



答:垂直度是指应互相垂直的机械部分或运动对垂直的偏差。
垂直度的测量方法:
(1)透光法 用一方尺或弯尺紧靠在被测量的平面A、B上,如图3-55、3-56所示,在强光下看透光程度。
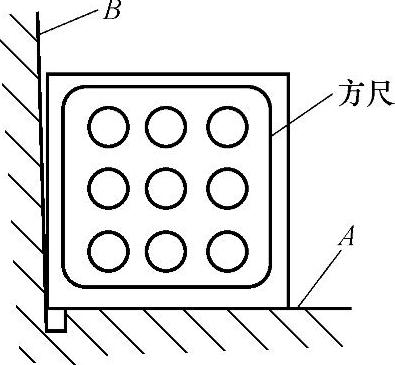
图3-55 用方尺测量垂直度
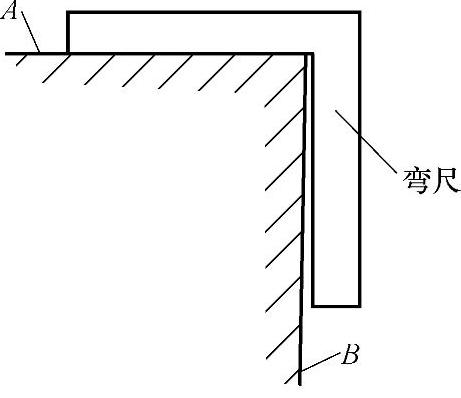
图3-56 用直角尺测量垂直度
(2)堵塞法 用方尺或弯尺进行。方尺和弯尺紧靠在被测量的平面A、B上,然后用塞尺插入有缝隙的地方。如图3-57、图3-58所示。
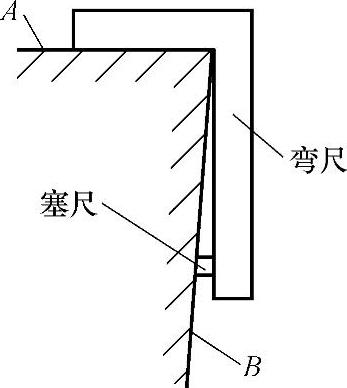
图3-57 用直角尺测量垂直度
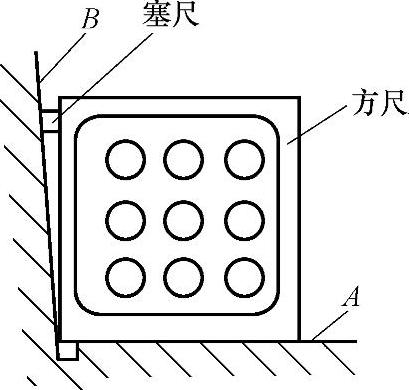
图3-58 用方尺测量垂直度
(3)水平仪法 首先将柜形水平仪安放在被测量的平面A上,记录下水泡的位置,然后,将水平仪紧靠在被测量的平面B上,再观察水泡的位置值(见图3-59),两位置的水泡差,即为平面A与平面B的垂直度误差。
这种方法应用很广,一般常用于大型机床,如龙门铣床、龙门刨床、龙门磨床、卧式镗床等的工作台面与立柱导轨的垂直度测量。
(4)混合法 这种方法是通过方尺或弯尺、游标万能角度尺和指示表共同进行。
1)被测量的平面B紧贴一块方尺或弯尺,带指示表的表座安放在被测量的平面A上,指示表触头触及方尺a表面,移动指示表座,指示表指针的变化值,即为垂直度误差,如图3-60所示。
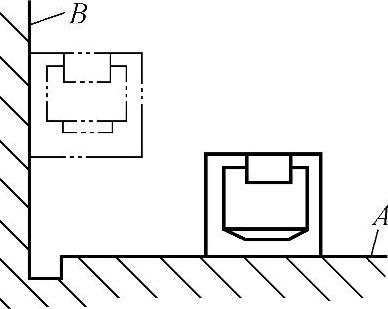
图3-59 框形水平仪测垂直度
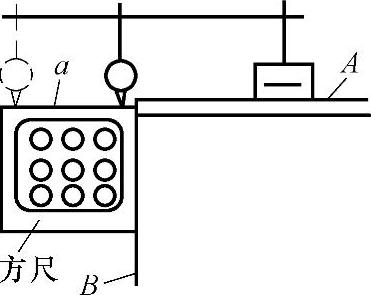
图3-60 方尺或弯尺测量垂直度
2)图3-61为测量床鞍燕尾导轨对V形导轨垂直度的示意图。用方尺或弯尺、游标万能角度尺及指示表进行。
