



答:卧式万能铣床升降工作台是由升降台、下工作台、回转工作台和上工作台组成。它们的形状与卧式铣床基本相同。
升降台和上工作台的铲刮方法也相同,而回转工作台和下工作台的不同之处是,它们多了一个旋转的机构,如图4-71所示。
1.下工作台的铲刮方法
在平板上配研铲刮下工作台圆工作平面a,该平面应与回转中心孔中心线垂直。测量方法如图4-72所示。下工作台安放在平板上,心轴插入孔中,心轴中心孔放一滚珠,支承心轴在平板上,心轴上装一指示表,触头触及下工作台圆工作面上,回转心轴,指示表触头在圆工作面上划圈,指示表指针的变化数值即为孔中心对圆工作面的垂直度误差。
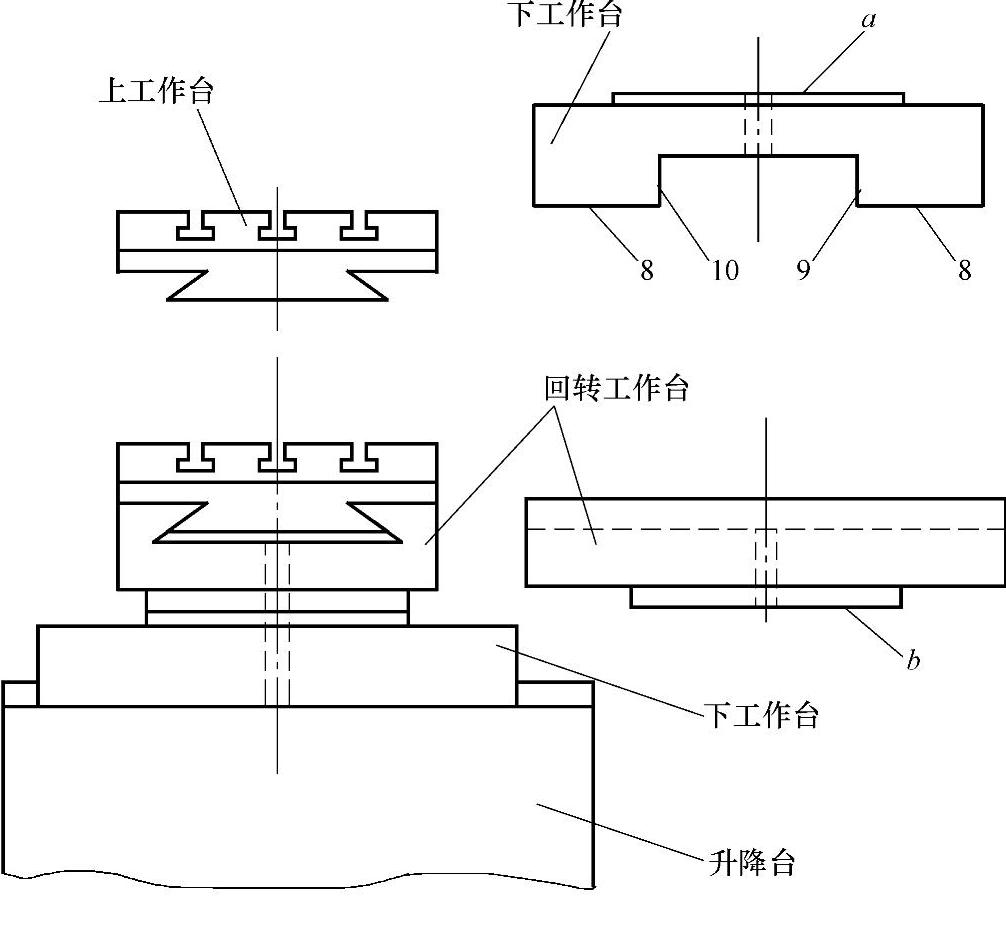
图4-71 卧式万能铣床升降工作台示意图
8—底平面 9、10—方形导轨平面
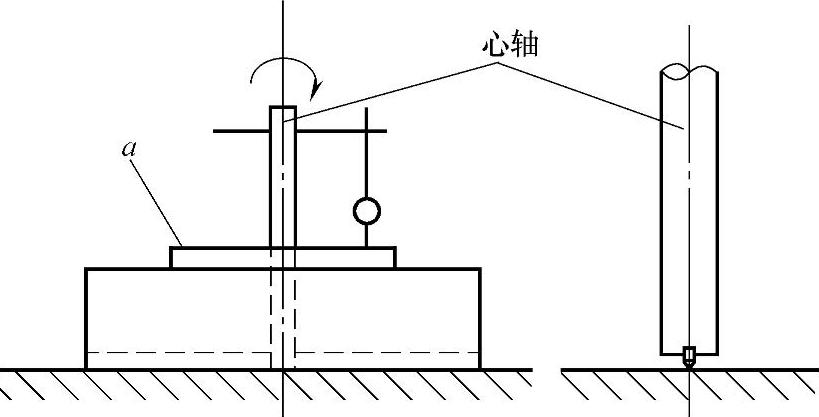
图4-72 测量下工作台圆工作面与回转中心孔的垂直度
a—下工作台圆工作面
在平板上配研铲刮底平面8、在配研铲刮平面8时,注意平面8与圆工作面a′—a′、b—b′方向平行,如图4-73所示。
测量方法:下工作台安放在平板上,带指示表的表座也放在平板上,指示表触头触及下工作台圆工作面,按如图4-73所示中的a′—a′、b′—b′方向进行测量。
