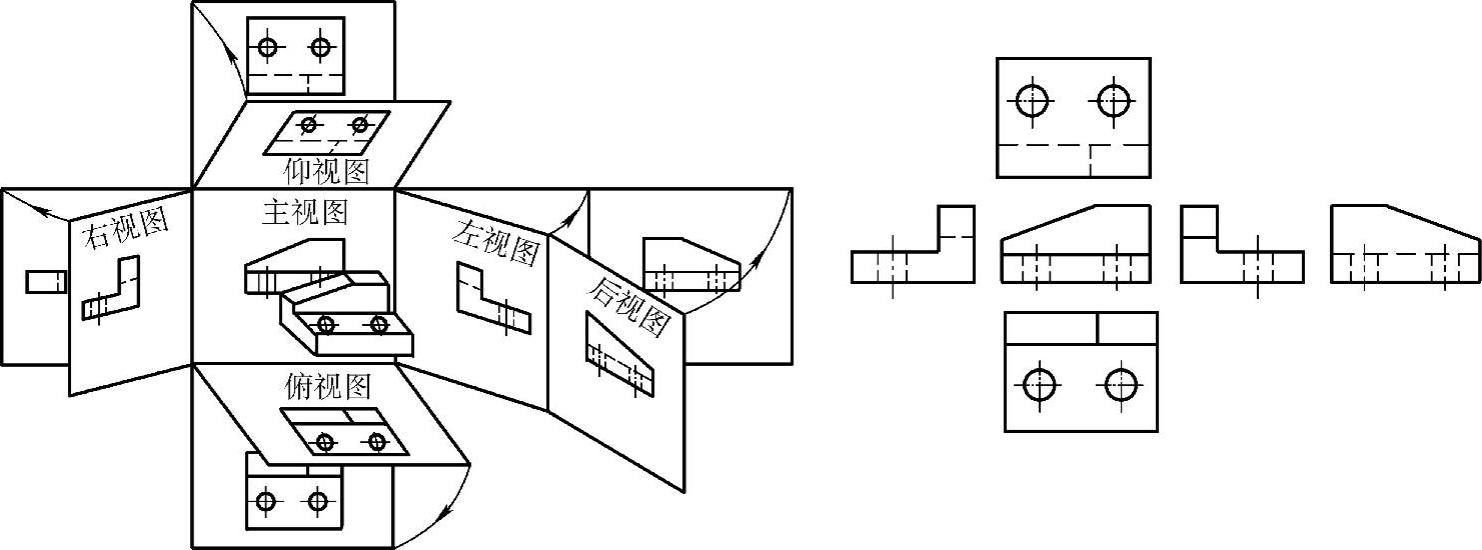
图3-78 第一角画法
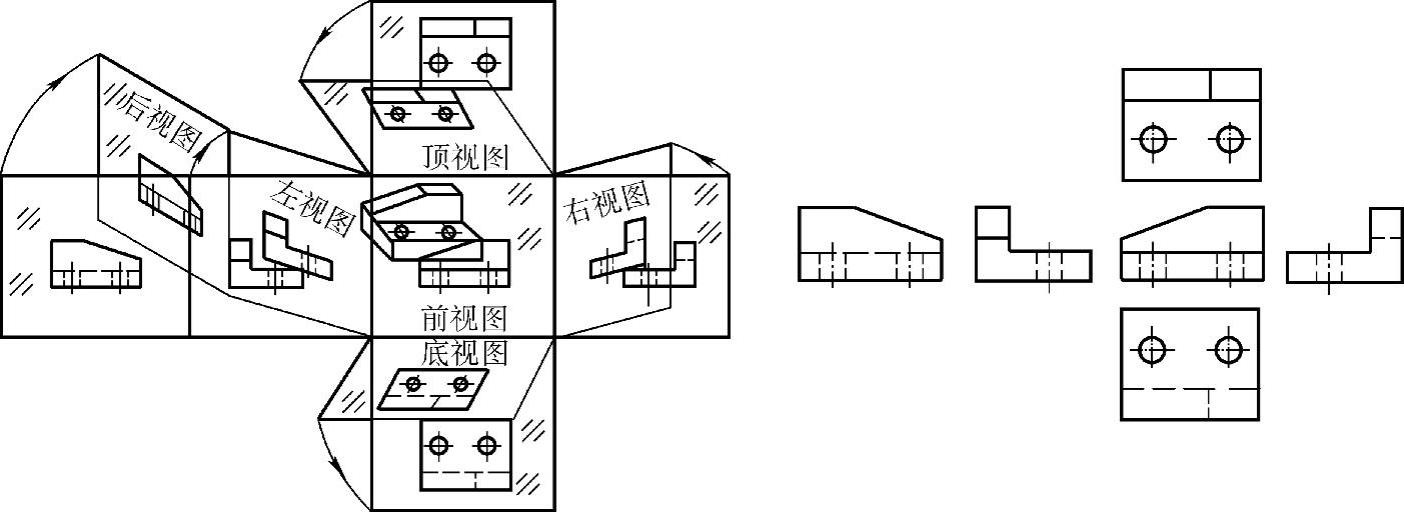
图3-79 第三角画法
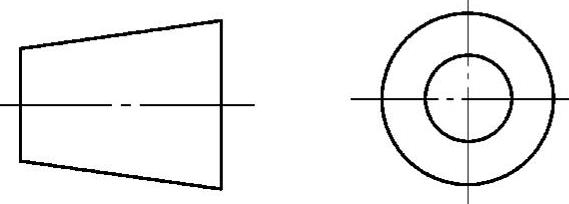
图3-80 第一角画法识别符号

图3-81 第三角画法识别符号
2)易于想象物体的空间形状。左视图和右视图向里,顶视图向下,这样易于想象物体的形状。
3)便于绘制轴侧图。易于想象物体的空间形状,对绘制轴侧图时想象物体形状有直接帮助。
4)有利于表达零件细节。相邻图就近配置,一般不需另加标注,如图3-82所示。
5)尺寸及其他标注相对集中。
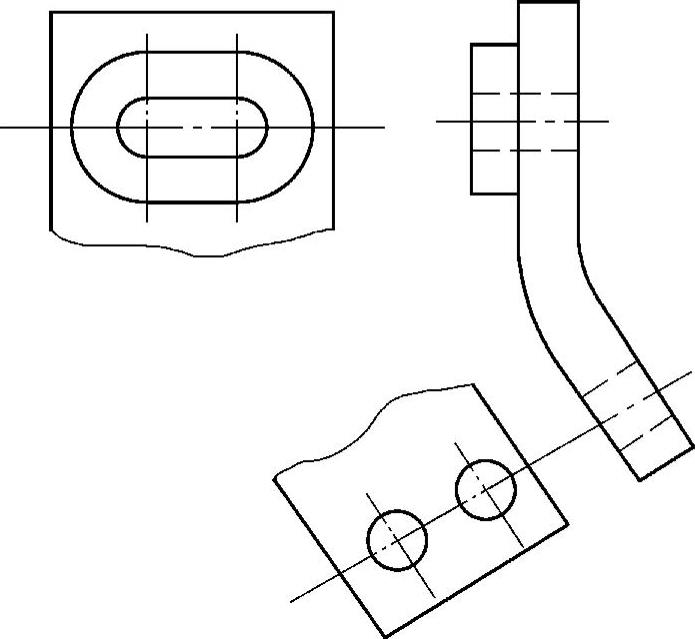
图3-82 相邻图就近配置一般不需另加标注
3.几个国家机械图样标准简介
(1)美国标准(ANSI) 美国只规定用第三角画法(偶尔在建筑图及结构图上也用第一角投影,但必须指明)。视图布置形式有一种,第一种与ISO国际标准相同,如图3-83所示;另一种如图3-84所示。
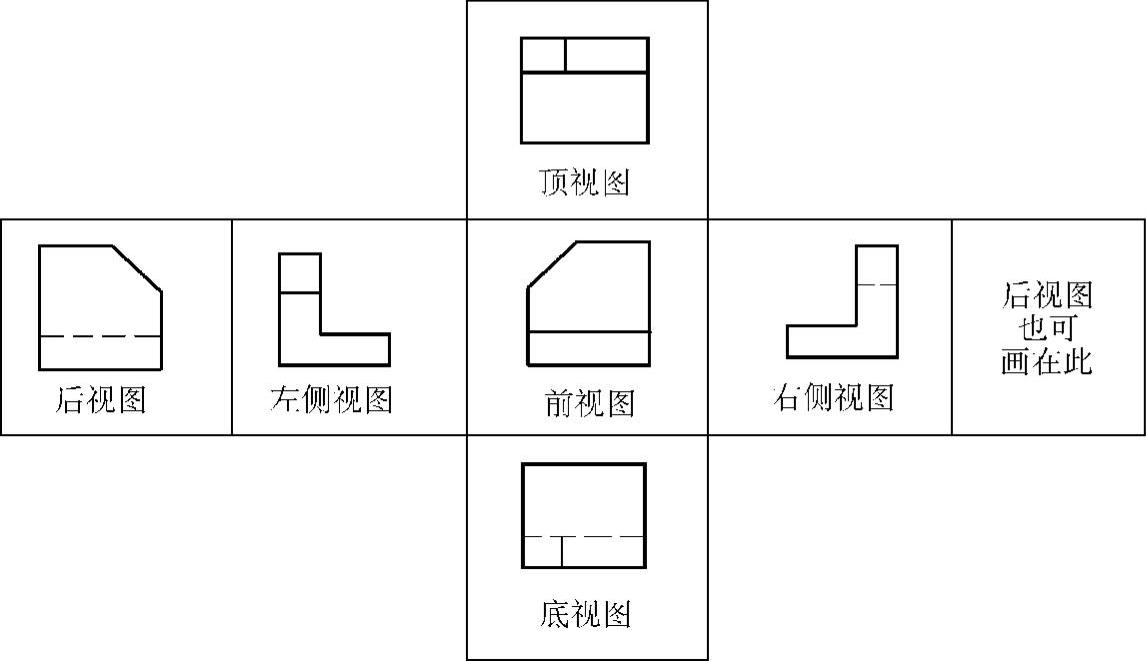
图3-83 ISO国际标准规定的第三角投影中视图布置位置
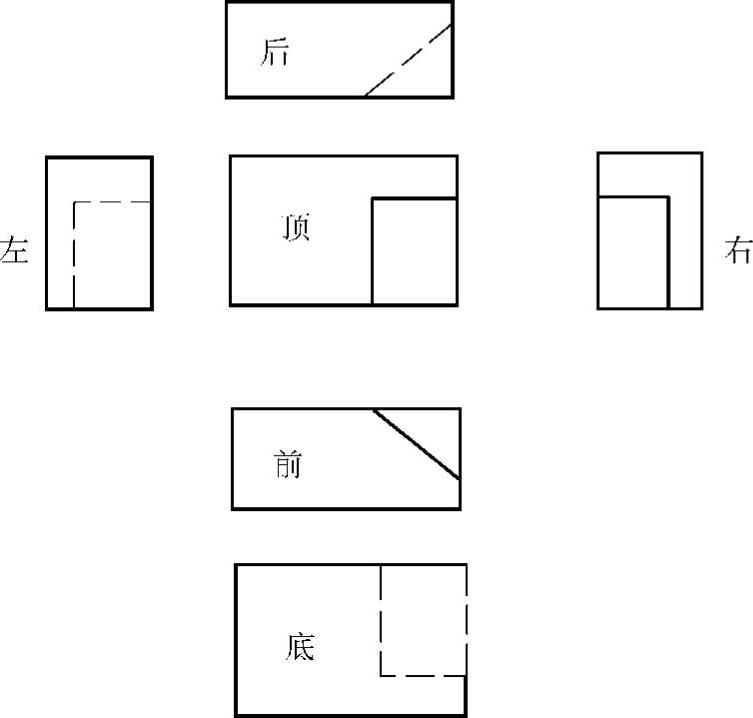
图3-84 美国视图布置形式
