



1.编制控制程序的步骤
数控机床中PLC的程序编制是指控制程序的编制。在编制程序时,主要根据被控制对象的控制流程的要求和PLC的型号及配置等条件编制控制程序,编制控制程序的步骤如下。
(1)编制CNC装置I/O接口文件CNC装置I/O的主要接口文件有I/O地址分配表和PLC所需数据表。这些文件是设计梯形图程序的基础资料之一。梯形图所用到的数控机床内部和外部信号、信号地址、名称、传输方向,以及与功能指令等有关的设定数据和与信号有关的电气元件等都反映在I/O接口文件中。
(2)设计数控机床的梯形图 用前面介绍的PLC程序设计方法设计数控机床的梯形图程序。若控制系统比较复杂,可采用“化整为零”的方法,等待每一个控制功能梯形图设计出来后,再“积零为整”完善相互关系,使设计出的梯形图实现其根据控制任务所确定的顺序的全部功能。完善的梯形图程序除能满足数控机床(被控对象)控制要求外,还应具有最小的步数、最短的顺序处理时间和容易理解的逻辑关系。
(3)数控机床中PLC控制程序的调试 编好的PLC控制程序需要经过运行调试,以确认是否满足数控机床控制的要求。一般来说,控制程序要经过“仿真调试”(或称模拟调试)和“联机调试”合格后,并制作成程序的控制介质,才算编程完毕。
下面以数控机床的主轴控制为例,介绍内装型PLC在数控机床控制中的应用程序设计。
2.PLC在数控机床主轴中的控制程序设计
数控机床的主轴控制是数控机床中重要部件的控制,它控制的好坏,直接关系到数控机床的性能。数控机床的主轴控制包括主轴运动控制和定向控制两方面。
(1)数控机床的主轴运动控制 数控机床的主轴运动控制包括起/停控制、速度控制、顺时针和逆时针等旋向控制、手动控制和自动控制,还有主轴故障等。在分析清楚主轴运动控制的基础上,根据数控机床中PLC的配置和主轴控制的相关地址,编制I/O接口文件;根据I/O接口分配和控制要求,结合硬件连接,进行程序设计。下面就以PLC控制系统代替某数控机床主轴运动的“继电器-接触器”控制系统的局部梯形图程序为例,分析该梯形图程序控制原理,为相关控制系统设计提供思路和示范。
数控机床主轴运动控制的局部梯形图如图4-41所示。图中包括主轴旋转方向控制(顺时针旋转或逆时针旋转)、主轴齿轮换挡控制(低速挡或高速挡)和主轴错误等,控制方式分手动和自动两种操作方式。
下面就该梯形图进行工作过程分析。
