



答:图4-2为卧式车床床身导轨结构图,图中两图的结构基本相同。不同之处为图4-2a中床鞍用床身导轨为不等边三角形,图4-2b床鞍用床身导轨为等边三角形。
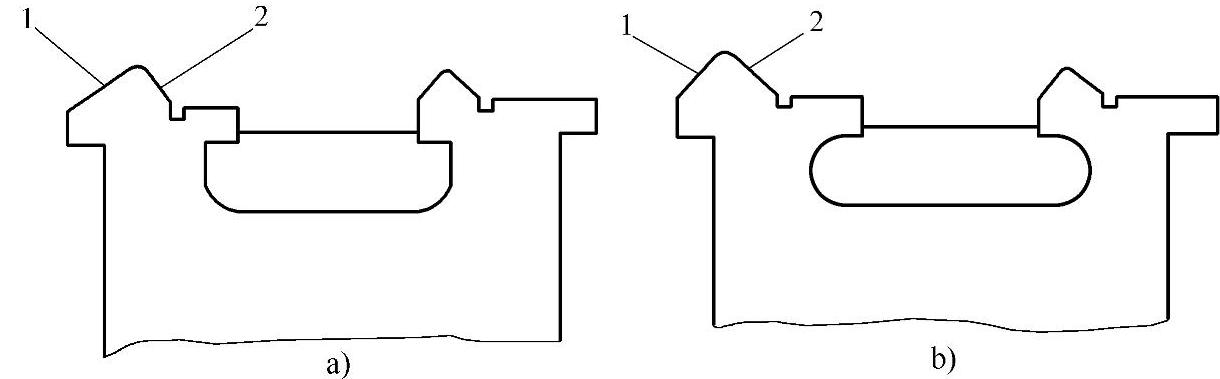
图4-2 卧式车床床身导轨结构图
a)按苏联图样制造的——卧式车床1A62床身
b)按我国图样制造的——卧式车床C620-1床身
1、2—床身导轨面
图4-2a为20世纪50年代苏联的机床床身导轨结构图。当时苏联提供我国的设备都是苏联自己制造的,所以它的型号都是苏联的型号,如卧式车床的型号为1A62。我国自己制造的机床图样也都是苏联提供的,所以生产的机床也是用苏联型号。
图4-2b为自行设计制造的车床,除了机床床身导轨的结构有所改变外,其他一切都和苏联的机床相同,只是型号改为C620-1。
图4-3所示的床身9个工作平面(以下均以此图为基准),都要进行修理。对这9个工作平面进行修刮的方法及其顺序可选择下列几种方法中的一种。
(1)磨削法 此种方法方便可靠,可节约劳动力,缩短修理时间。这种方法就是把床身安装在导轨磨床工作台上进行磨削加工,精度容易保证,但加工费用昂贵。
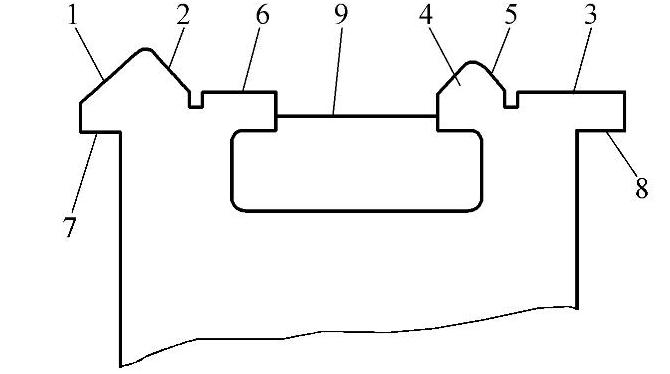
图4-3 车床床身导轨面
1、2—床鞍床身V形导轨平面 3—床鞍床身平面导轨平面 4、5—尾座床身V形导轨平面 6—尾座床身平面导轨平面 7、8—床身底平面导轨平面 9—床身导轨平面
20世纪50年代,有导轨磨床的工厂极少。具有导轨磨床的单位是机床制造厂和大型的机械加工厂,一般工厂没有这个条件。
