



设计零件的尺寸时,首先为保证部件的工作精度,要求能够确定零件在机器部件中的准确位置,所确定的配合连接关系应适当,并应保证所要求的互换性;其次是满足零件本身机械性能的要求,并便于加工制造。
在实际生产中,由于机床、刀具、量具和操作者技术熟练程度等存在差别,零件的尺寸不可能加工得绝对准确。为了使零件具有互换性,必须将零件尺寸的加工误差限制在一定的范围内,规定出尺寸的变动量,这就是尺寸公差。
1.公差
标准公差是国家标准所列的用以确定公差带大小的任一公差。标准公差分20个等级,即IT01、IT0、IT1~IT18。IT表示标准公差,数字表示公差等级。IT01公差值最小,精度最高;IT18公差值最大,精度最低。数值大小由基本尺寸和公差等级确定。
基本偏差是指确定公差带相对零线位置的上偏差或下偏差,一般为靠近零线的那个偏差。孔和轴各规定了28个基本偏差,其代号用拉丁字母表示,孔用大写字母,轴用小写字母。图3-28所示为孔和轴的基本偏差系列。
公差带是由标准公差和基本偏差组成的。标准公差确定了公差带的大小,基本偏差确定了公差带的位置,如图3-29所示。
公差(Tolerance)与偏差(Iimits of Deviation)是两个不同的概念。公差表示制造精度的要求,反映加工的难易程度。偏差表示与基本尺寸的远离程度,它表示公差带的位置,影响配合的松紧程度。
2.配合