美国标准中尺寸标注法:美国图样中的尺寸很少以mm为单位,一般采用英寸(1英寸=25.4mm),原来采用分数形式表示多少英寸,如9/16英寸等,1966年以后改为十进制,写成小数形式。数值小于1时小数点前不写0,数字推荐水平书写。公差尺寸的上、下偏差,要注意与基本尺寸保持相同的小数位数,如尺寸在6英尺以上应注出英尺英寸符号,如12′7″。
1)直径、半径、球形代号
①视图明确反映为圆形时,不注直径代号DIA(diameter)或D,如图3-85所示;只有一个非圆视图时,尺寸数字后加注直径代号DIA或D,如图3-86所示。
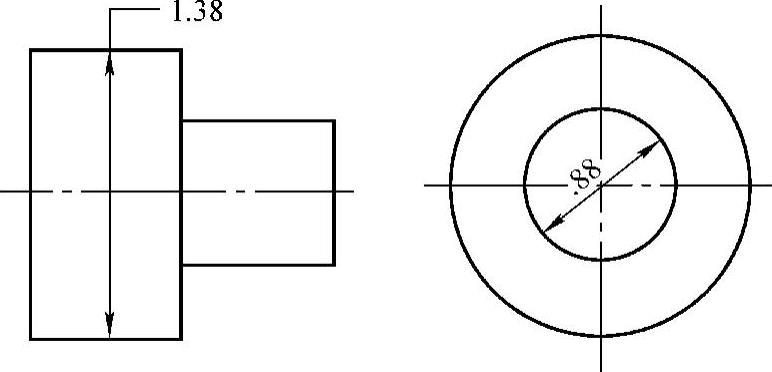
图3-85 视图为明确圆形时的直径表示方法
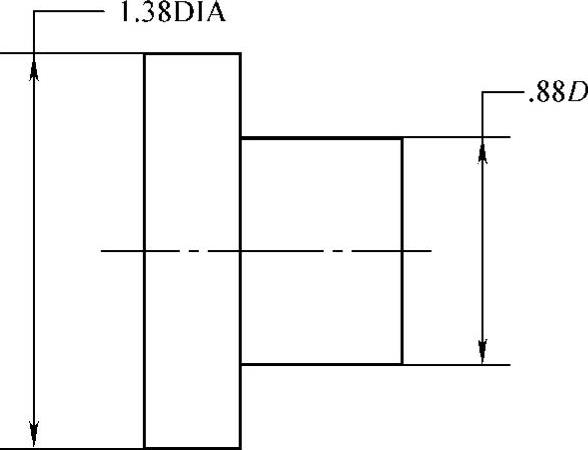
图3-86 只有一个非圆视图时,圆形表示方法
②半径尺寸数字后不加注半径代号R(radius),当半径尺寸标注在不反映半径和圆弧实形的视图中,要求半径尺寸数字后加注代号TRUER(TRUE RADI-US)(真实的R)。球形代号在尺寸数字后加注代号SPHER DIA(球直径)或SPHERR(SPHER RADIUS)(球半径)。
2)弦长(CHORD)、弧长(ARC)注法如图3-87所示。
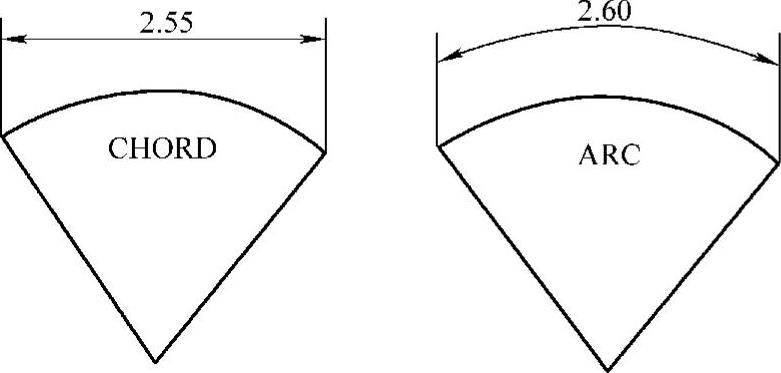
图3-87 弦长和弧长的注法
3)倒角CHAM(CHAMBER)注法如图3-88所示。

图3-88 倒角注法
4)沉孔注法如图3-89所示。(https://www.xing528.com)

图3-89 沉孔注法
5)键槽注法如图3-90所示。

图3-90 键槽注法