20世纪60年代的设备改造中,对一些机械设备进行了改造,在单臂刨床、龙门刨床、龙门铣床上增加一个磨头,就变成了导轨磨床,也可以加工机床床身导轨平面。但是,具备单臂刨床、龙门刨床、龙门铣床的工厂为数也不多,最后还是用人工方法进行修理。
(2)苏式法 在20世纪50年代,大修理机床用的是苏联的资料。在机床修理时,都是在苏联专家的指导下进行,所用的修理工具有:桥形平尺或平行平尺、游标万能角度尺角度规等。
在机床床身导轨平面的铲刮中,很重要的是怎样选好基准导轨平面,然后再铲刮其他平面。这次选的基准导轨平面是尾座V形导轨平面4、5、6,如图4-4所示。
为选择平面4、5、6为基准导轨平面是因为尾座在工作中移动很少,故导轨平面的磨损小,其精度丧失也小,从而铲刮时比较容易。
用平行平尺(图4-4c)或桥形平尺配研铲刮床身V形导轨平面4,当平面4的刮研点全部均匀分布时,表示平面4已经铲刮完成。铲刮平面4的同时,再用平尺配研铲刮V形导轨平面5,在铲刮过程中,经常用V形铁如图4-4b所示进行配研,目的是保证V形导轨平面4、5成90°。同时用水平仪测量V形导轨平面4、5的直线度和扭曲度,如图4-5、4-6和图4-7所示。
图4-5是测量V形导轨面4、5在垂直平面内的直线度。
测量方法是把安放有水平仪的游标万能直度尺放置在床身V形导轨平面4、5上,移动水平仪垫铁(角度规),分段进行,并记下水平仪水泡变化数值。图4-6为水平仪水泡变化图。
图4-7a的读数的数字是以水平仪第一个位置的水泡为零,以下的数字依次为:+1、+2、+3、0、-2、+1、-3、-1,根据这些数字画出一条坐标曲线A。
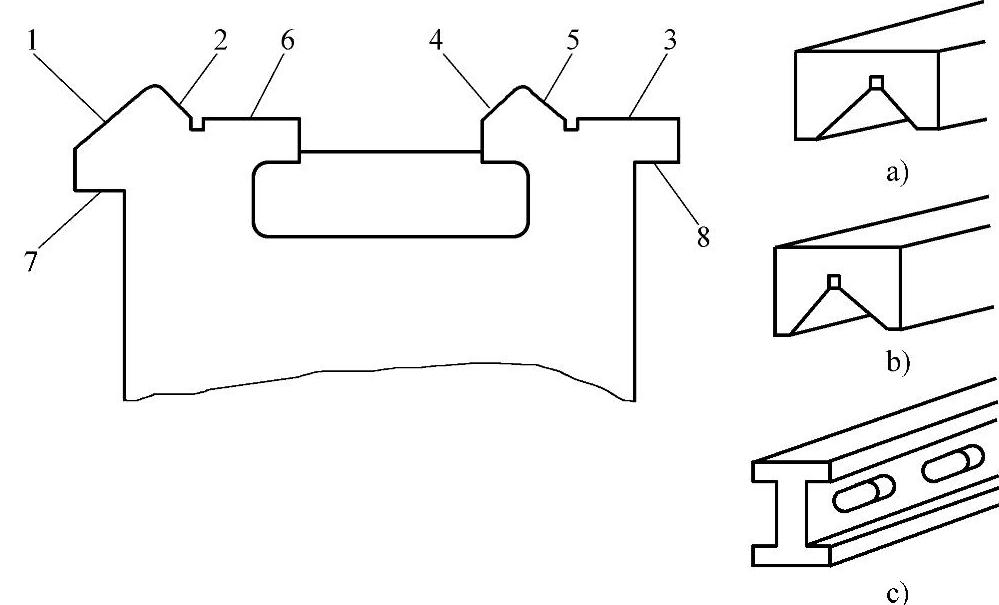
图4-4 基准导轨平面的选择