基本尺寸相同且相互结合的孔和轴的公差带之间的关系,称为配合(Fit)。
配合有紧有松,国家标准将其分为三类:
1)间隙配合(Clearance Fit)。具有间隙(包括最小间隙为零)的配合。此时,孔的公差带在轴的公差带之上,孔比轴大,如图3-30所示。
2)过盈配合(Interference Fit)。具有过盈(包括最小过盈为零)的配合。此时,孔的公差带在轴的公差带之下,孔比轴小,如图3-31所示。
3)过渡配合(Transition Fit)。可能具有间隙也可能具有过盈的配合。此时,孔与轴的公差带相互交叠,孔可能比轴大,也可能比轴小,如图3-32所示。
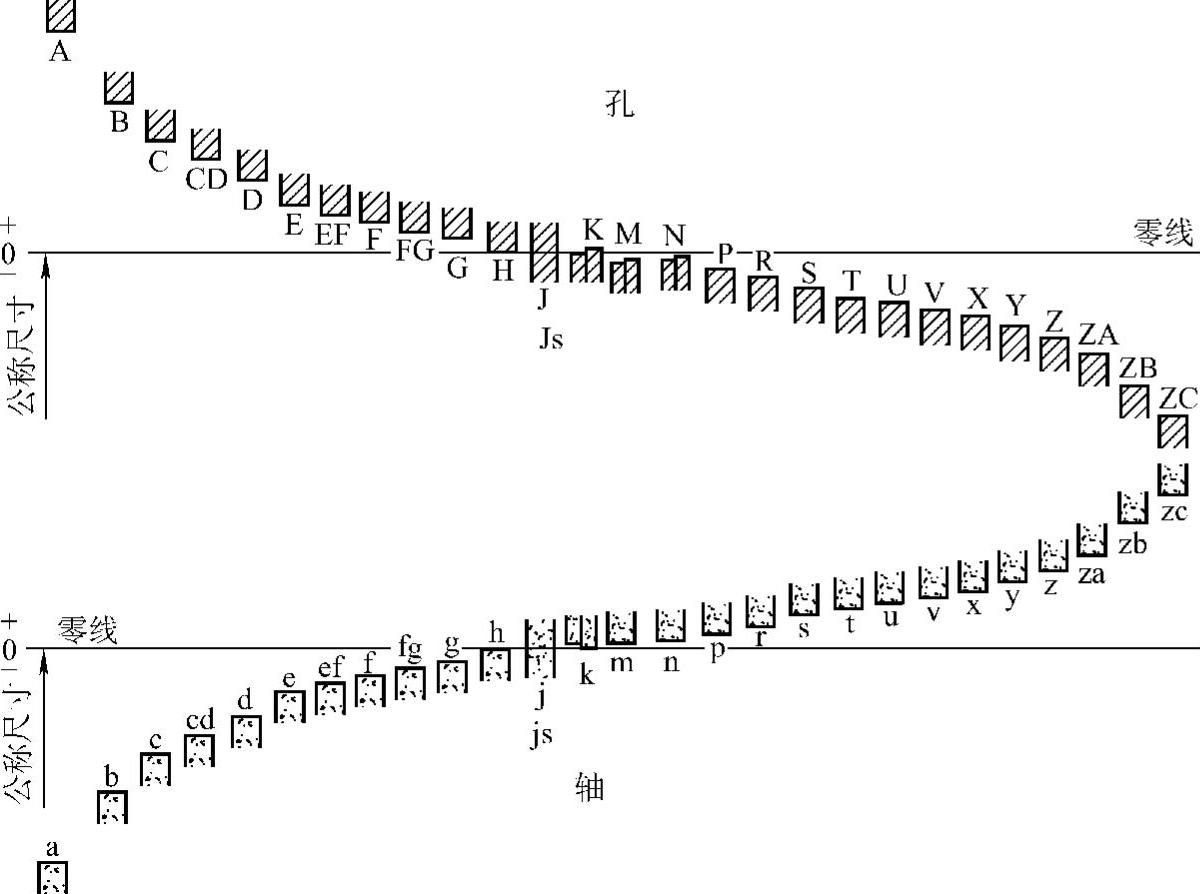
图3-28 基本偏差系列图

图3-29 公差带的位置
配合公差的意义体现在配合公差由孔、轴公差的大小决定,要提高配合精度,就要提高孔、轴的公差等级。加工零件时,实际尺寸应位于公差带的中间,以使轴与孔的松紧适当,便于装配,更能提高产品质量。

图3-30 间隙配合
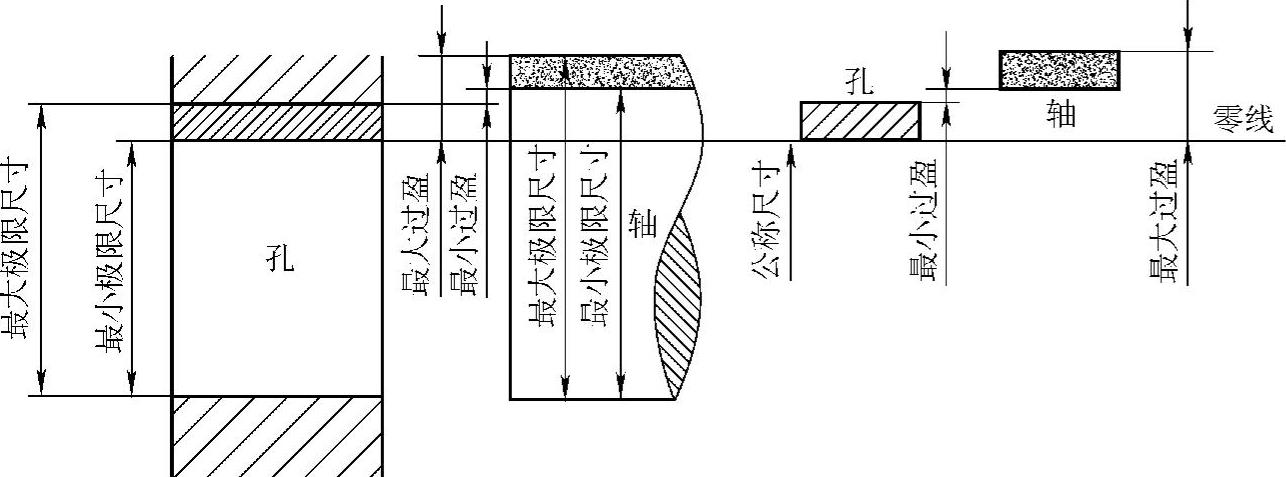
图3-31 过盈配合

图3-32 过渡配合
3.配合种类的选择
根据使用要求确定配合类别。
1)相对运动副(a~h,A~H)。(https://www.xing528.com)