6)螺纹标记如图3-91所示。
(2)日本标准(JIS) 图样表示方法与美国接近,一般使用第三角投影画法。原则上同一张图样不得混用第一角、第三角画法,必要时两种画法可局部地混合使用,但必须用箭头示出另一种画法的投影方向。
下面是日本标准中尺寸标注法。
1)直径、半径、正方形、球形代号。图中有直径、半径、正方形或球面直径、半径时,在尺寸数字前加注“ϕ”、“R”、“□”,当图形明确时,可省去ϕ、R、□。
2)倒角。一般与我国相同,对45°倒角,可用字母“C”表示。
3)板厚未画出时,可加注字母“t”,如t10,相当于我国的δ=10。
4)用“P”表示铆钉孔间距,如:P=100,P=98(表示孔间距为100或98)。
5)孔的尺寸数字后可表示其他内容。
①盲孔(见图3-92)。关于加工方法的说明通常标注在尺寸数字之后,如深サ(表示深度)、キソ(表示钻孔)等。
②螺纹画法与我国相近,其标注形式如图3-93所示。
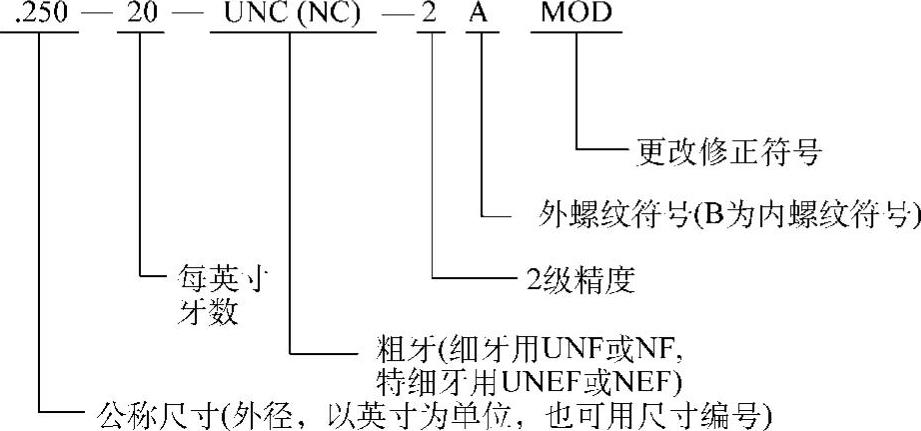
图3-91 螺纹标注

图3-92 盲孔注法
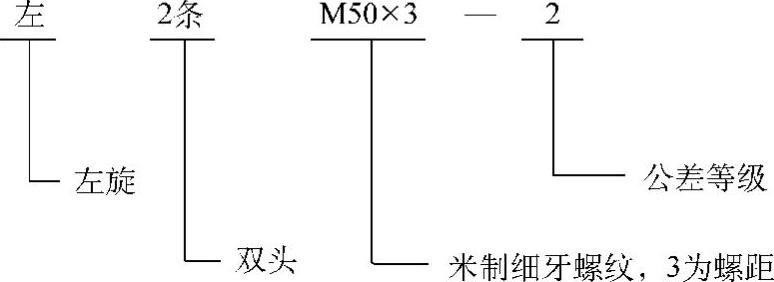
图3-93 螺纹标注
(3)英国标准(BS) 视图表达方法与ISO国际标准基本相同,尺寸标注方法与我国国标(GB)基本相同,单位也是mm,在尺寸引出线与轮廓间留有间隙(1mm左右)。剖视图中,有的画出剖面线,有的不画剖面线。
(4)法国标准(NF) 视图表达方法与ISO国际标准基本相同,尺寸标注与我国尺寸标注基本相同。