1~8—序号见图4-3
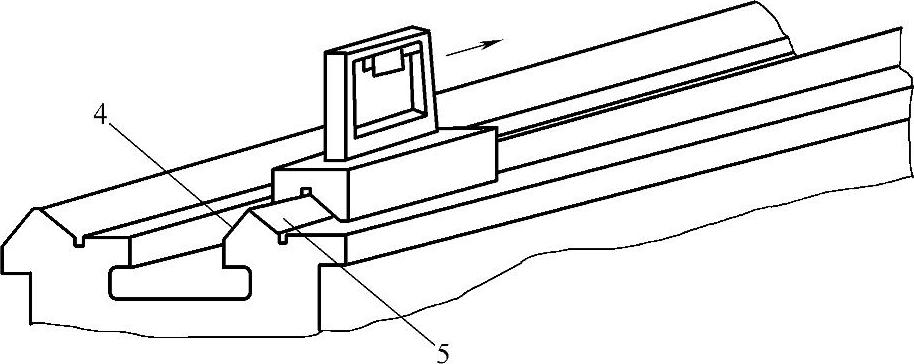
图4-5 用水平仪测量导轨平面4、5在垂直平面内的直线度
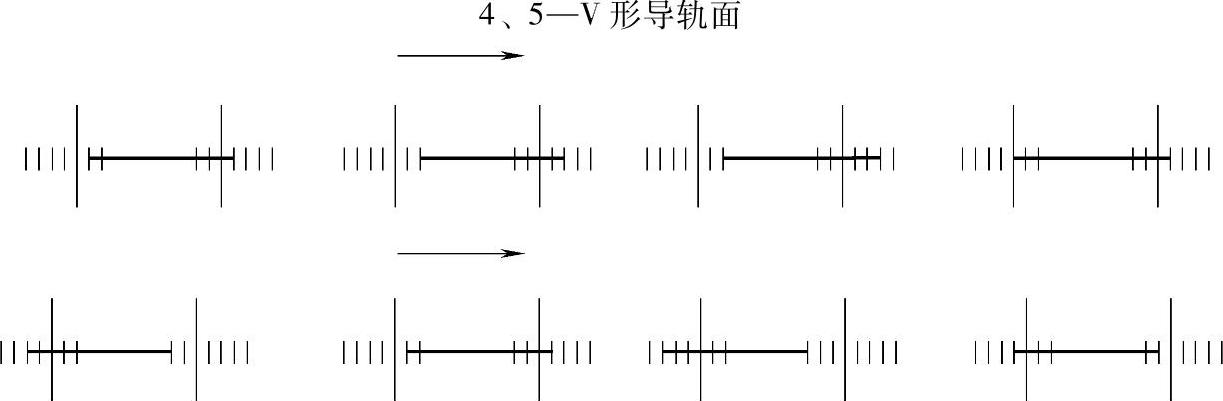
图4-6 水平仪水泡变化图
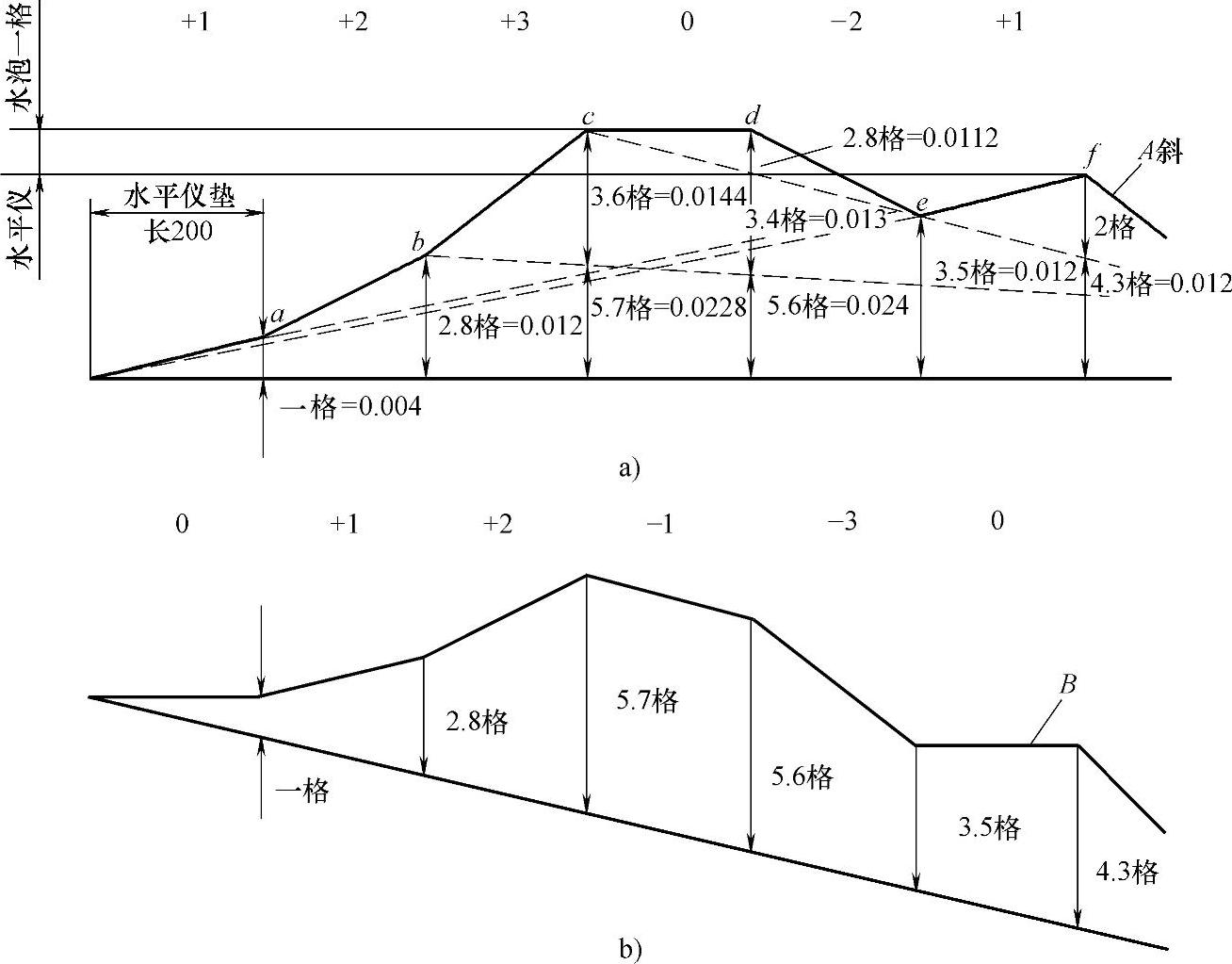
图4-7 水平仪坐标曲线图
水平仪的一格为0.02/1000角度值,线性值为0.004mm
图4-7b的读数的数字是第一个位置为零,以下的数字为:0、+1、+2、-1、-3、-1,根据这些数字画出一条坐标曲线B。
从上述两条曲线的读数值来看是不一样的,画出的两条曲线也不是相同而是相似,但是它们的误差是相同的(前面已详细介绍过,在此不再重复)。
合格证书的技术要求规定直线度误差是线性值。
V形导轨平面4、5的直线度允差:
1)垂直面内的直线度允差:每米行程为0.02mm;全长行程为0.04mm。
这样从图4-7来看,这条坐标曲线的最大误差为5.7格=0.0228mm,这就是说V形导轨平面4、5在全长行程上是合格的。
那么接下来看每米行程是否合格。
首先看出图4-7有四条每米行程坐标曲线:oabcde、abcdef、bcdefg、cdefgh(这是总的,经细分可以有若干个每米行程的曲线)。
由这四条曲线来判断是否有超差现象:
oabcde曲线最大误差:3.6格=0.0144mm;
abcdef曲线最大误差:2.8格=0.0112mm;
bcdefg曲线最大误差:3.4格=0.013mm;
cdefgh曲线最大误差:2格=0.008mm。