2)定心可拆连接(j~n,J~N)。
3)固定连接(p~zc,P~ZC)。
4.基准制及其选择
国家标准规定了基孔制和基轴制两种基准制度。
基孔制是基本偏差为一定的孔的公差带,与不同基本偏差的轴的公差带形成各种配合的一种制度,如图3-33所示。基孔制的孔为基准孔,代号为H,其下偏差为零。一般情况下应优先选用基孔制。
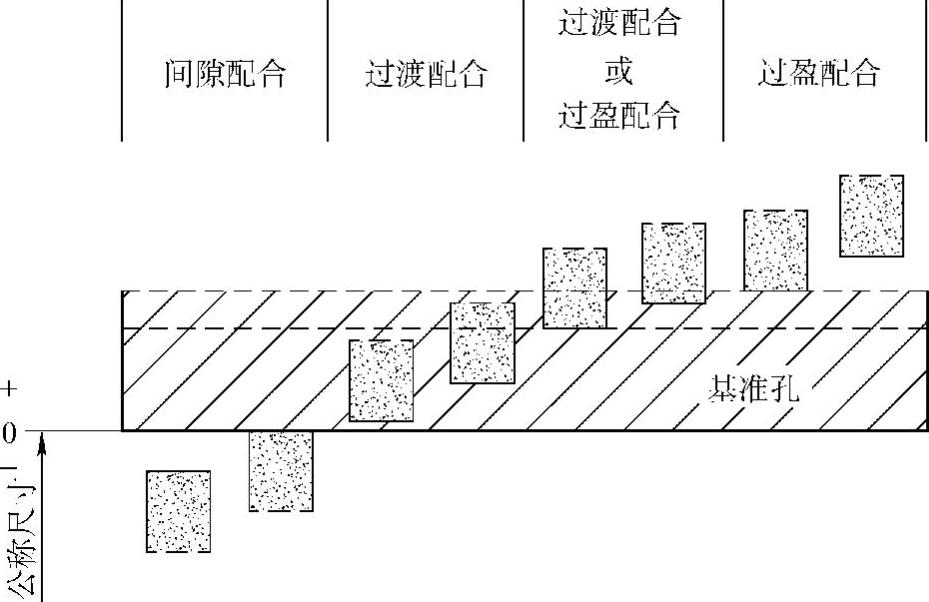
图3-33 基孔制
基轴制是基本偏差为一定的轴的公差带,与不同基本偏差的孔的公差带形成各种配合的一种制度,如图3-34所示。基轴制的轴为基准轴,代号为h,其上偏差为零。

图3-34 基轴制
基准制的选择原则:
1)一般情况下应优先选用基孔制。优先选用基孔制的原因主要是从工艺性和经济性上考虑。加工中小尺寸的孔,通常采用价格较贵的钻头、铰刀、拉刀等定尺寸刀具,但对于不同尺寸的轴,只需用一种规格的车刀或砂轮来加工,测量采用通用量具即可。
2)基轴制的选择。直接使用有一定公差等级(IT8~IT11)而不再进行机械加工的冷拔钢材(这种钢材是按基准轴的公差带制造)制作轴。若需要各种不同的配合时,可选择不同的孔公差带位置来实现,这种情况主要应用在农业机械和纺织机械中。
加工尺寸小于1mm的精密轴比同级孔要困难,因此在仪器制造、钟表生产、无线电工程中,常使用经过光轧成形的钢丝直接做轴,此时采用基轴制较经济。