下工作台的方形导轨平面8、9、10与前面配研铲刮方法相同,平面8在平板上配研铲刮,平面9、10用游标万能角度尺进行铲刮,如图4-74所示。
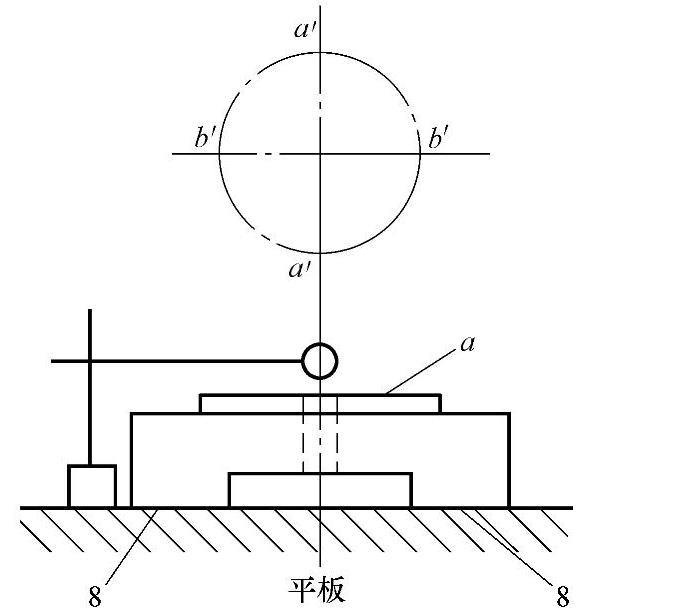
图4-73 底平面8与圆工作面平行度测量
8—底平面
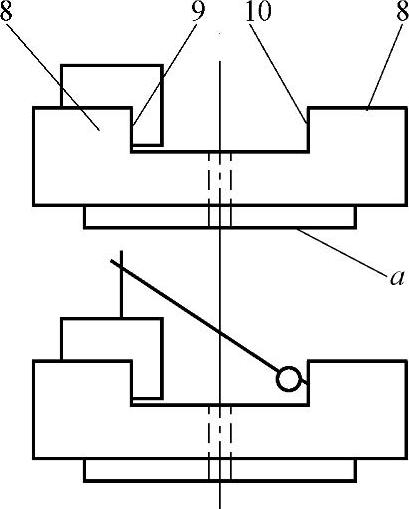
图4-74 下工作台的配研铲刮与测量
8—底平面 9、10—方形导轨平面
测量方法也同样用游标万能角度尺,指示表进行。
2.回转工作台的铲刮方法
在平板上进行,下工作台安放在平板上,平面a涂上一层薄薄的红丹粉,心轴插入下工作台中心孔中,用一个滚珠支持心轴,如图4-75所示,回转工作台放在下工作台上,转动回转工作台,使下工作台面a与回转工作台b面两平面配研后,铲刮回转工作台平面b,反复几次,直到平面a与平面b全部接触为止。
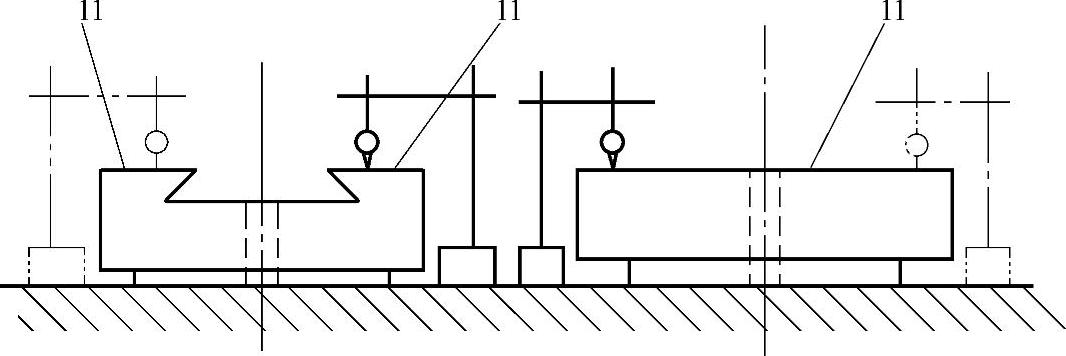
在平板上配研铲刮回转工作台燕尾导轨平面11,保证燕尾导轨平面11与圆平面b纵、横方向平行,如图4-76所示。
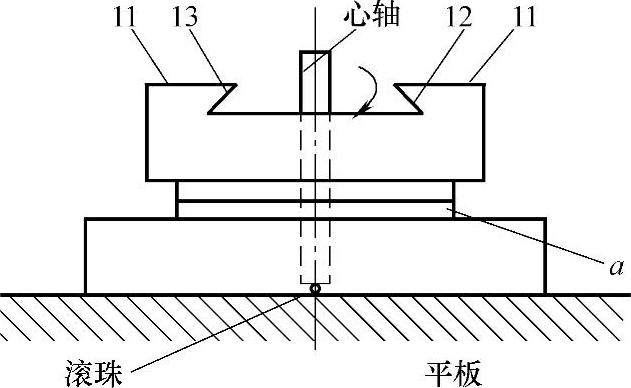
图4-75 回转工作台的铲刮方法示意图
11~13—燕尾导轨平面
 (https://www.xing528.com)