可以看出,这四条每米行程曲线中最大的误差为oabcde曲线,其误差值为0.0144mm,允差为0.02mm。因此可以说V形导轨平面4、5是合格的。
垂直面内的直线度合格后就测量V形导轨水平面内的直线度。
2)水平面内的直线度允差:每米行程为0.02mm;全长行程为0.03mm。
如图4-8所示,平面导轨6上放两块等高垫铁,垫铁上放一平行平尺。V形导轨平面4、5上安放一块游标万能角尺或带指示表的V形角尺,指示表触头触及平行平尺工作平面。调整平行平尺两端a、b,使指示表读数为零。然后从头移动V形角尺到尾部,观察指示表指针的变化情况,记下指示表指针变化数值。检查所记录的数值,得出的误差值如下:
每米行程为0.015mm;全长行程为0.023mm。
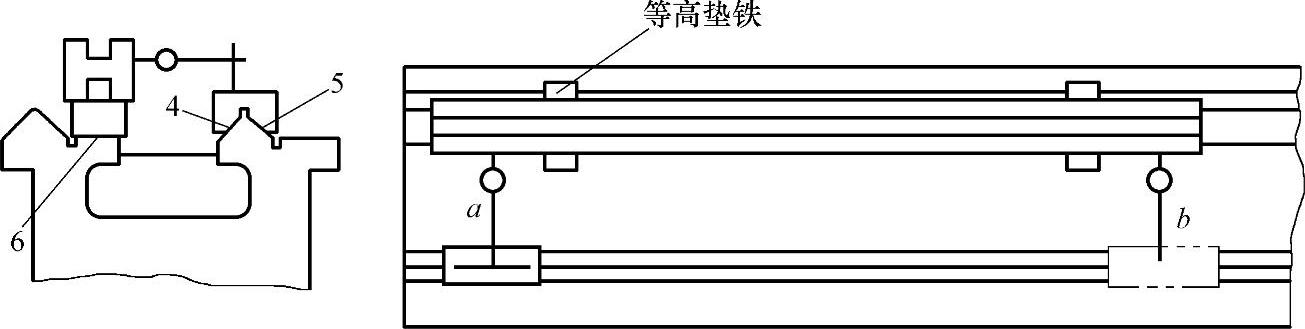
图4-8 V形导轨水平面内直线度的测量(https://www.xing528.com)
4、5—V形导轨平面 6—平面导轨平面
V形导轨平面4、5在水平面内的直线度是合格的。
接着用游标万能角度尺和水平仪测量V形导轨平面4、5的扭曲度。
按合格证书的技术要求规定V形导轨平面4、5的扭曲度:全长允差为0.04/1000。
图4-9是测量V形导轨平面4、5的扭曲度的方法。
V形导轨平面4、5上安放一块V形游标万能角度尺,水平仪横放在V形游标万能角度尺上,移动V形游标万能角度尺,观察水平仪水泡变化情况,找出最大值为0.03/1000,因此,扭曲度合格。
V形导轨平面4、5的两个直线度和扭曲都合格。这时就可以开始配研铲刮平面导轨“6”了。
用平行平尺或桥形平尺配研铲刮平面“6”。
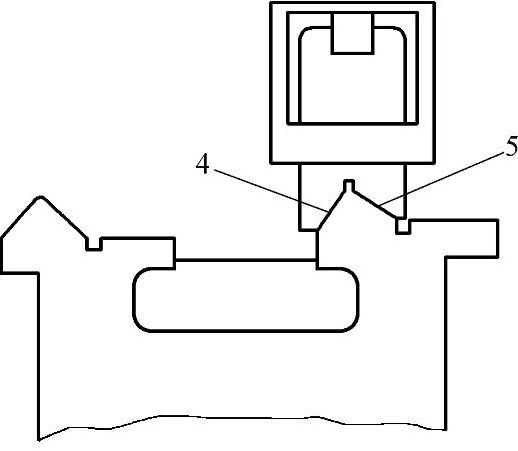