方尺安放在床身导轨上,指示表固定在床鞍上,指示表触头触及方尺的a平面,往返移动床鞍,调整方尺,使a面与床身V形导轨平行。然后,床鞍燕尾导轨紧贴游标万能角度尺,其指示表触头触及方尺b平面,移动游标万能角度尺,指示表指针变化值的极限代数差值,就是床鞍燕尾导轨对V形导轨的垂直度误差。
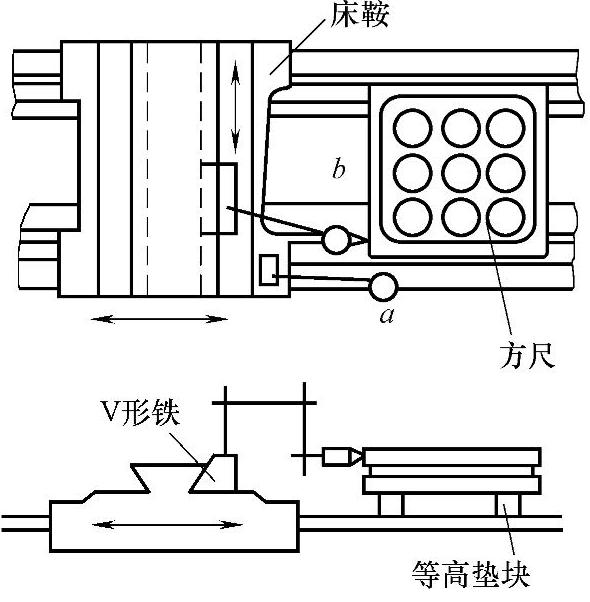
图3-61 方尺、游标万能角度尺测垂直度
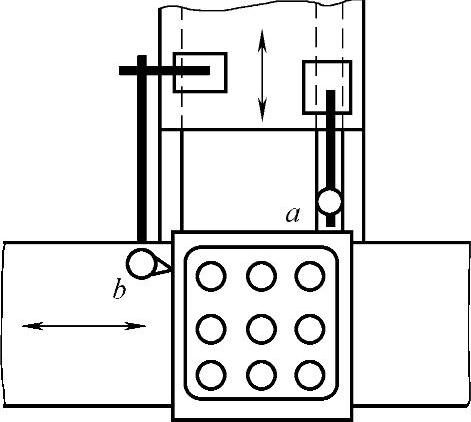
3)图3-62为磨床砂轮架移动对工作台移动的垂直度测量、测量方法与上述相同。
这种方法常用于机床大修理中几何精度的测量。例如坐标镗床工作台纵、横向的垂直度测量。
4)图3-63为测量支承孔中心线对圆导轨面的垂直度(T4163坐标镗床及有关所有的坐标镗床的水平分度盘和万能分度盘的结构)。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-62 测量磨床砂轮架与工作台垂直度
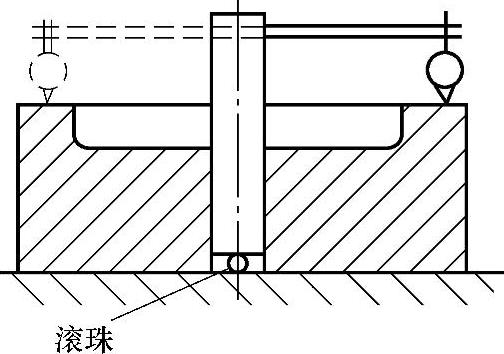
图3-63 利用滚珠支承测量支承孔中心线对圆导轨面的垂直度
被测量的工件安放在平板上,支承孔中紧密插入一根圆柱检验芯棒,检验芯棒下端中心孔放一个滚珠支承。检验芯棒上端装一根刚性较好的带指示表的表杆,指示表的触头触及圆导轨表面,旋转芯棒,指示表指针变化值的极限代数差值即为垂直度误差。
5)主轴锥孔中紧密插入一根带指示表的检验芯棒,如图3-64所示,指示表触头触及工作台面,回转主轴,指示表指针a—a′、b—b′位置变化值的极限代数差值即为垂直度误差。
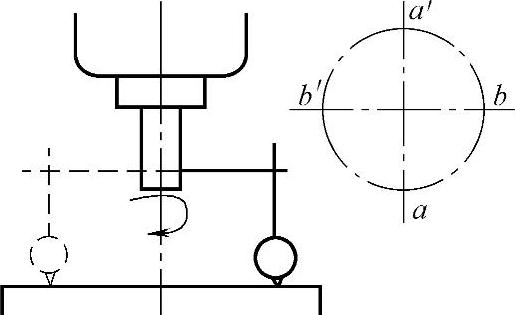
图3-64 测主轴锥孔垂直度
6)主轴回转中心线对A、B平面的垂直度。
主轴锥孔中紧密地插一根带指示表的检验芯棒,指示表触头触及A、B平面上的量块表面,回转主轴,如图3-65所示。指示表指针变化值的极限代数差值即为垂直度误差。