(https://www.xing528.com)
图4-76 回转工作台燕尾导轨平面平行度的测量
11—燕尾导轨平面
测量方法:在平板上进行。回转工作台放在平板上,带表架的指示表触头触及平面11,纵、横方向移动表架即可。
用角铁配研铲刮回转工作台燕尾导轨平面12、13(两燕尾导轨不是平行的,有一定角度),保证两角度一致,如图4-77所示。
3.上工作台的铲刮方法
以回转工作台燕尾导轨平面11、12和11、13配研铲刮上工作台燕尾导轨平面14、17和15、16,如图4-78所示。燕尾导轨平面14、17与15、16应平行。
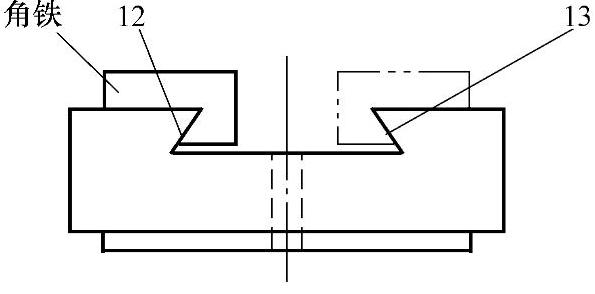
图4-77 回转工作台燕尾导轨的铲刮
12、13—回转工作台燕尾导轨平面
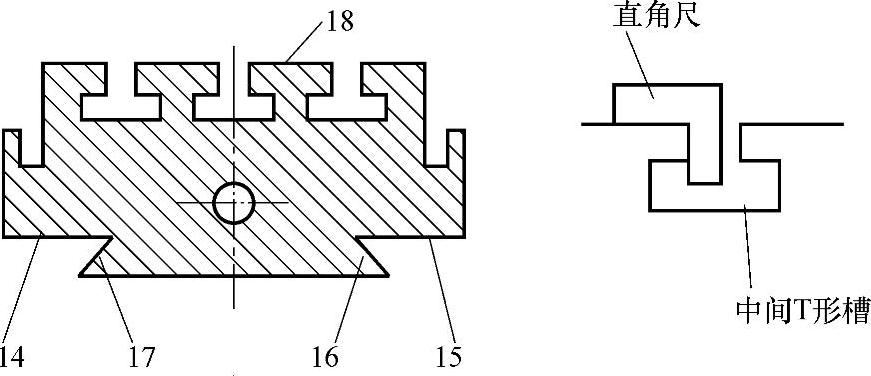
图4-78 上工作台燕尾导轨的铲刮
14~17—上工作台燕尾导轨平面18—上工作台平面
两V形导轨的平行度的测量方法:V形导轨平面15、16中放一游标万能角度尺,指示表触头触及V形导轨平面17、14,如图4-79所示。
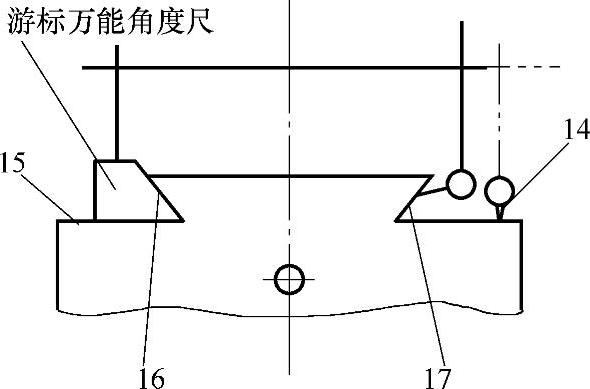
图4-79 V形导轨平行度测量
14~17—V形导轨平面
上工作台平面18的铲刮:在小平板或大平板上配研铲刮上工作台面18,该面应与燕尾导轨平面15、14平行。