当数控机床操作面板上的工作方式开关选在手动时,I0.3(HSM)信号为1,M1.0(HAND)接通,使网络中M1.0的常开触点闭合,线路自保,从而处于手动工作方式。
当工作方式开关选在自动位置时,此时I0.2(ASM)=1,使系统处于自动方式。在自动方式下,通过程序给出主轴顺时针旋转指令M03,或逆时针旋转指令M04,或主轴停止旋转指令M05,分别控制主轴的旋转方向和停止。梯形图中DECO为译码功能指令。当零件加工程序中有M03指令,在输入执行时经过一段时间延时(约几十毫秒),V1.0(MF)=1,开始执行DECO指令,译码确认为M03指令后,M0.3(M03)接通,其接在“主轴顺转”中的M0.3常开触点闭合,使输出位寄存器Q1.7(SPCW)接通(即为1),主轴顺时针(在自动控制方式下)旋转。若程序上有M04指令或M05指令,控制过程与M03指令类似。由于手动、自动方式网络中输出位寄存器的常闭触点互相接在对方的控制线路中,使手动和自动工作方式之间互锁。
在“主轴顺时针旋转”网络中,M1.0(HAND)=1,当主轴旋转方向旋钮置于主轴顺时针旋转位置时,I1.3(CWM顺转开关信号)=1,又由于主轴停止旋钮开关I1.5(OFFM)没接通,Q1.2(SPOPF)常闭触点为1,使主轴手动控制顺时针旋转。
当逆时针旋钮开关置于接通状态时,与顺时针旋转分析方法相同,使主轴逆时针旋转。由于主轴顺转和逆转输出位寄存器的常闭触点Q1.7(SPCW)和Q1.6(SPCCW)互相接在对方的自保线路中,再加上各自的常开触点接通,使之自保并互锁。同时I1.3(CWM)和I1.4(CCWM)两个旋钮的两个位置也起互锁作用。(https://www.xing528.com)
在“主轴停”网络中,手动时,如果把主轴旋钮开关接通(即I1.5=1),则Q1.2(SPOFF)通电,其常闭触点(分别接在主轴顺转和主轴逆转网络中)断开,主轴停止转动(正转和逆转)。自动时,如果CNC装置得到M05指令,PLC译码使M0.5=1,则Q1.2(SPOFF)通电,主轴停止。
在机床运行的程序中,需执行主轴齿轮换挡时,零件加工程序上应给出换挡指令。M41代码为主轴齿轮低速挡指令,M42代码为主轴齿轮高速挡指令。下面以变低速挡齿轮为例,分析自动换挡的控制过程。
