



全自动钢管表面除锈机的电控系统由主传动电器控制、液压传动电液控制和系统PLC操作控制三部分组成。
1.主传动电器控制电路图
主传动电器控制主要为油泵电动机、主轴电动机、纵向溜板电动机、横向拖板电动机、钢刷轮电动机和吸尘器电动机的控制。其中纵向溜板采用滑差电磁调速电动机,其余均为交流异步笼型电动机,其电路图如图6-3所示。
2.液压传动电液控制简图
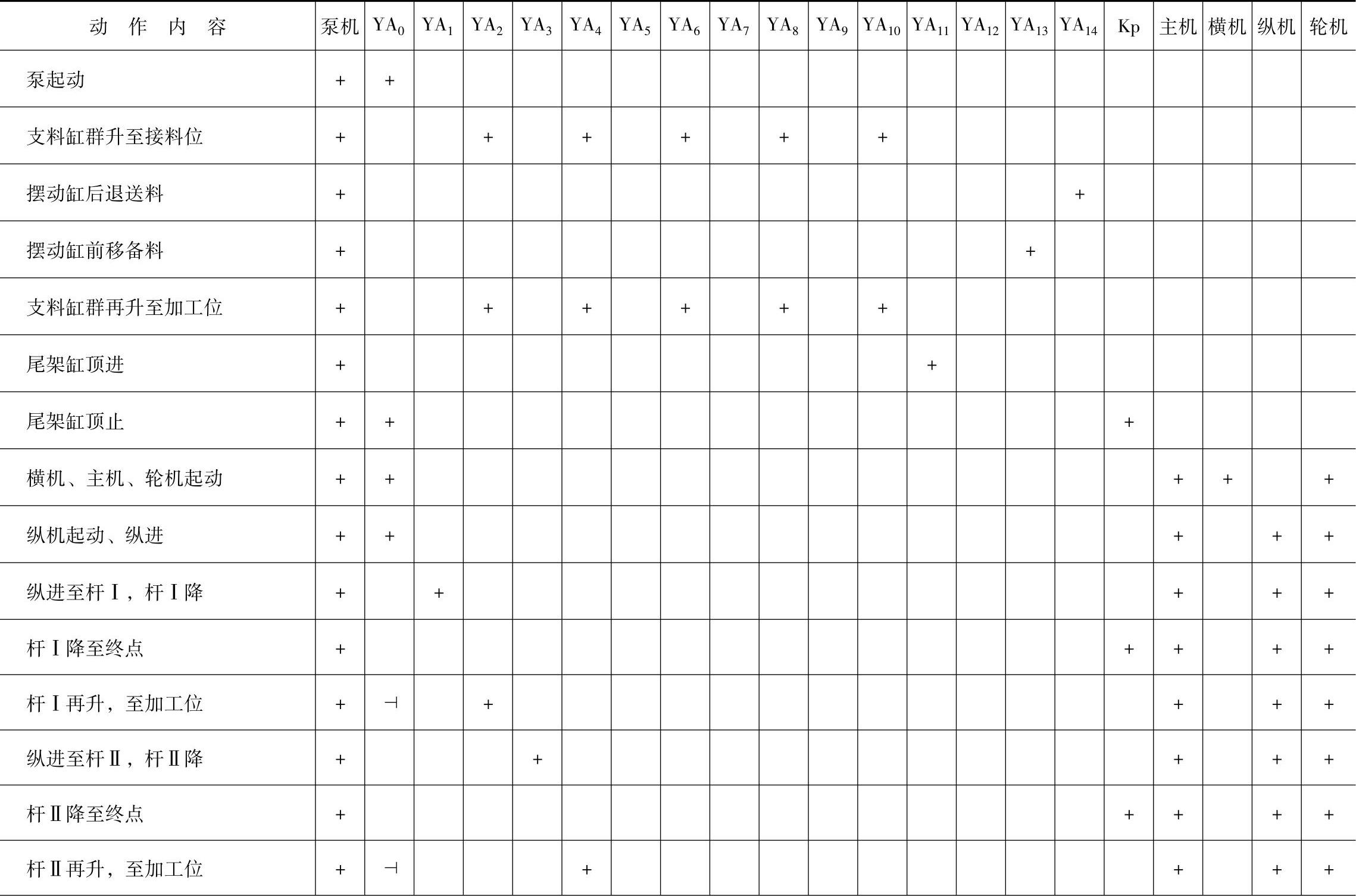
液压传动电液控制主要为5个接料顶起支承液压缸和2个拨料液压缸及1个尾座顶紧液压缸的传动,共用了7个二位四通电磁阀和1个泄压阀。其液压传动简图如图6-4所示。其动作过程见表6-1。
