



答:车床主轴箱是车床部件中最重要的部件,它的精度好坏,直接影响加工出来的零件精度。所以,在修理中应特别注意和小心,不能马虎。
1.主轴和轴承的修理
主轴是车床所有零件中最重要的零件,它的精度高,结构复杂,加工难度高,价格也最贵。所以修复很有必要。
(1)车床主轴的技术条件
1)主轴的材料:40钢。
2)轴颈、锥孔硬度:56~62HRC。
3)与滑动轴承配合的轴颈表面粗糙度Ra为0.2μm。
4)与三爪自定心卡盘配合的定心和基准轴颈的粗糙度Ra为0.4μm。
(2)主轴的精度和测量方法
1)锥孔的直径:被测量的锥孔中,插入一根标准锥形角度检验规,其上作两道横刻线。主轴端面须在两刻线的范围内,如图4-39所示。
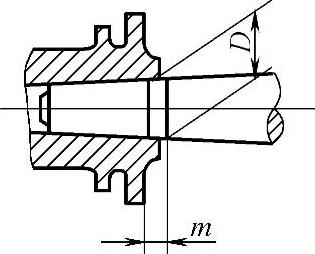
图4-39 主轴精度的测量
允差:标准锥形角度检验规两刻线间的公称距离m=4mm,两刻线必须与符合公称直径的平面相对称。
2)锥孔表面的准确度:用一根标准锥形角度检验规,锥体表面涂上一层薄薄的红丹粉,然后插入孔中,小角度旋转,取出观察表面接触面的情况是否均匀和接触面的面积。
允差:接触面为80%。
3)三爪自定心卡盘中心的主轴颈对两端轴承颈的径向圆跳动:平板上安放一个角铁和两个不等高的V形铁(因为主轴前后轴颈的直径不相同,所以大小V形铁各一个),如图4-40所示。调整主轴中心线与平板平面平行。在角铁与主轴之间放一滚珠,指示表触头触及三爪自定心卡盘中心的主轴颈,旋转主轴,指示表指针读数的变化值即为三爪自定心卡盘中心主轴颈对两端轴承颈的径向圆跳动。
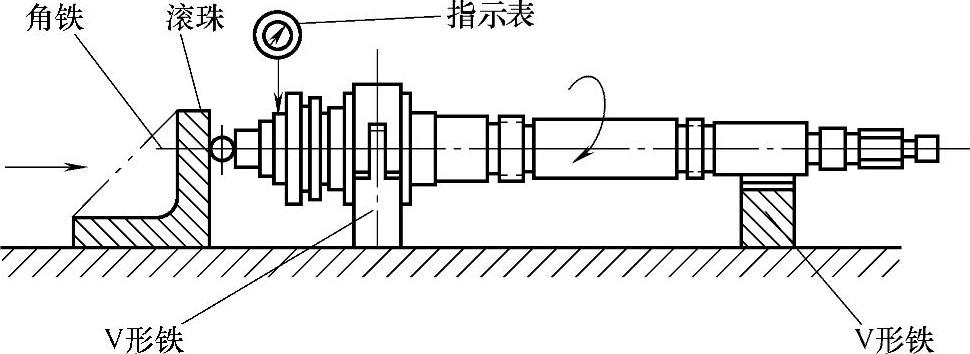
图4-40 径向圆跳动测量
滚珠放在角铁与主轴之间,当转动主轴时,防止主轴有移动现象,影响测量精度。
允差如下:
①滚动轴承:
定心轴颈直径大于80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.007mm。
②滑动轴承:
定心轴颈直径至80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.007mm。
定心轴颈直径大于80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.010mm。
4)定气压气缸中心的主轴颈对于两轴承颈的径向圆跳动:如图4-41所示,测量方法、工具、量具等与图4-40相同,在此不再重复。
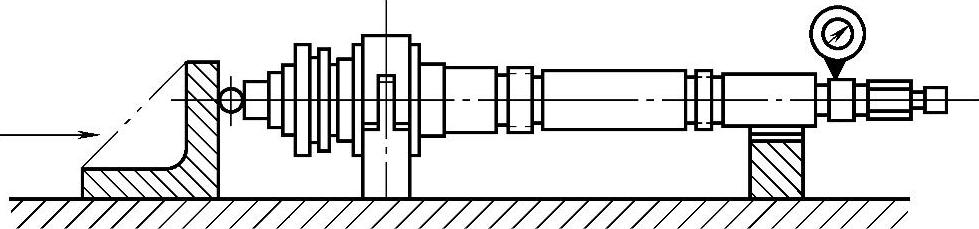
图4-41 径向圆跳动测量
允差:轴颈直径至80mm为0.01mm;轴颈直径大于80mm为0.02mm。
5)安装三爪自定心卡盘用的轴肩对于轴承颈的端面圆跳动:如图4-42所示,同样用角铁,两块不等高的V形铁放在平板上,将主轴轴承颈置于V形铁槽中,若为圆锥形轴承颈,则置于开合式滑动轴承的特殊轴套中,以一滚珠作为支点于轴向使主轴定位。
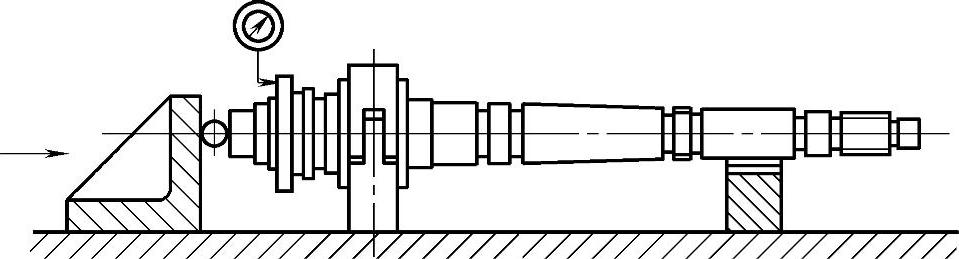
图4-42 轴肩端面圆跳动测量
指示表安置在表座上,其触头触及被测量端面,以手动旋转主轴。指示表指针的变化值即为端面圆跳动误差值。
允差如下:
①滚动轴承:
定心轴颈直径至80mm为:
一级精度主轴:0.003mm;
二级精度主轴:0.005mm。
定心轴颈直径大于80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.007mm。
②滑动轴承:
定心轴颈直径至80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.007mm。
定心轴颈直径大于80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.010mm。
6)安装防松螺母的螺纹倾斜度:主轴轴颈的锁紧轴承的防松螺母端面应与滚动轴承端面平行即防松螺母端面与主轴中心线垂直,如果不垂直,那么防松螺母端面与轴承端部接触,这样就会影响主轴精度。