图4-9 V形导轨扭曲度的测量
4、5—V形导轨平面
在铲刮平面导轨平面“6”时,应保证与V形导轨4、5的平行度。
合格证书的技术要求规定V形导轨平面4、5与平面导轨平面6的平行度允差为0.02mm。
图4-10为测量V形导轨平面4、5与平面导轨平面6的平行度示意图。
在V形导轨平面4、5上放一带指示表的游标万能角度尺,指示表触头触及平面导轨平面6,移动游标万能角度尺,观察指示表指针的变化情况,变化的最大值,就是V形导轨平面4、5与平面导轨平面6的平行度误差。
当尾座底板的床身V形导轨平面4、5与平面导轨平面6的平行度、V形导轨平面4、5的两个直线度、V形导轨平面4、5本身的扭曲度等项目都合格后,才可以对床鞍床身V形导轨平面1、2与平面导轨平面3进行配研铲刮。其操作方法,所用的铲刮工具、量具、各项允差值的测量方法等都与尾座底板床身V形导轨平面4、5、平面导轨平面6相同,所以在此不再进行介绍。
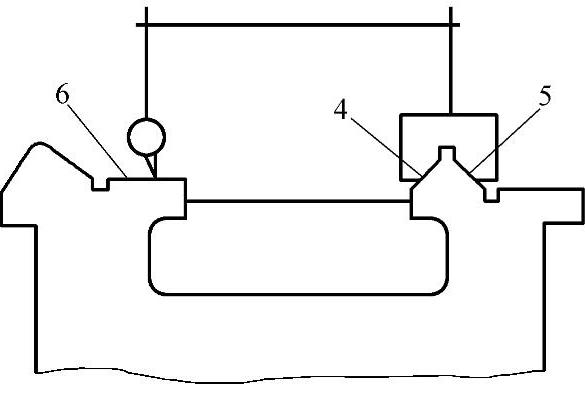
图4-10 V形导轨平面4、5与平面导轨平面6的平行度测量
4、5—V形导轨平面 6—平面导轨平面
在配研铲刮床鞍床身V形导轨1、2平面过程中,要经常测量两V形床身导轨的平行度。
测量方法如图4-11所示,床鞍床身V形导轨平面1、2上安放一块带指示表的角度规,指示表触头触及尾座床身V形导轨平面4或5,观察指示表指针变化情况,找出最大误差值。

图4-11 两V形床身导轨的平行度测量
1、2、4、5—V形导轨平面 3—平面导轨平面
床身底平面导轨平面7、8的铲刮:合格证书的技术条件规定平面7与床身V形导轨平面1、2的平行度允差和平面8与床身平面导轨平面3的平行度允差都是1000mm为0.02mm。导轨长为3m和大于3m时,在全长上为0.04mm。