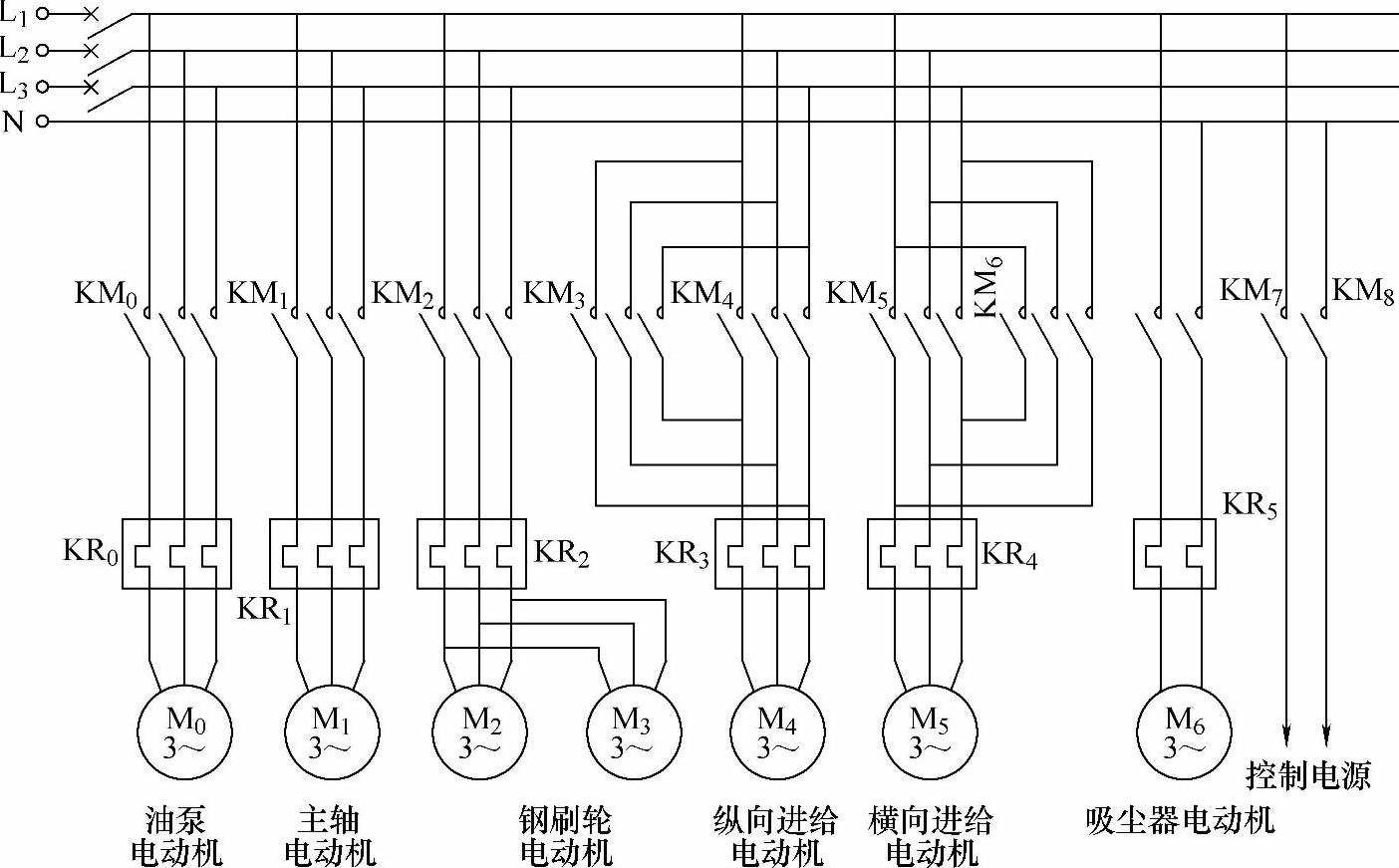
图6-3 全自动钢管表面除锈机主传动电器控制电路图
3.PLC控制系统构成原理框图
本系统采用日本三菱公司的F1-60MR型PLC为主控基本单元、F1-60ER为扩展单元,利用各种按钮、转换开关、接近开关、压力开关、热继电器、触点等作为输入指令或转步及保护控制信号;以继电器、接触器、事故警铃或警灯等作为输出执行部件;配以调速控制器、交直流电源等电器元件设计构成。其系统构成原理框图如图6-5所示,它具有以下主要技术特点。
1)系统操作控制自动化程度高。全系统包括7台电动机、15个电磁铁的操作控制、工况检测、故障诊断、状态显示及监控;从钢管自动送入接料架到顶紧、钢管旋转、刷轮横向进