测量方法如图4-43所示,测量用的工具、量具和测量方法相同,不过需增加一些附件。
主轴上套一可摇动的垫圈1和标准螺纹圈2。将主轴轴承颈置于V形铁上,若为锥形轴承颈,即置于如开合式滑动轴承形的特殊轴套中。
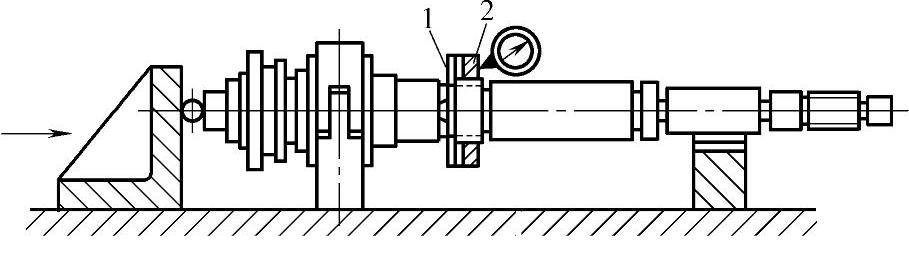
图4-43 防松螺母螺纹倾斜度测量
1—可摇动的垫圈 2—标准螺纹圈
以一滚珠作为支点,于轴向使主轴定位。指示表架安置在平板上,指示表触头触及螺纹圈端面近周边处。以手动回转主轴。指示表指针的变化值即为倾斜度误差值。
防松螺母螺纹倾斜度允差如下:
螺纹圈外径至50mm的为0.02mm;
大于50~100mm的为0.03mm;
大于100~150mm的为0.04mm;
大于150mm的为0.05mm。
7)圆柱形轴孔对于两轴承颈的径向圆跳动。图4-44所示是测量方法,所用的工具、量具及测量方法与前述相同。
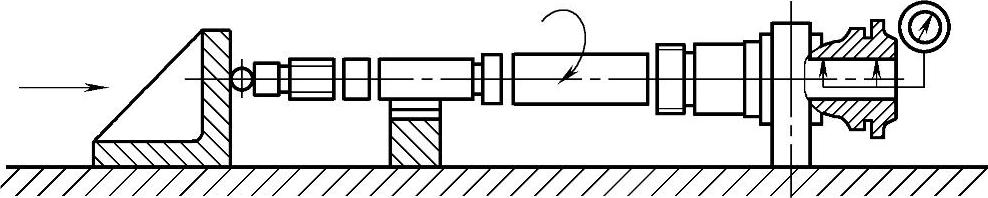
图4-44 圆柱形孔径向圆跳动的测量
不同之处是它不用外径指示表来测量,而用靠表进行测量,即将触头深入主轴孔中,触头触及孔的表面,用手转动主轴。
圆跳动允差如下:
①滚动轴承:
轴孔直径至80mm为:
一级精度主轴:0.003mm;
二级精度主轴:0.005mm。
轴孔直径大于80mm为:
一级精度主轴:0.005mm;(https://www.xing528.com)
二级精度主轴:0.007mm。
②滑动轴承:
轴孔直径至80mm为:
一级精度主轴:0.005mm;
二级精度主轴:0.007mm。
轴孔直径大于80mm为:
一级精度主轴:0.007mm;
二级精度主轴:0.010mm。
8)锥孔中心线对于两轴承颈的径向圆跳动,如图4-45所示。测量所用的工具、量具与上述相同,但增加了一根带莫氏锥度,圆柱部分直径为300mm的检验棒。
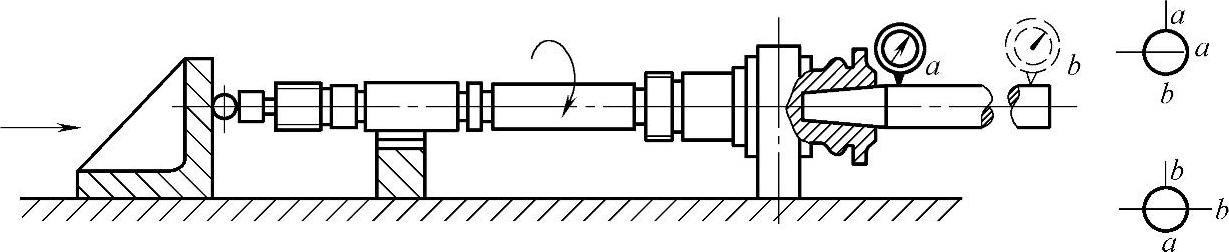
