



答:回转部分圆柱表面的径向跳动。用极低的速度使轴回转,取回转中径向跳动的最大值。
主轴径向跳动的测量方法:
(1)直接测量法
①指示表触头触及主轴轴颈表面,如图3-70所示。低速旋转主轴,指示表指针的变化值,即为主轴的径向跳动误差。
②指示表触头触及主轴内孔表面(靠表),如图3-71所示。低速旋转主轴,指示表指针的变化值即为主轴的径向跳动。
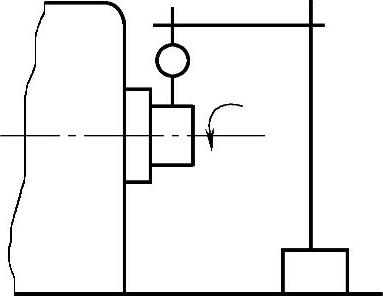
图3-70 指示表触头触及主轴轴颈表面直接测量法
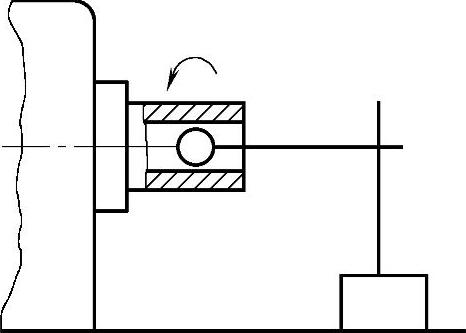
图3-71 指示表触头触及主轴内孔表面直接测量法
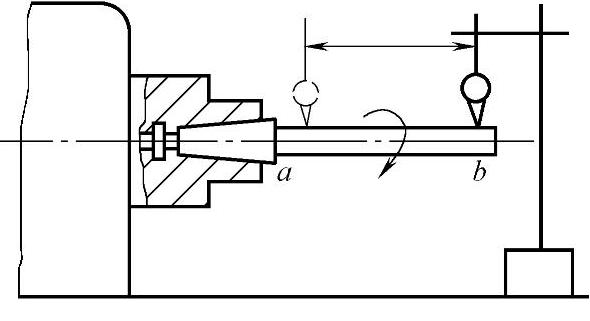
(2)间隙法 主轴锥孔中紧插入一根带锥体的圆柱检验芯棒,指示表固定在工作台上(指示表固定在碰力表架上),指示表触头触及检验芯棒锥体a和b处,如图3-72所示(a、b距离根据标准规定确定),低速转动主轴,指示表指针变化值的极限代数差值即为主轴的径向跳动。
用检验芯棒测量主轴锥孔中心线的径向圆跳动获得的偏差值包括下列误差值:
1)制造误差。主轴锥孔中心线与支承轴颈中心线的同心度。
2)装配误差。主轴装入主轴箱时,产生的装配误差。
3)调整误差。
①滑动轴承。主轴轴颈与轴瓦的间隙调整不当,造成过大的间隙。
②滚动轴承。由于轴承需加预加负荷,由于负荷选择不当,间隙调整不好,造成间隙过大。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-72 指示表触头触及检验芯棒锥体直接测量法
4)检验芯棒的误差。
①锥度不标准。检验芯棒锥度与被测量主轴锥孔的锥度不一致,即接触面不好,一般要求检验芯棒锥体与主轴锥孔的接触面为:普通机床80%,精密机床90%。
②检验芯棒锥体与圆柱部分的同心度误差。
③圆柱部分的几何精度,如圆度、锥度。
④刚性不好,圆柱部分产生挠度。
5)量具误差。由于指示表弹簧压力不当,刚性不好,灵敏度不高而产生误差。
6)读数误差。即视觉误差,观察指示表指针时,与表盘刻度有一定的误差。
7)温度引起的误差。主轴一定要运行到正常温度后进行测量,尤其是对磨床砂轮主轴(因为主轴轴颈与轴瓦在正常温度时的间隙较正确)。
(3)综合精度测量法 指示表触头触及主轴锥体表面和锥孔表面,如图3-73、图3-74所示的磨床砂轮主轴。
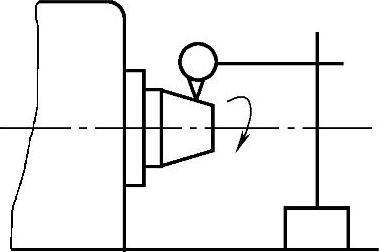
图3-73 指示表触头触及主轴锥体表面综合精度测量法
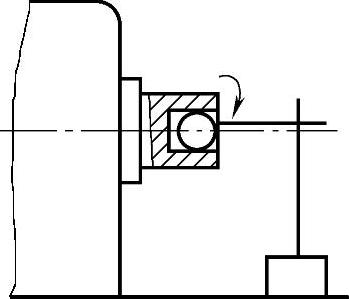
图3-74 指示表触头触及主轴锥孔表面综合精度测量法
这种测量方法,得出的误差值包括两个内容:一个是主轴的径向跳动,另一个是主轴的轴向窜动。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。