(5)德国标准(DIN) 视图表示方法与ISO国际标准基本相同,投影为圆的视图中尺寸线只有一个箭头,尺寸后加注ϕ;有两个箭头的不注“ϕ”。其他尺寸注法都能看懂。
(6)俄罗斯等前苏联独联体国家标准(ГОСТ) 视图表达、尺寸标注与我国基本相同。
(7)其他国家 加拿大标准(CSA)、波兰标准(PN)与ISO国标标准也大同小异。
4.常见尺寸的标注及要求
(1)孔(HOLE)
1)毛坯孔:3"DIAO+1CORE芯子ϕ3"0+1。
2)加工孔:1"DIA ϕ1"。
3)锪孔: 锪孔
锪孔 (C′BORE=COUNTER BORE,锪底面孔)。
(C′BORE=COUNTER BORE,锪底面孔)。
4)铰孔:1"/4 DIA REAM铰孔ϕ1"/4。
5)螺纹孔的标注一般要表示出螺纹的直径,每英寸牙数(螺距)、螺纹种类、公差等级、钻深、攻深、方向等。
例1 6 HOLES EQUI-SPACED ON 5"DIA表示6孔均布在ϕ5圆周上(EQUI-SPACED=EQUALLY SPACED均布)。
例2 DRILL 1"DIATHRO′表示钻1"通孔(THRO′=THROUGH通孔)。
例3 C/SINKϕ22×6DEEP表示沉孔ϕ22×6。
例4 TAP7"/8-14UNF-3BTHRO′表示攻统一标准细牙螺纹,每英寸14牙,公差等级3B级(UNF=UNIFIED FINE THREAD美国标准细牙螺纹)。