图4-45 锥孔中心线径向圆跳动的测量
测量方法:将主轴轴承颈置于V形铁上,若为锥形轴承颈,则置于如开合式滑动轴承形的特殊轴套中,以一滚珠作为支点,于轴向使主轴定位。安置指示表的表座在平板上,使其触头触及插在主轴锥孔中的锥形检验棒的圆柱形表面,在a、b处进行测量。
以手动旋转主轴。误差以检验棒在锥孔中转动五个位置测得的结果记录。
记住这个位置取出检验棒。将检验棒转动180°,再插入主轴的锥孔,重复旋转主轴,在五个位置测量,记录下五个位置的数值。将两次测量的数值相加,取其平均值,即为锥孔中心线对于两轴承颈的径向圆跳动的误差值。
两次测量的目的是消除锥形圆柱检验棒本身的误差。
允差如下:
①滚动轴承:
近主轴端处:
一级精度主轴:0.003mm;
二级精度主轴:0.007mm。
离主轴端300mm处:
一级精度主轴:0.007mm;
二级精度主轴:0.015mm。
②滑动轴承:
近主轴端处:
一级精度主轴:0.005mm;
二级精度主轴:0.010mm。
离主轴端300mm处:
一级精度主轴:0.010mm;
二级精度主轴:0.020mm。
(3)主轴的修复 主轴从主轴箱拆卸之后,用航空汽油清洗干净,对其按下列步骤进行检查。
第一步 观察主轴轴承颈表面和主轴锥孔表面磨损情况,是否有拉伤和划痕。
第二步 用千分尺或比较仪(与量块配合进行)测量主轴轴承颈的圆度和锥度。用标准莫氏锥度塞规涂上一层薄薄的红丹粉,插入主轴锥孔中,小角度的旋转塞规,观察锥孔表面接触情况,接触面是否均匀。
第三步 测量主轴相关部位的几何精度。测量方法,所用的工具、量具前面已经介绍过,在此不再重复。
将上述三个步骤测量的结果做好记录,以便制订修复方案。
(4)滚动轴承主轴的修复 机床长期使用,滚动轴承需要经常更换,轴承经常拉出和装入,所以主轴轴颈表面也会受到磨损和损伤,轴颈与轴承内环的间隙增大,所以在大修时主轴需要更换新的或者对原来的主轴进行修复。
机床大修理中,对主轴修复有两种方法:一是更换新的主轴,二是对原来的主轴进行修复。
