



答:尾座是车床一大部件,它只是在加工长的轴类零件时,作支承之用,也是主要部件之一。
尾座是由尾座体、套筒、底板V形导轨、方键及丝杠和螺母所组成,如图4-50所示。
1.尾座体的修理
按下列步骤进行。
1)首先加工锥体研磨棒、锥体堵头、圆柱堵头和研磨尾座孔用的研磨棒各一根如图4-51所示。
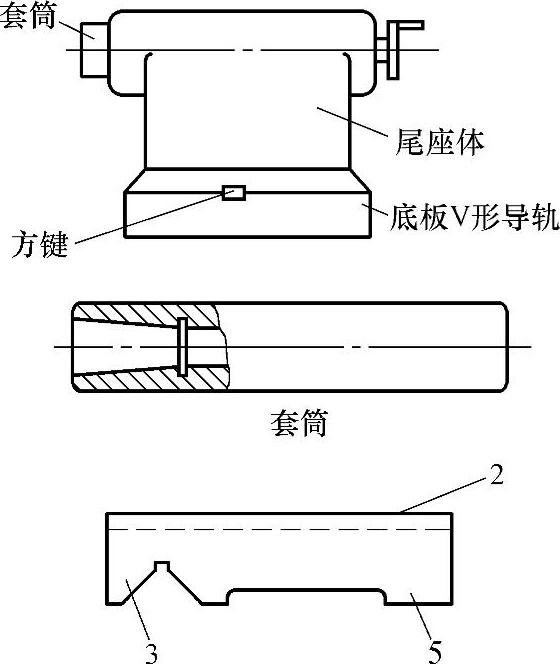
图4-50 尾座的组成
2、3—底板V形导轨平面 5—底板平面导轨平面
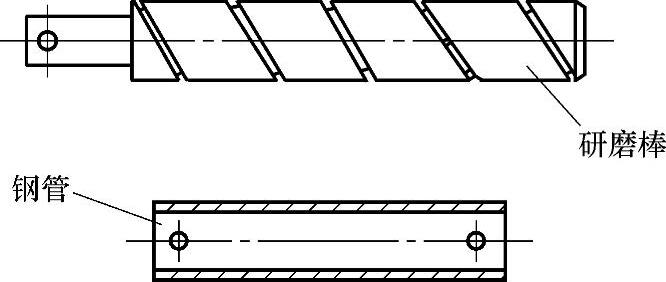
图4-51 尾座体修理用工具
2)尾座体的修理。将尾座体安装在方形工作台侧面(借助摇臂钻床的方形工作台)或一个支承架上,如图4-52所示。使尾座体中心孔中心线处于与水平面垂直状态。研磨棒小圆柱上套一钢管,用螺钉紧固,钢管另一孔中插一根铁棒作为扳手。研磨棒外圆有一条深2mm、宽3mm的螺纹槽,其目的是在研磨过程中储存研磨粉。
在研磨前,用内径千分尺或内径比较仪测量孔的圆度、锥度并观察孔表面拉伤情况,确定研磨粉的大、小号。
首先在研磨棒上涂一层薄薄的用润滑油调和的研磨粉,将研磨棒插入孔中,一面旋转研磨棒一面往孔中插入,然后上下旋转,往复进行,同时在研磨中加研磨粉。直到孔的圆度、锥度及划痕清除为止,在研磨完成后,用航空汽油清洗干净孔中的研磨粉。
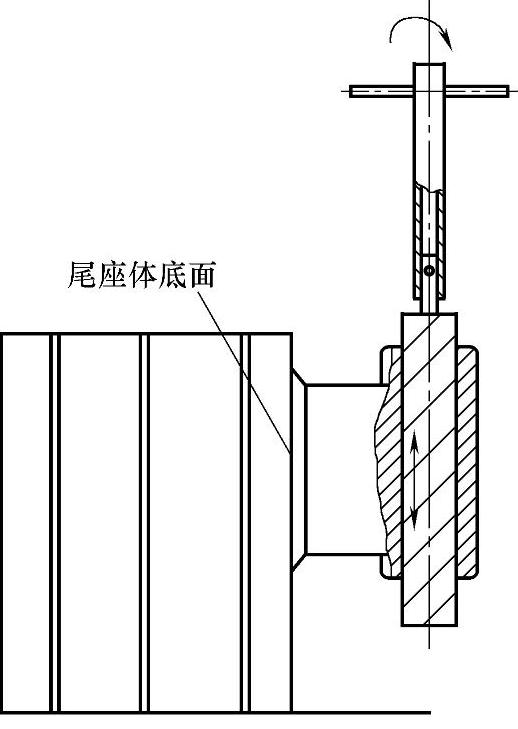
图4-52 尾座体的修理