例5 1"DRILL 1"/4-20 UNC-3 THD7"/8 DEEP 4HOLES NOT BREAK THRO表示钻ϕ1"孔,攻1"/4美国粗牙螺纹,每英寸20牙,攻深7"/8,4孔不准钻通(UNC=UCIFIED COARSE THREAD美国标准粗牙螺纹)。
例6 1"-14NS-2THRO表示攻美国固定特种螺纹M1",每英寸牙数14,公差等级为二级,(NS=NATIONAL SPECIAL THREAD:美国固定特种标准)。
(2)倒角(CHAMFER)
例1 1/8×45°BEV表示倒角1/8×45°(BEV=BEVEI,斜面)。
例2 1.5×45°CHAM表示倒角1.5×45°(CHAM=CHAMFER倒角)。
(3)方(SQUARE)
例 5"SQUARE表示5"×5"方。
(4)剖视(SECTION)
例 SECTION A-A表示A-A剖面。
(5)圆角半径
例 1"R表示R1",RADIUS MUST BE SMOOTH AND BLEND INTO FACE表示圆弧必须光滑且与平面相切。
(6)加工余量
例 DOTTED LINES INDICATED MAX FINISH 1"/8表示虚线表示最大加工余量1"/8。
(7)零件标记
例 USE 5"/16 RAISED HAIRLINE LET-TERS MARKING ON ONE SIDE OF BODY表示用突起高为5"/16的细实线字母在本体一侧打标记。
5.标题栏和技术要求
(1)标题栏词汇 英文工程图样的右下边是标题栏(相当于我们的标题栏和部分技术要求),其中有图样名称(TILE)、设计者(DRAWN)、审查者(CHECKED)、材料(MATERIAL)、日期(DATE)、比例(SCALE)、热处理(HEAT TREATMENT)和其他一些要求。例如:
1)TOLERANCES UNLESS OTHERWISE SPECIFIAL未注公差。
2)DIMS IN mm UNLESS STATED如不做特殊要求以mm为单位。
3)ANGULAR TOLERANCE±1°角度公差±1°。
4)DIMS TOLERANCE±0.1未注尺寸公差±0.1。
5)SURFACE FINISH 3.2 UNLESS STATED未注粗糙度3.2。
(2)关于铸锻件的技术要求
例1 FORGING MUST BE ANNEALED TO BE BELOW 203 BRINELL HARD-NESS锻件必须退火处理,布氏硬度<203。
例2 NORMALIZE TO 163~207BHN MUST BE FREE OF SCALE&RUST锻件正火处理,布氏硬度163~207,锻件表面不得有氧化皮和锈蚀。
例3 FORGING TO BE SHOT OR SAND BLASTED锻件需经喷丸或喷砂处理。
例4 UNLESS OTHERWISE SPECIFIED DRAFT ANGLES 7°未注明锻造拔模斜度7°。
例5 CAST TO BE FREE OF EXCESSIVE FLASH铸件不得有过多的毛边。
例6 DRAFT ANGLE 2°UNLESS OTHERWISE SPECIFIED未注明铸造拔模斜度2°。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。