带有M41代码的程序输入执行,经过延时,V1.0(MF)=1,DECO译码功能指令执行,译出M41后,使M0.6接通,其接在“变低速挡齿轮”网络中的常开触点M0.6闭合,从而使输出位寄存器Q2.1(SPL)接通,齿轮箱齿轮换在低速挡。Q2.1的常开触点接在延时网络中,此时闭合,定时器T38开始工作。定时器T38延时结束后,如果齿轮换挡成功,I2.1(SPLGEAR)=1,使换挡成功M2.6(GEAROK)接通(即为1),Q0.3(SPERR)为0,没有主轴换挡错误。如果主轴齿轮换挡不顺利或出现卡住现象
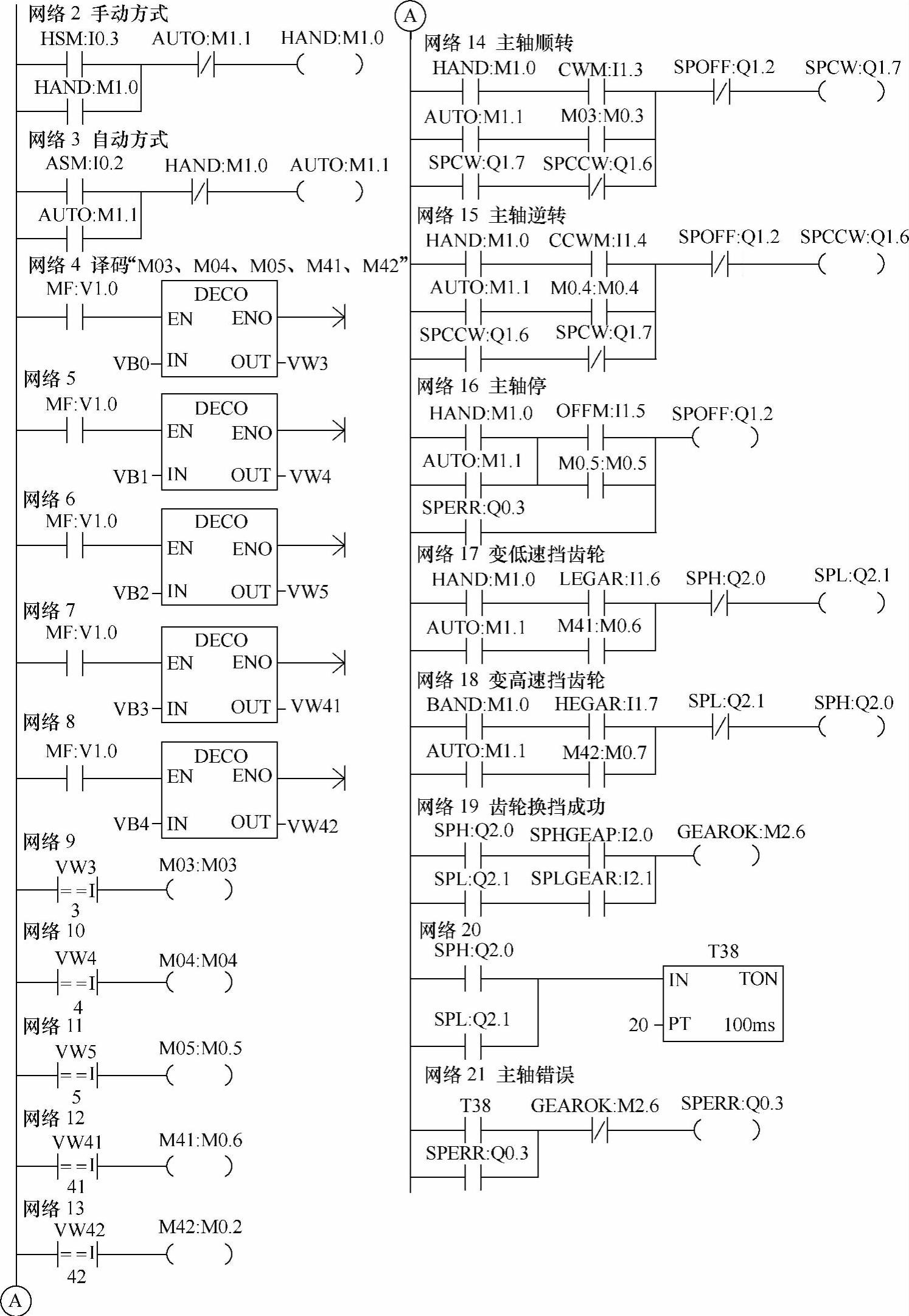
图4-41 数控机床主轴运动控制的局部梯形图
时,I2.1(SPLGEAR)为0,则M2.6(GEAROK)为0,GEAHOK为0,经过T38延时后,延时常开触点闭合,使“主轴错误”输出位寄存器Q0.3(SPERR)接通,通过常开触点保持闭合,显示“主轴错误”信号,表示主轴换挡出错。此外,主轴停止旋钮开关接通,即I1.5(OFFM)=1,使主轴停止转动(正转或逆转),属于硬件自动停止主轴。
处于手动工作方式时,也可以进行手动主轴齿轮换挡。此时,把机床操作面板上的选择开关LGEAR置1(手动换低速齿轮挡开关),就可完成手动将主轴齿轮换为低速挡;同样,也可由“主轴错误”显示来表明齿轮换挡是否成功。
(2)数控机床主轴的定向控制 在数控机床进行工件自动加工、自动交换刀具或键、孔加工时,有时要求主轴必须停在一个固定准确的位置,以保证加工准确性或换刀,称为主轴定向,完成主轴定向功能的控制,称为主轴定向控制。主轴定向控制梯形图如图4-42所示。

图4-42 主轴定向控制梯形图
M06(M1.6)是换刀指令,M19(M2.2)是主轴定向指令,这两个信号并联作为主轴定向控制的主指令信号。M3.1(AUTO)为自动工作状态信号,手动时AUTO为0,自动时AUTO为1。I2.0(RST)为CNC系统的复位信号。Q2.0(ORCM)为主轴定向输出位寄存器,其触点输出到机床控制主轴定向。I2.3(ORAR)为从数控机床侧输入的“定向到位”信号。
在CNC装置中,为了检测主轴定向是否在规定时间内完成,设置了定时器T40功能。整定时限为4.5s(视需要而定)。当在4.5s内不能完成定向控制时,将发出报警信号。R1为报警继电器。
在梯形图中应用了功能指令T40进行定时操作。4.5s的延时数据可通过手动数据输入面板MDI在CRT上预先设定,并存入数据存储单元。
以上是PLC在数控机床主轴控制中的应用设计,其程序设计思路值得借鉴。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。