



全自动钢管表面除锈机主要由主轴箱A、工作滑台及纵向进给电动机B与横向进给电动机C、尾座及尾座顶紧液压缸6、上料顶起及支承液压缸1~5、拨上料液压缸7和8、钢刷轮旋转电动机D和E、液压集成箱9、微机PLC系统操作控制台10等组成,其结构组成如图6-1所示。
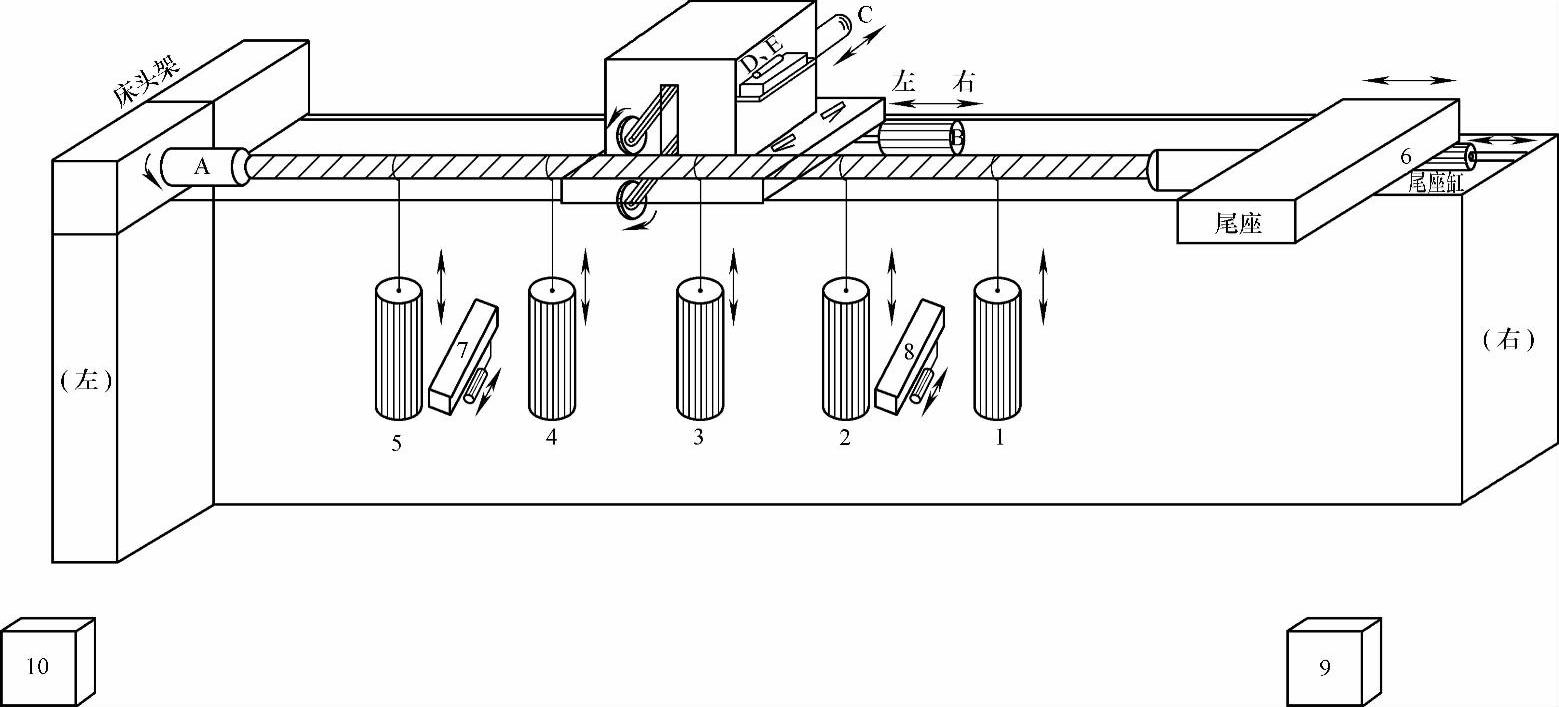
图6-1 全自动钢管表面除锈机结构示意图
1~5—上料顶起及支承液压缸 6—尾座及顶紧液压缸 7、8—拨上料液压缸 9—液压集成箱 10—微机PLC系统操作控制台 A—主轴(主轴电动机带动)箱 B—纵向进给电动机 C—横向进给电动机D、E—钢刷轮旋转电动机
全自动钢管表面除锈机主要由机械主体、液压传动装置、PLC全自动操作控制系统三部分构成。
机械主体由13.5m长的床身、床头、尾座、工作滑台、横向进给机构溜板箱、纵向进给机构溜板箱等机械结构组成。采用钢刷轮机械打磨方式进行除锈。为防止12m长的钢管在顶紧和打磨过程中弯曲变形,在床身上安装有5个钢管上料顶起及支承架;在打磨除锈过程中钢管的顶紧和旋转由床头上的主轴和可移动的尾座完成,刷轮的旋转由旋转电动机带动,横向进给由横向拖板上的横向进给电动机传动,纵向进给由纵向溜板上的纵向进给调速电动机拖动。(https://www.xing528.com)