3)尾座体底平面的修理。将尾座体安放在平板上配研铲刮底平面“1”,套筒插入一根带锥体的圆柱检验棒,如图4-53所示。以此测量尾座体中心线与底面“1”是否等高。键槽的修理,待V形底板铲刮后,再对尾座体键槽进行修理。
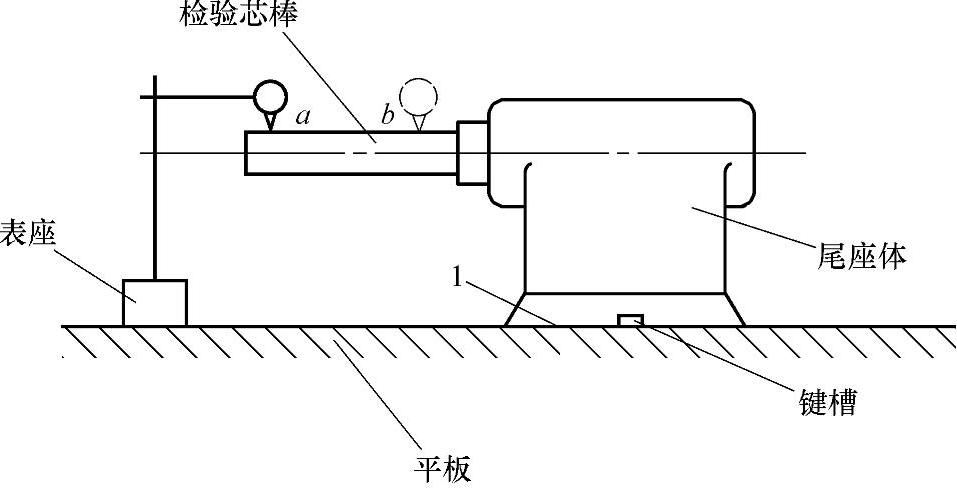
图4-53 尾座体底平面修理时的测量
2.套筒的修理
尾座套筒的修理与主轴修理相同,先用标准锥体研磨棒配研套筒锥孔,然后在套筒前、后装入堵头,以两堵头中心孔为基准,在外圆磨床上磨削套筒外圆,直至消除套筒外径的锥度、圆度、划痕为止。(https://www.xing528.com)
这时测量套筒外径与尾座体孔的实际尺寸,计算两者现在的间隙,确定套筒外径的镀铬厚度。套筒经镀铬后,利用两堵头的中心孔,在外圆磨床上进行磨削。套筒外径与尾座体内孔的间隙为0.015~0.02mm。
3.底板的修理
如图4-50中所示,底板V形导轨平面3、4和平面导轨平面5表面都涂上一层薄薄的红丹粉,与床身的V形导轨和平面导轨配研铲刮,完成后,在平板上配研铲刮底板平面2。铲刮平面2应与底板的V形导轨平面3、4和平面导轨平面5平行。图4-54为测量上下平面平行度的示意图。
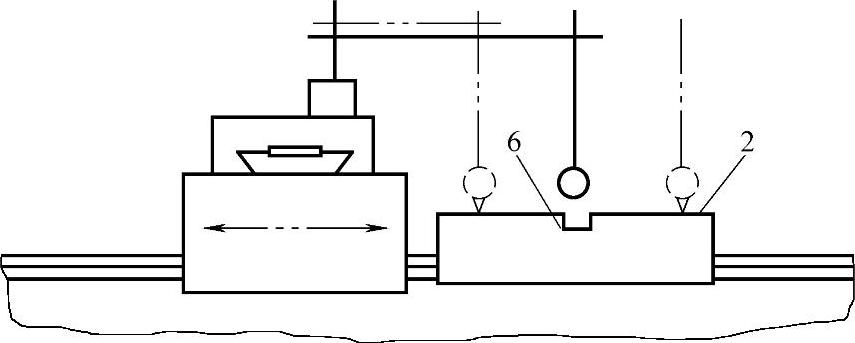
图4-54 测量上下平面平行度的示意图
2—底板平面 6—底板键槽侧平面
床鞍上的中滑板安置一指示表,触头触及底板平面2,移动表针的变化值就是上、下平面的平行度误差,允差为0.02mm。
