



【摘要】:表4-3 PLC的I/O配置PLC的I/O接线PLC控制电路的主电路如图4-7a所示,PLC的I/O接线图如图4-8所示。机床原配的热继电器采用PLC机外与其连接方式,这样的安排可使过载保护更加安全可靠。图4-8 PLC的I/O接线2.PLC控制的梯形图程序由于继电接触器电路中无论主轴电动机正转还是反转,切除限流电阻接触器KM3都是首先动作,因此在梯形图中,安排第一个支路为切除电阻控制支路。
1.PLC的I/O设备配置及PLC的I/O接线
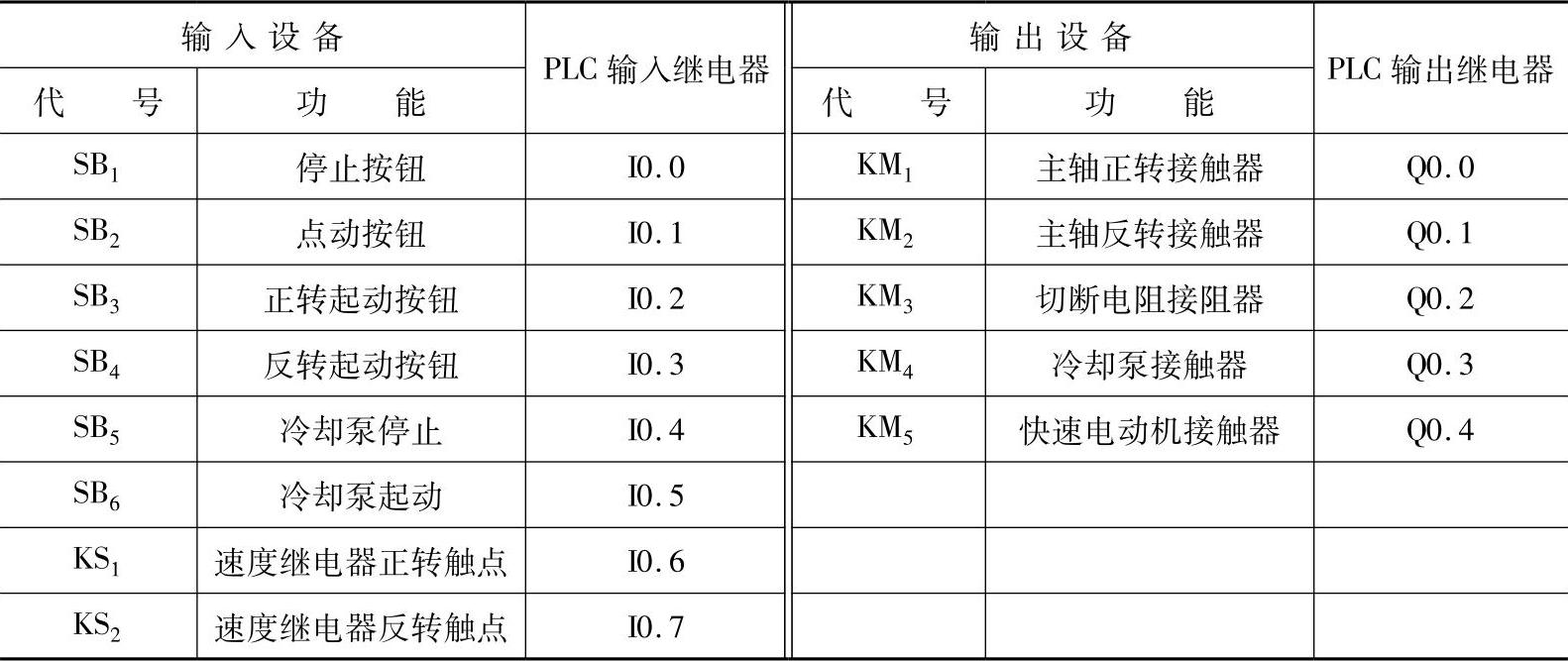
(1)PLC的I/O设备配置 在将继电器控制电路改造为PLC控制时,原系统的各个按钮、热继电器、速度继电器及接触器全都还要使用,并需要分别与PLC的I/O接口连接。PLC的I/O配置见表4-3。
表4-3 PLC的I/O配置
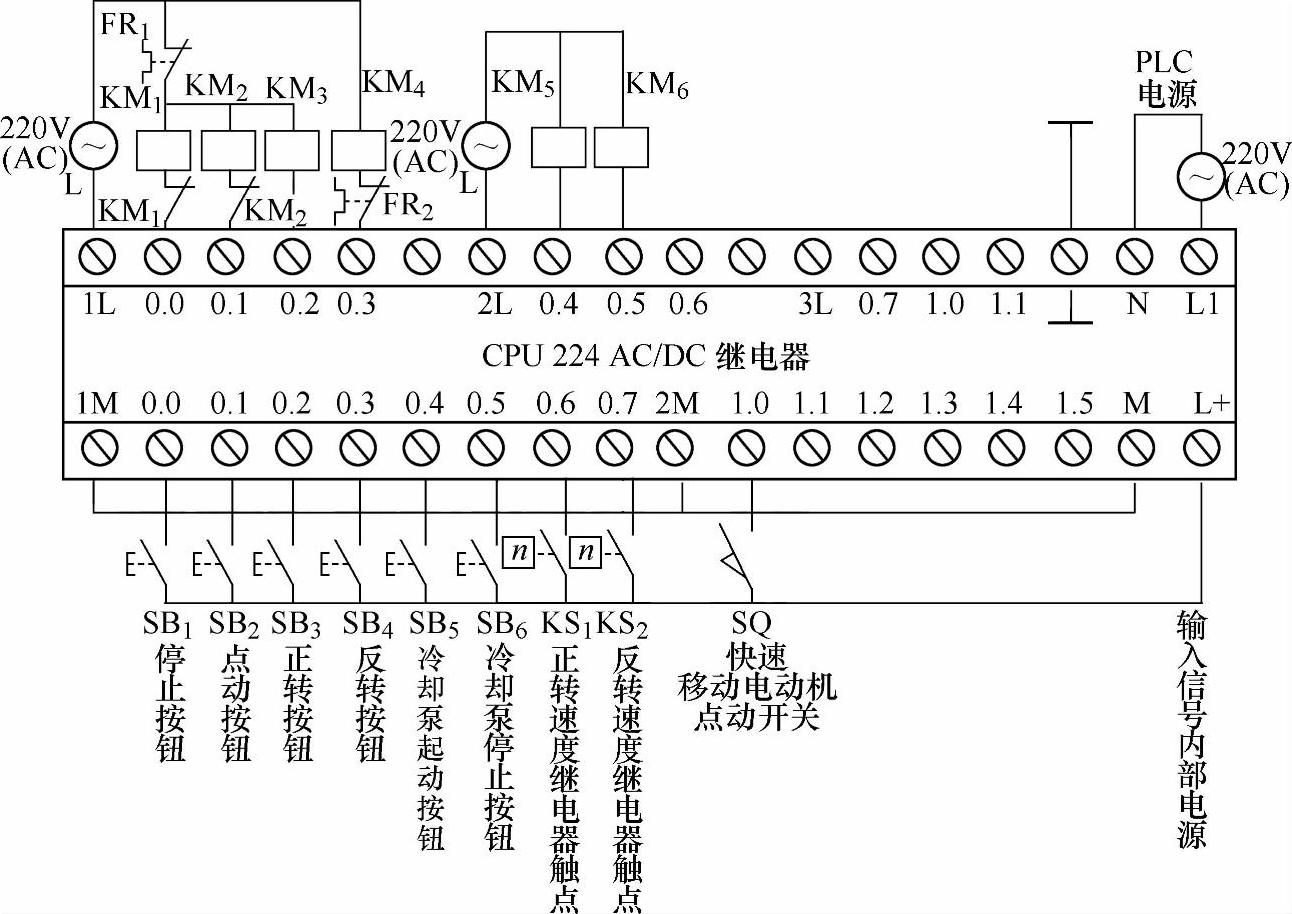
(2)PLC的I/O接线PLC控制电路的主电路如图4-7a所示,PLC的I/O接线图如图4-8所示。机床原配的热继电器采用PLC机外与其连接方式,这样的安排可使过载保护更加安全可靠。快速移动电动机的控制十分简单,也不必通过PLC,将KM5与行程开关SQ串接后直接接入电源。另安排定时器T37代替原来电路中的时间继电器KT。
 (https://www.xing528.com)
(https://www.xing528.com)
图4-8 PLC的I/O接线
2.PLC控制的梯形图程序
由于继电接触器电路中无论主轴电动机正转还是反转,切除限流电阻接触器KM3都是首先动作,因此在梯形图中,安排第一个支路为切除电阻控制支路。在正转及反转接触器控制支路中,综合了自保持、制动两种控制逻辑关系。正转控制中还加有手动控制。
在如图4-9所示的梯形图中,用定时器T37代替图4-7中的时间继电器KT,并且通过T37控制Q0.5→KM6的常闭触点KM6(P-Q),在起动的短时间内将电流表暂时短接。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。