给至钢管上及纵向进给打磨除锈,并且行进速度无级调节、钢刷轮行进到各支承缸时该支承缸自动下降并待钢刷轮行进过后又自动上升到支承状态、钢管除锈结束自动下料并进入下一支钢管除锈循环状态,全部生产工序过程循环自动进行;启动时只需按一下启动按钮,其后的工作全由PLC控制完成。其工作速度连续无级可调,效率高、操作使用安全方便可靠、自动化程度高。
2)系统的适应性强。本系统的工作设有手动、自动、返回原位3种工作方式,可视工作需要进行选择。通常手动方式用于正常生产前的调机试车,待整机调试完毕后可使各部件及工序返回原位状态。当切入自动状态,机组便开始全自动循环工作。除锈钢管长度可在0~12m间调节,钢管的粗细可由更换拨料模具实现。
3)系统的保护功能齐全。按用户要求,系统设计有横向和纵向进给限位保护以及各台电动机的过载保护。为确保安全生产,针对在顶料时可能由于钢管弯曲而顶不到料,此时对设备立即进行停机处理;尤其重要的是增加了当打磨刷轮机纵向进给到某一支持缸时,该缸不下降或下降不到底,都可能造成刷轮机构和缸架撞击而使设备损坏,此时也作立即停机处理。增添了这些保护功能后,设计更加完善,即使出现故障也能得到及时保护,达到万无一失,设备安全运行得到了有力保障。(https://www.xing528.com)
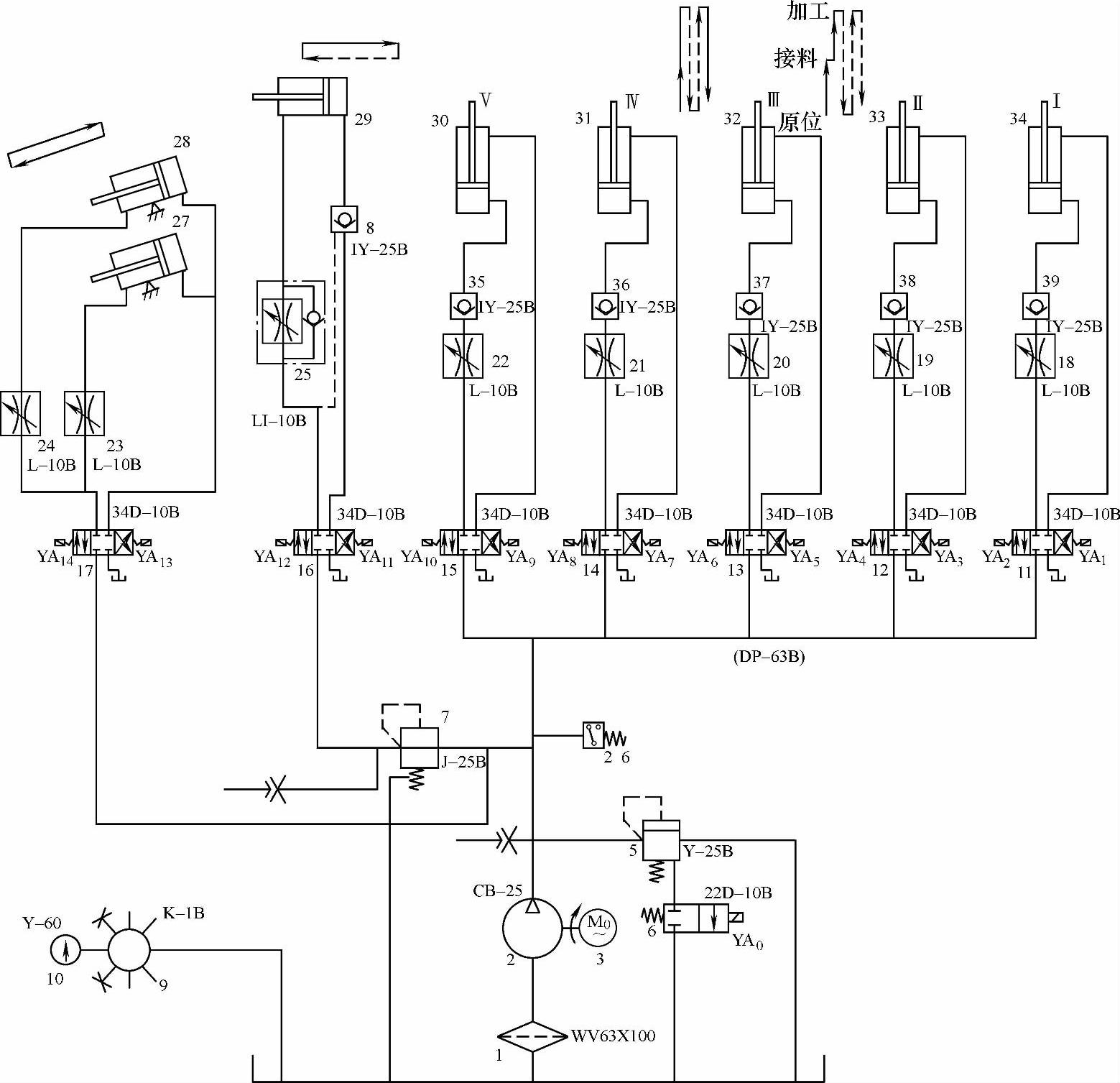
图6-4 液压传动简图