更换新主轴,给修理带来方便,但新主轴价格比较高,会使修理费用增加。修复原来的主轴,虽然可以降低修理费用,但是修理人员的劳动量大。
主轴修理步骤:
1)除去主轴轴颈以及配合表面的毛刺和划痕。
2)加工修理中所用的锥形研磨棒和锥形堵头。锥体部位应以标准莫氏锥形环规配研。如图4-46所示。
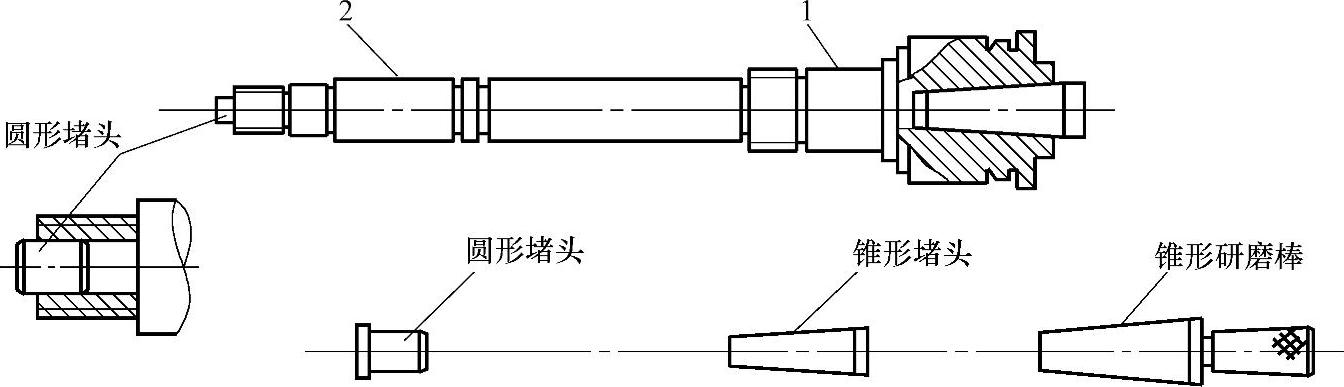
图4-46 主轴的修理
1、2 —主轴轴颈表面
3)主轴锥孔的修复。锥形研磨棒表面涂上一层用润滑油与金刚砂调和而成的研磨膏,插入主轴锥孔中,用力回转研磨棒,来回地进行配研,使之与锥孔表面全部接触,然后反复进行数次,直到锥体表面整个研磨到没有留有旧痕为止。将锥孔用航空汽油清洗干净。锥体研磨棒涂上氧化铬膏,对锥孔再进行配研,提高锥孔表面的粗糙度。
注意:在配研锥孔过程中,应保证主轴锥孔中心线与主轴轴颈1、2中心线的同心度。测量方法如图4-45所示。
4)滚动轴承颈的修复。修复前必须加工两个不同形状的堵头(锥形堵头和圆柱形堵头)和一两根锥形研磨棒,如图4-46所示。在加工锥形堵头和锥形研磨棒时,以标准莫氏锥度的环规配磨其锥体表面。
将锥形堵头和圆柱形堵头分别插入主轴锥孔和主轴后的圆柱形孔中(圆柱形堵头与主轴孔的配合为紧密配合)。利用锥形堵头和圆柱形堵头的中心孔作为基准,即是用外圆磨床的主轴箱主轴顶尖和尾座顶尖顶住主轴两端堵头的中心孔,磨削主轴轴承颈1、2表面,消除其表面的伤痕、圆度、锥度。
用千分尺或外径比较仪、量块测量其轴颈1、2的尺寸和更换的新轴承内环的内孔尺寸值,加上磨削轴颈时的加工余量,将轴送到热处理车间对其外圆1、2进行镀铬处理(镀铬的厚度不超过0.20mm)。然后用外圆磨床磨削主轴轴颈1、2以及其他相关的部位。这样主轴就可以进行装配了。
5)滑动轴承颈的修理。滑动轴承颈的修复与滚动轴承颈的修复相同,不同之处就是轴颈1、2不镀铬。
6)滑动轴承主轴轴瓦的修复。滑动轴承主轴轴瓦是修复还是交换新的主轴轴瓦。这需要根据旧轴瓦是否还有铲刮和调整余量确定。