液压传动装置由油箱、油泵、上料顶起及支承架、2个拨上料摆动液压缸、1个尾座顶紧液压缸和输油管路组成。液压缸的动作由7个二位四通电磁阀和1个泄压阀控制,油压的调节由电接点压力表监控。油箱、油泵、电磁阀集成于一体构成液压集成箱结构。
由于该除锈机器的自动化程度要求高,生产过程复杂,各种动作机构的配合和制约关系繁乱,操作、测控以及保护的信号点太多,采用传统的继电器-接触器控制难于可靠实现。为此选用了日本三菱公司F1系列PLC作为中心控制器,采用34个由国外进口、高灵敏度的接近开关作为行程监控、位置保护、工序转步的检测元件,配以各种输入指令开关及输出控制器,构成了一个72点输入、48点输出的PLC控制系统。
该机器主要完成的控制动作为接料、送料、钢管顶紧、钢管支承、刷轮机打磨除锈及进给、自动下料等。刷轮机在打磨除锈的行进过程中,当接近某个接料支承架时,该接料支承架应自动下降并保证下降到位,刷轮机才能行进,待刷轮机行进过去后再自动上升到支承状态。其生产工艺流程如图6-2所示。
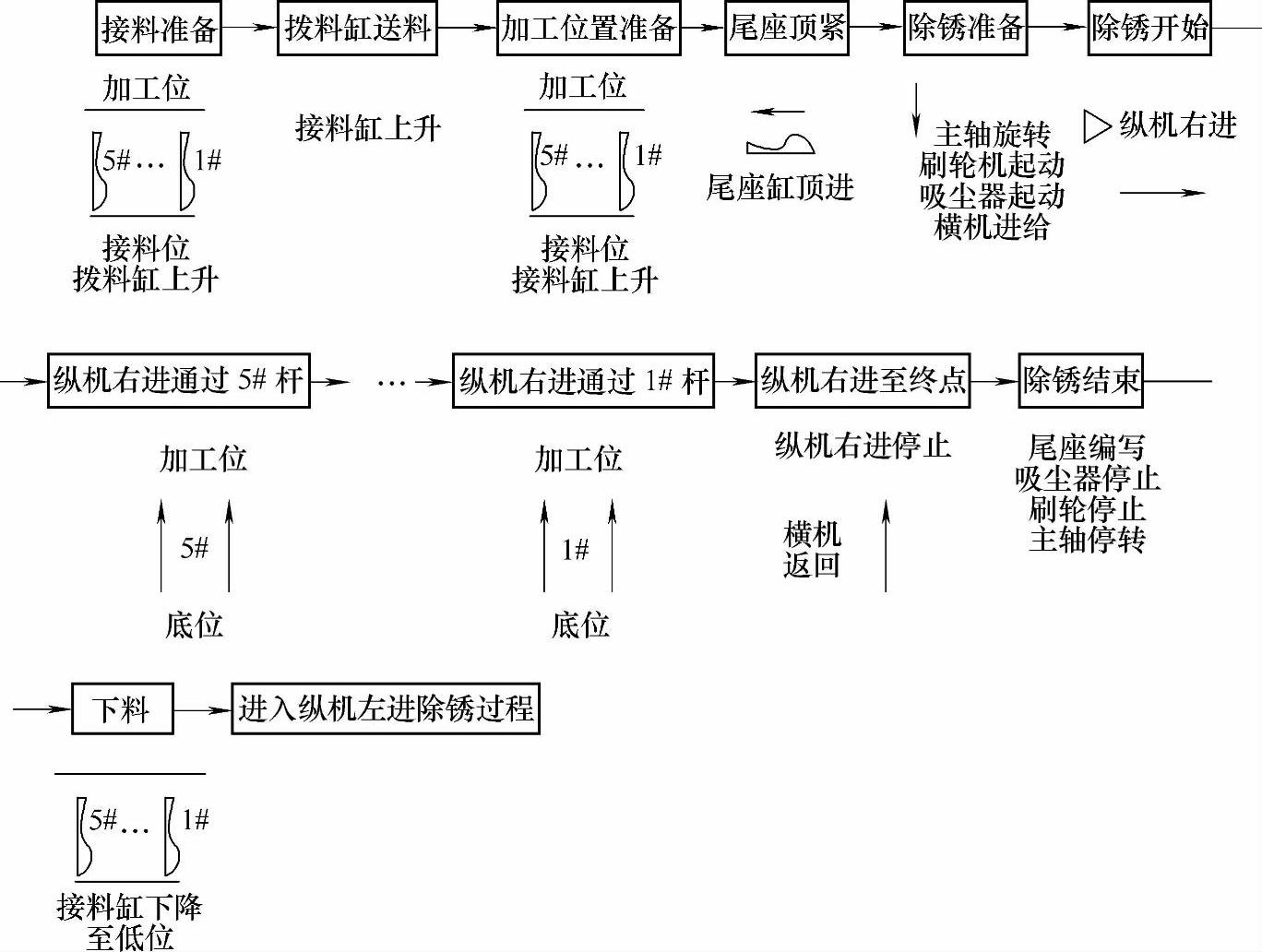
图6-2 除锈生产过程工艺流程简图
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。