根据结构上的需要,在同一基本尺寸的轴上装配具有不同配合要求的几个孔件时应采用基轴制。
3)零件和标准件配合时,应将标准件作基准。若与标准件(零件或部件)配合,应以标准件为基准件,来确定采用基孔制还是基轴制。例如:平键、半圆键联结,由于键是标准件,键与键槽的配合应采用基轴制;滚动轴承外圈与箱体孔的配合应采用基轴制,滚动轴承内圈与轴的配合应采用基孔制,且在装配图上只需标注非标准件的配合代号。
4)一个基本尺寸的轴和多个孔配合时多采用基轴制。一轴多孔配合可采用基轴制。特大件和特小件可采用基轴制。
5)在特殊情况下可采用非基准制,如轴承盖和箱体的配合。
5.极限与配合的标注
(1)在零件图上的标注 在零件图上标注公差有三种形式:在孔或轴的基本尺寸后面,一是标注公差带代号,二是标注极限偏差值,三是同时标注公差带代号和极限偏差值,如图3-35所示。
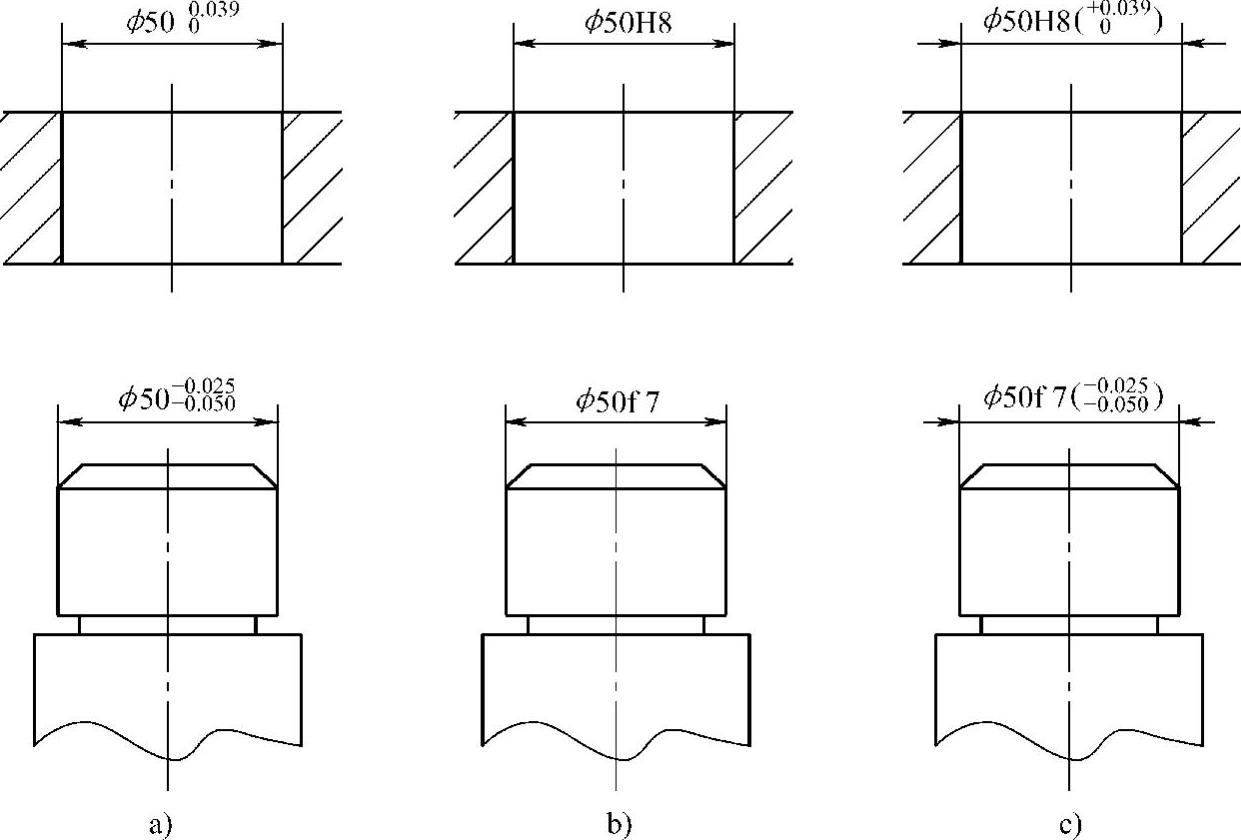
图3-35 零件图上尺寸公差的标注
(2)在装配图上的标注 在装配图上标注公差与配合,是在基本尺寸的后面用分数形式注出,分子为孔的公差带代号,分母为轴的公差带代号,如图3-36所示。

图3-36 装配图上公差与配合的标注
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。