铲刮方法:用平行平尺或方铁(见图4-12)。配研铲刮床身齿条平面7和床身床鞍底平面导轨平面8用平行平尺进行配研铲刮床身,因平行平尺比较重,在操作配研过程中比较困难,有可能配研的点子不真实。因此,采用方铁进行配研的效果比较好(方铁长300mm、宽50mm、高50mm,材料是铸铁,经过机加工后,铲刮四个平面方可使用)。
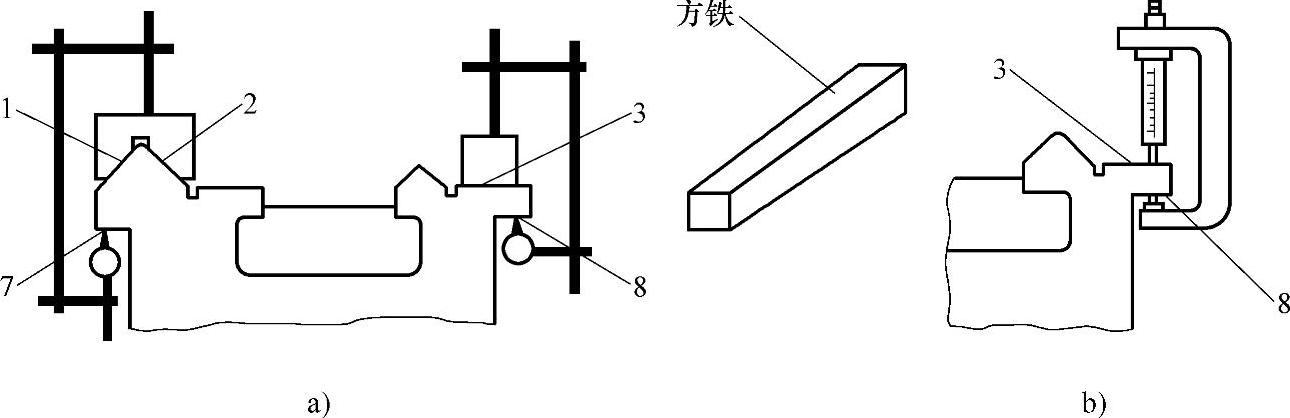
图4-12 V形导轨平面1、2与平面7平面导轨3平面与8平面平行度的测量
1、2—V形导轨平面 3—平面导轨平面 7—齿条平面
8—床身床鞍底平面导轨平面
在铲刮平面7、8时,困难比较大,这两个面是在床身底部,操作工人必仰卧铲刮,工人的劳动量很大。
铲刮后,进行测量工作,在V形导轨平面1、2上安放一块带指示表的角度规,如图4-12a所示,平面导轨平面3上安放一块带指示表的方铁,指示表触头触及床身齿条平面7、压条平面8,移动角度规和方铁,指示表指针变化的最大的数值为平行度误差。
平面导轨平面3和压条平面8的平行度也可用千分尺进行测量,如图4-12b所示。
主轴箱床身导轨平面9的铲刮(见图4-13):平面9是床身导轨平面中最后的一个平面,这个平面很重要。主轴箱主轴中心线与床鞍床身V形导轨平面1、2(见图4-12)的平行度要求很高,其全长允差为0.015mm。
平面9的铲刮,用一块300mm×400mm的铲刮小平板配研平面9,使铲刮点子均匀分布在平面内即可,但要保证平面9与床身V形导轨平面1、2平行(见图4-12),误差不超过0.015mm。