4)系统本身自诊断能力强。不仅F1-60MR中的CPU有自诊断功能,智能I/O模块及I/O子程序均有自己的自诊断功能;系统电源和直流电源均有自保护功能;系统掉电后具有现场保护的自恢复功能,保证了系统工作的准确性。
表6-1 除锈机液压系统电器件动作表
(续)
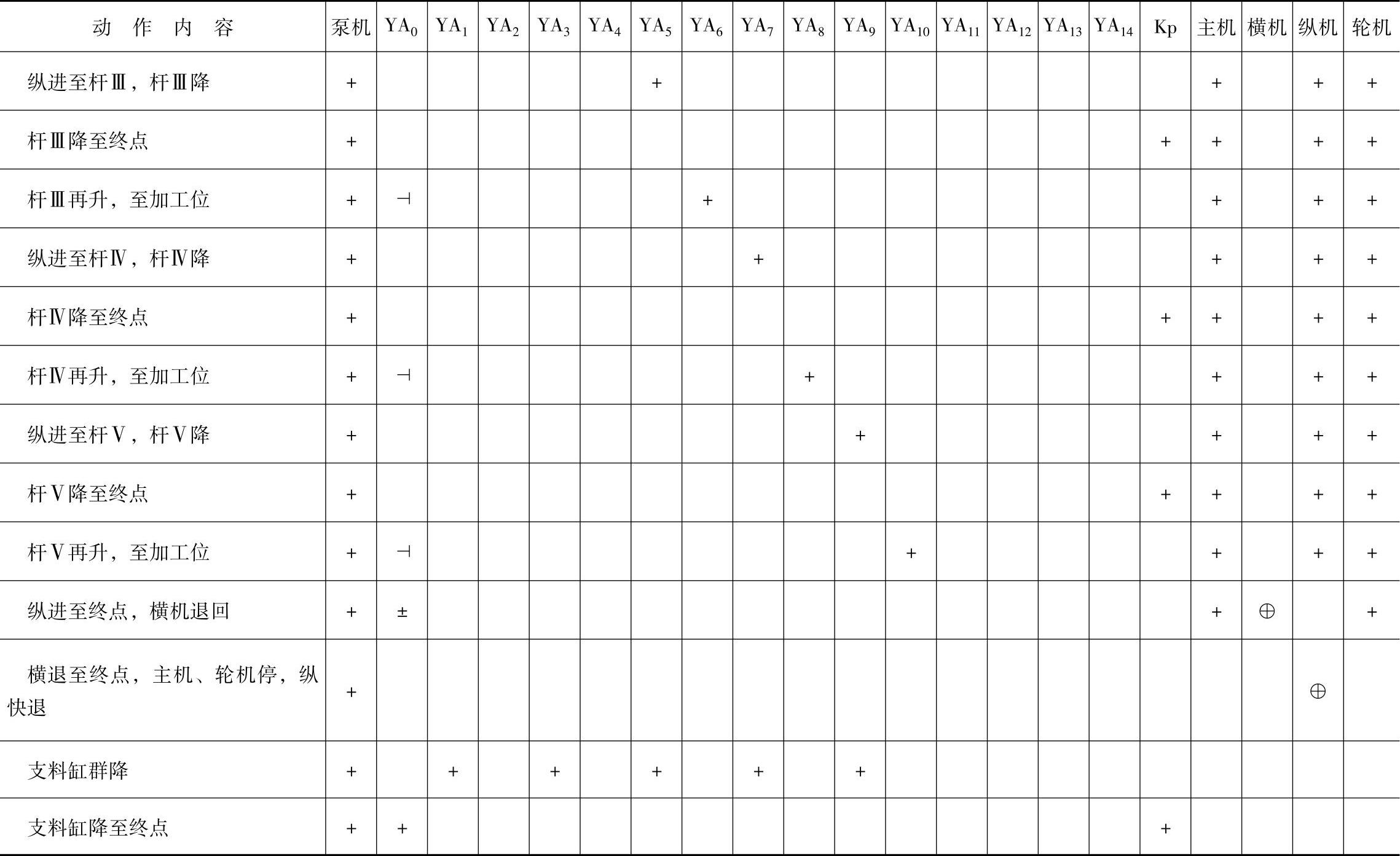
注:1.+表示得电,⊥表示动作终了时得电,表示反接。
2.YA0受其余电磁阀制约,即其余任何电磁阀得电,YA0均失电;其余电磁阀全部失电,YA0即刻得电。
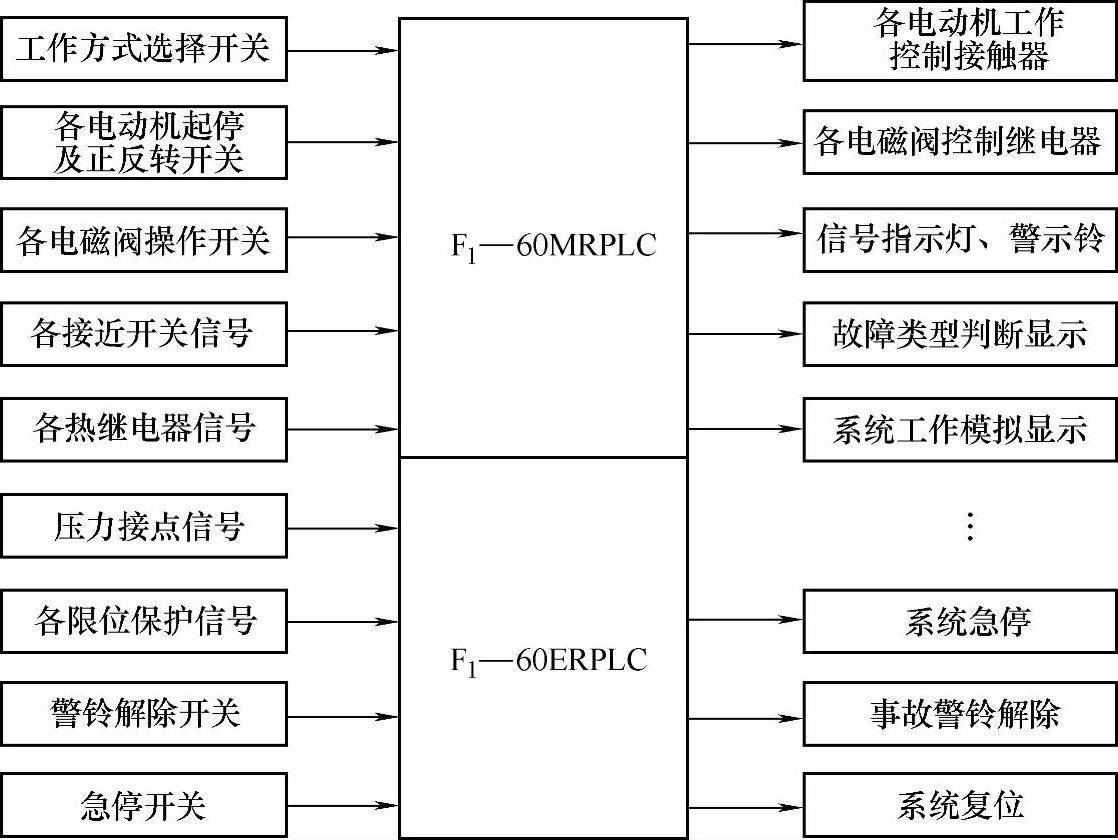
图6-5 PLC系统构成原理框图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。