用游标万能角度尺配研铲刮中间T形槽两侧面,两侧面应与燕尾导轨平面15、16和平面14、17平行,同时保证T形槽两侧面对主轴孔中心线的对称度。测量方法:回转工作台安放在平板上,而上工作台放在回转工作台燕尾导轨槽中,V形导轨互相紧贴在一起,平板上安装带靠表的磁力表座,而靠表触头触及T形槽两侧平面,移动上工作台,靠表指针的变化值即为平行度误差值,如图4-80所示。
当升降台、下工作台、回转工作台、上工作台组装之后,才能进行铲刮或研磨工作台中央T形槽两侧面。
测量方法如图4-81所示。使工作台中央T形槽两侧面平行于主轴中心线。将指示表座放置在专用工具上,专用工具底面凸块紧靠在T形槽的一侧面,并使指示表触头触及圆柱形检验棒的侧母线,此检验棒锥体紧密地插入主轴锥孔中。近主轴端处及距主轴端300mm处,于T形槽的两侧相对各进行一次测量。
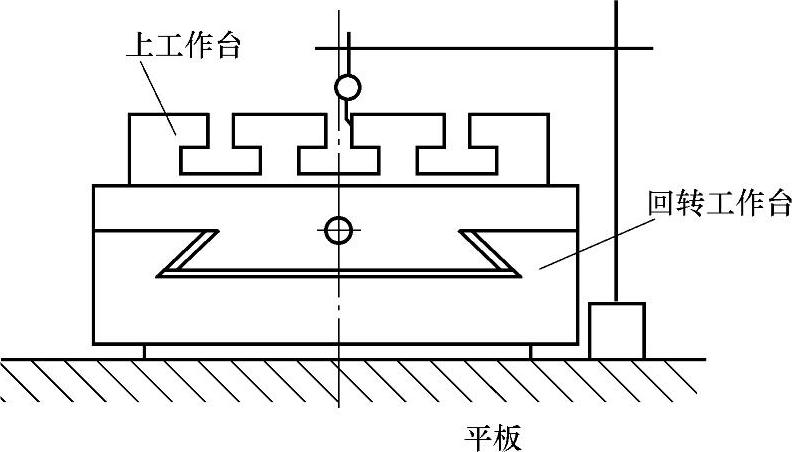
图4-80 T形槽平行度的测量
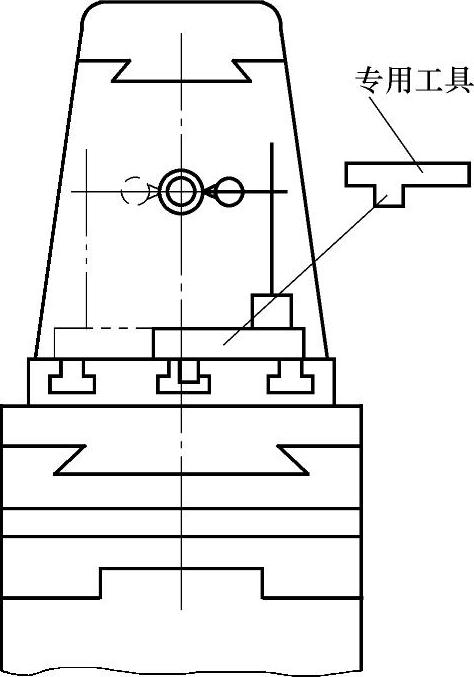
图4-81 T形槽的测量
每次测量的误差以指示表读数的代数差的一半计。
允差:每长300mm为0.15mm。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。