轴瓦是开口的,可以调整间隙。轴瓦内表面的修复方法有两种:一种是铲刮,另一种是研磨。
①铲刮法。铲刮轴瓦必须有熟练的修理工人,有丰富的铲刮技能,才能承担这一工作,否则就无法保证修理质量。
铲刮轴瓦不需要其他辅助工具,可直接用主轴轴颈1、2配研铲刮,铲刮到点子大小一致,并且均匀分布在轴瓦的内表面为止。但注意在用主轴轴颈配研中,不能破坏轴颈表面的粗糙度,更不能使轴颈表面出现划痕。所以在配研过程中,要特别注意清洁。
②配研法。首先加工外径与主轴轴承颈1、2直径相同的圆柱形研磨棒各一根或一根与主轴轴承颈1、2相同的台阶式研磨棒。如图4-47所示。其外径直径比主轴轴承颈1、2小0.01mm。
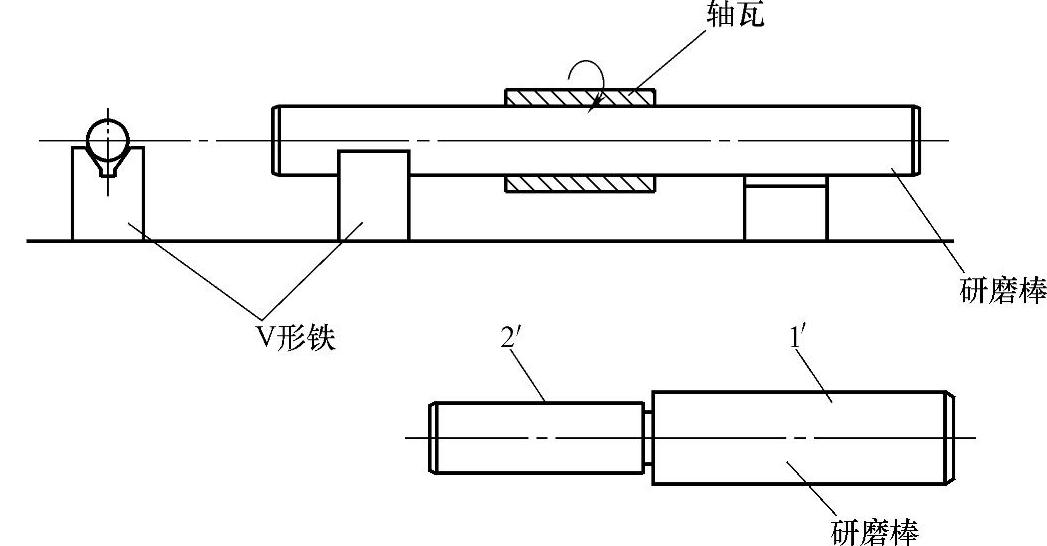
图4-47 配研法修复轴瓦
1′、2′—主轴轴承颈
配研方法:根据旧轴瓦的磨损和伤痕情况选择研磨粉(金刚砂)的粗、细。另外还要根据旧轴瓦孔的圆度和锥度选择研磨粉。
研磨粉与润滑油调和成糊状,将其涂在研磨棒表面(少量)。一边回转研磨棒一边插入开口轴瓦孔中(见图4-47)。然后将主轴安置在平板上的两个V形铁槽中,一面回转轴瓦,一面加润滑油,这样来回进行研磨一定时间后,取出轴瓦,用航空汽油清洗轴瓦内孔和研磨棒表面。观察轴瓦内表面研磨情况,这样重复几次,直到消除轴瓦孔的圆度和锥度为止。用航空汽油清洗轴瓦内孔和研磨棒,再用氧化铬研磨膏进行一次研磨,提高轴瓦孔的表面粗糙度。最后用润滑油来回配研(只加润滑油),清除轴瓦孔中的研磨粉。
这时将主轴箱的所有零件进行装配。主轴箱装配完毕后就可以进行机床的总装,但是,在总装之前还有一道工序,就是主轴箱底平面的配研铲刮。
2.主轴箱(床头箱)的修理
主轴箱所有的零件装配在主轴箱后,最后一道工序就是铲刮主轴箱底平面1。
(1)主轴箱底平面的铲刮铲刮在平板上进行,如图4-48所示,在铲刮前应注意:
1)主轴箱底平面1的铲刮量。不能无目的铲刮,否则,在修复尾座时就会有很大的麻烦,因为合格证的验收,有一项主轴箱主轴锥孔中心线对尾座套筒锥孔中心线的等高度。所以在铲刮前要查看机床修理前的测量记录(主轴箱主轴锥孔中心线与尾座套筒锥孔中心线的等高度),是否是主轴高于尾座套筒。因为主轴箱不移动,底平面不会磨损,而尾座的底座V形导轨平面来回移动,其磨损比较严重,所以尾座套筒锥孔中心线低于主轴箱主轴锥孔中心线。
因此将其等高差值记录下来,确定主轴箱底面1的铲刮量。
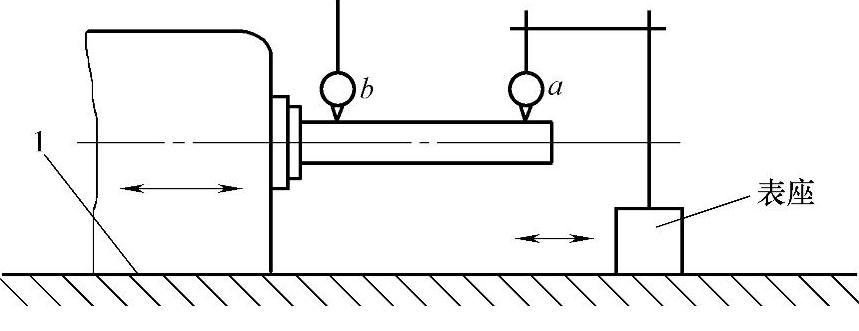
图4-48 主轴箱底平面的铲刮
1—底平面
2)在测量床身V形导轨平面1、2,对主轴箱用床身平面9的平行度时(见图4-3),应记下平行度的方向,如是靠近V形导轨平面1、2(见图4-3)低还是高,便于铲刮主轴箱底面时,注意方向。
3)主轴箱底平面的铲刮,应与主轴箱主轴锥孔中心线平行。
在平板上配研铲刮主轴箱底平面1,在铲刮过程中,反复测量主轴锥孔中心线与底平面1的平行度,如图4-48所示。
测量方法:主轴锥孔中紧密插入一根带锥体的圆柱检验棒,表座上的指示表触头触及检验棒上母线的a、b处,其差值就是主轴箱主轴锥孔中心线与主轴箱底平面的平行度误差。侧母线无须测量。
(2)主轴箱的装配 将主轴箱吊装到床身上,找到定位销孔,将定位销放入孔中(不打死,留一些活动余量),然后用紧固螺钉将主轴箱固定在床身上,不要拧紧。主轴锥孔紧密插入一根带锥体的圆柱检验棒,如图4-49所示。刀架上安装一指示表,指示表触头触及检验棒的上母线a′处,移动床鞍到b′处,使圆柱棒与床身V形导轨等高一致后(调整主轴箱),床鞍回到原处a′,指示表触头触及圆柱棒的侧母线“b”。移动床鞍,调整主轴箱,使指示表在侧母线a′、b′处读数为零。这时取出定位销,用铰刀铰定位销孔后,将定销打入孔中,使主轴箱不能移动。这时才能把所有的紧固螺钉拧紧,完成主轴箱的修理。
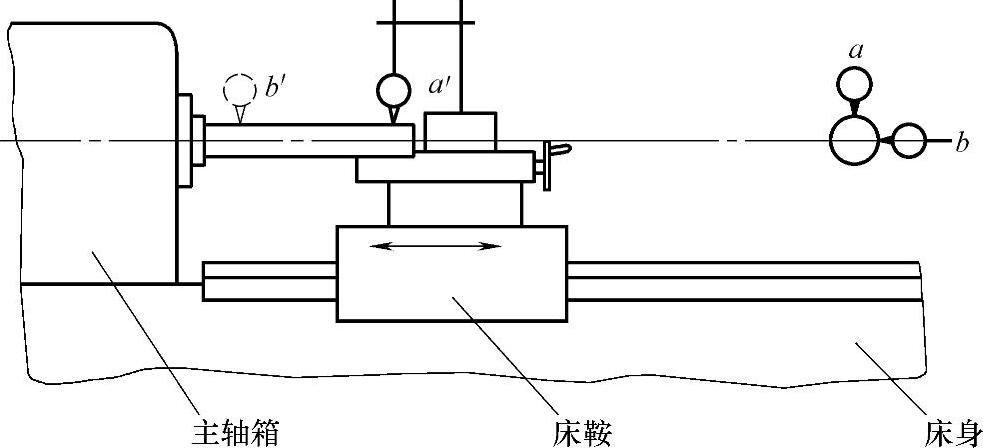
图4-49 主轴箱的装配
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。