将指示表换成千分靠表,触头触及底板键槽侧平面6,中滑板横向移动,表的指针变化值,就是底板V形导轨平面3、4与键槽侧面6的垂直度误差,根据这个值铲刮键槽侧面6。然后再铲刮对侧面,两侧面保持平行。铲刮完成后,再修理尾座体的方形槽的两侧面。
4.尾座的综合修理
所有的零件修理合格后,进行组装,在组装过程中,边测量边补修。
尾座组装之后(尾座体方键槽两侧面经测量后,再进行铲刮和配方键)。
尾座安放在床身导轨上,如图4-55所示,尾座套筒锥孔紧密插入一根锥体圆柱检验棒,床鞍上安装指示表,指示表触头触及检验棒上侧母线,调整尾座体,使上母线a、b处于相同的数字为止。然后,将指示表触头触及检验棒侧母线。
尾座套筒锥孔中心线不但要与床身导轨上母线和侧母线平行,而且还要与主轴箱主轴锥孔中心线同心(侧母线是可以调整的,主要是在键槽两侧面的铲刮后进行。上母线是靠铲刮底板平面2来完成的)。
测量方法如图4-56所示。床头与尾座顶尖之间紧顶一圆柱形检验棒,其长度约为床鞍长度的2倍,刀架上固定指示表,使其触头触及检验棒上母线和侧母线,移动床鞍,指示表指针的变化值即为同心度误差。
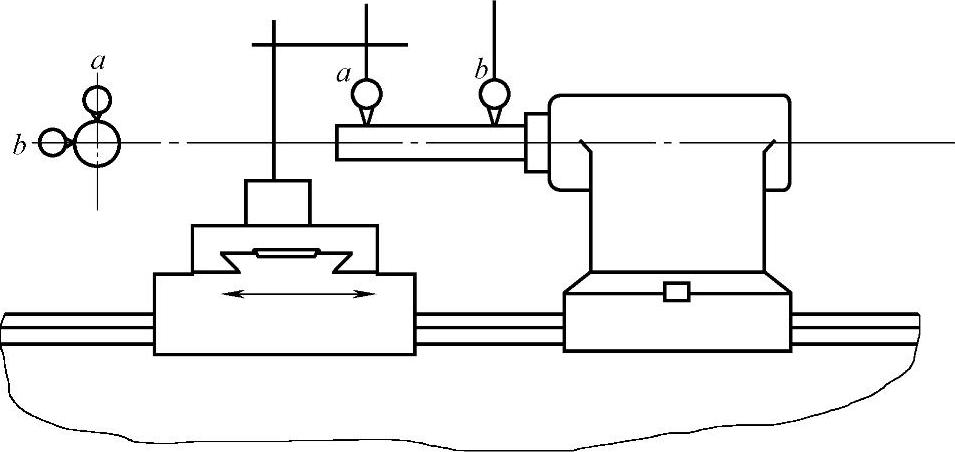
图4-55 尾座修理时的测量
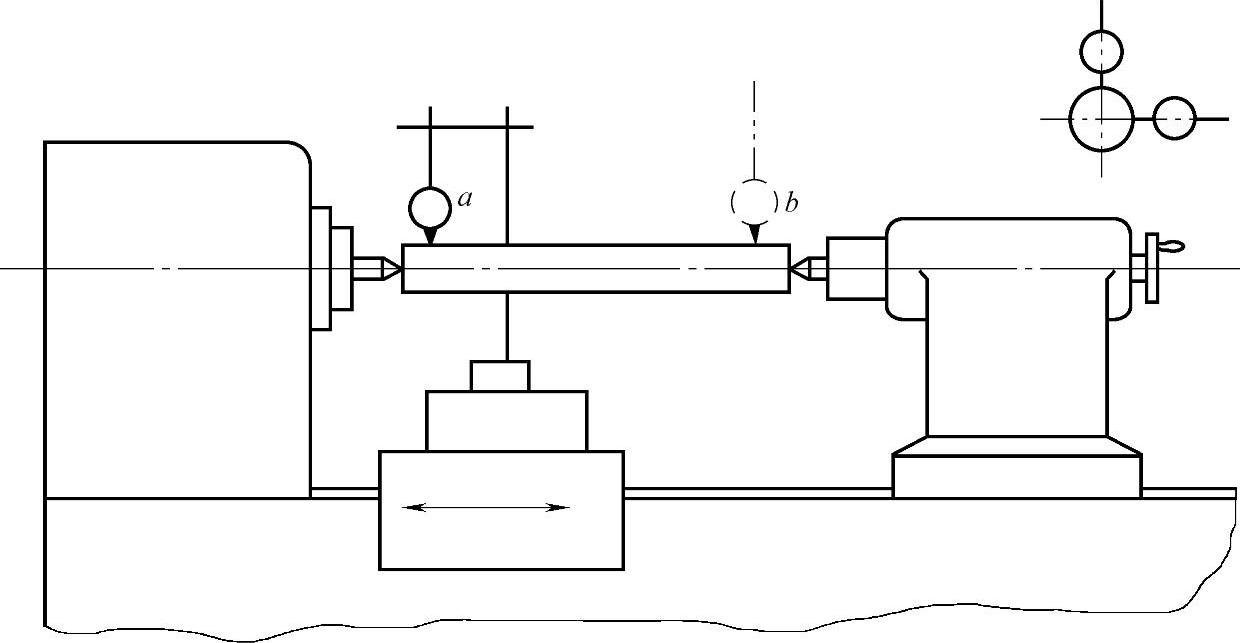
图4-56 尾座套筒锥孔中心线与主轴锥孔中心线同心度的测量
车床的大修到此结束,最后是按照合格证的项目进行测量。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。