测量方法:床身V形导轨平面1、2上安放一块带指示表的V形角尺或游标万能角度尺,指示表的触头触及平面9,移动游标万能角度尺,如图4-13所示,
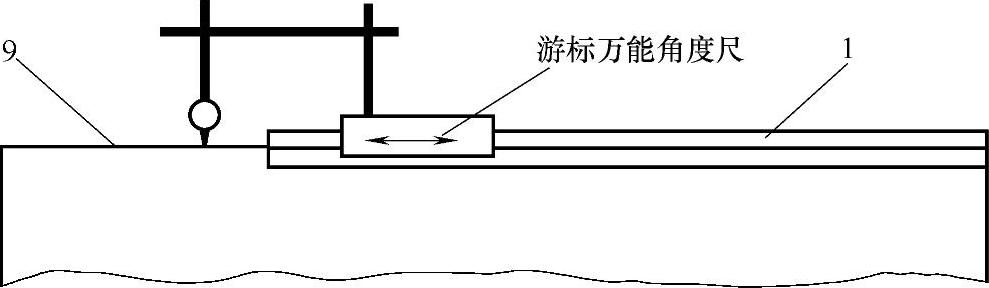
图4-13 平面9与V形导轨平面1、2平行度的测量
1—V形导轨平面 9—床身导轨平面
指示表指针变化的最大值就是平行度误差。
这时机床床身导轨的铲刮结束。
注意:
1)铲刮的平面接触点的要求(见图4-3):①平面1、2、3接触点14~16点/25×25;②平面4、5、6接触点12~14点/25×25;③平面7、8接触点10~12点/25×25;④平面9接触点8~10点/25×25。
2)床身导轨平面在铲刮前,必须调整床身导轨处于水平状态,才能进行铲刮工作,否则就会在测量中造成不良的效果。水平度允差纵向、横向均为 。
。
(3)专用工具法 该法的修理步骤和前苏式法相同,但使用的配研铲刮工具不同,方式也不同。
如图4-14所示,用一根一面与床身V形导轨角度相同,一面是平面的平行平尺和一块与床身V形导轨角度相同的V形角尺修理机床床身导轨。用平行平尺配研铲刮床身导轨的所有的九个平面,用V形角尺进行测量。
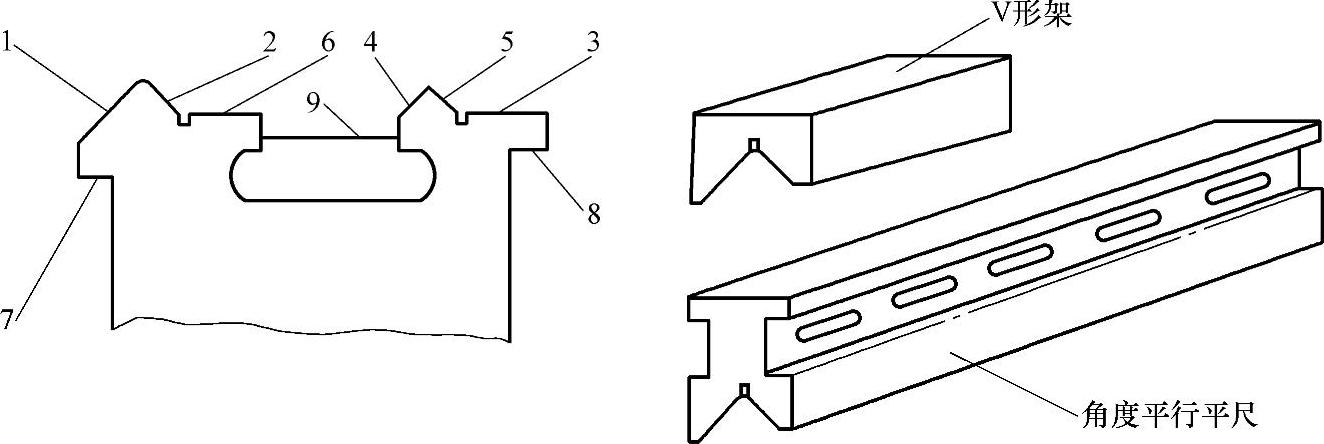
图4-14 专用工具修理法
1~9—床身导轨面
这种平行平尺可以同时配研铲刮V形导轨的两个平面,操作方便,并且还能保证质量,使V形导轨不会出现扭曲现象。
用这种工具配研铲刮的方法和步骤与前苏式法相同。测量所用的工具、量具也相同。因此,不再重复介绍。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。