7)主轴回转中心线对床头中心线与尾座套筒中心线的垂直度。
床头主轴锥孔和尾座套筒锥孔中各紧密插入一顶尖,两顶尖之间顶住一根圆柱检验棒,如图3-66所示。主轴锥孔中紧密插入一根带指示表及表杆的检验芯棒,指示表的触头触及圆柱检验芯棒侧母线,回转主轴,指示表指针变化值的极限代数差值,即为垂直度误差。
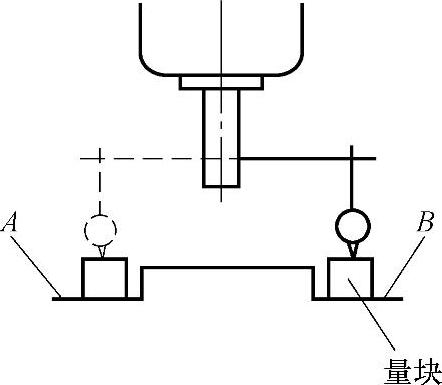
图3-65 主轴回转中心线对A、B平面的垂直度的测量
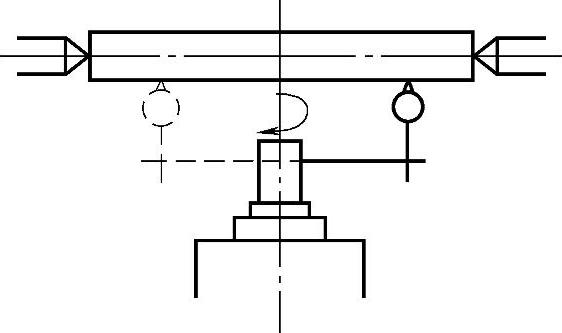
图3-66 主轴回转中心线对床头中心线与尾座套筒中心线的垂直度测量
8)车床床鞍燕尾导轨对床头主轴箱主轴锥孔中心线和尾座套筒锥孔中心线的垂直度。
床头主轴锥孔和尾座套筒锥孔中各插一个顶尖,两顶尖间顶住一根圆柱检验芯棒,使圆柱检验棒侧母线紧靠一个弯尺或方尺,燕尾导轨中放置一个带指示表的V形铁,指示表触头触及弯尺另一平面a,移动V形铁(见图3-67)。指示表指针变化值的极限代数差值就是垂直度误差。
9)主轴回转中心线对工作台T形槽侧面的垂直度。
主锥孔中紧密插入一根带指示表的检验芯棒,工作台的T形槽侧面紧靠一个T形铁或Γ形铁(T形铁或Γ形铁两平面应平行)。指示表触头触及T形铁或Γ形铁表面,如图3-68所示。主轴转动180°进行测量A、B位置,指示表指针变化值的极限代数差值,就是主轴中心线与T形槽侧面的垂直度误差。
10)主轴回转中心线对滑板的燕尾导轨的垂直度。
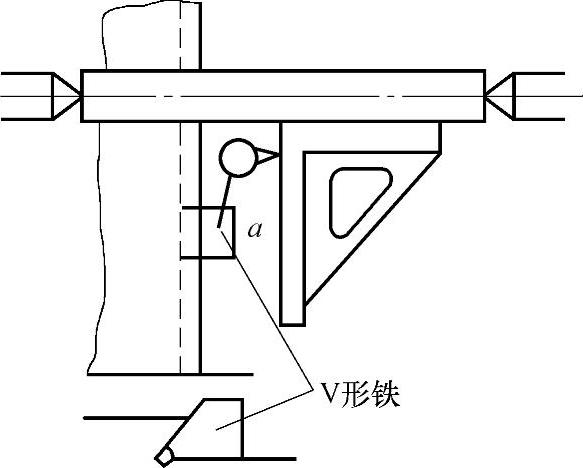
图3-67 测量导轨对主轴锥孔中心线垂直度
主轴锥孔中紧密插入一报带指示表的检验棒,如图3-69所示。燕尾导轨内放一短圆柱检验芯棒,指示表触头触及燕尾导轨短圆柱棒侧母线,主轴转动180°,指示表指针变化值的极限代数差值,就是主轴中心线与燕尾导轨垂直度误差。
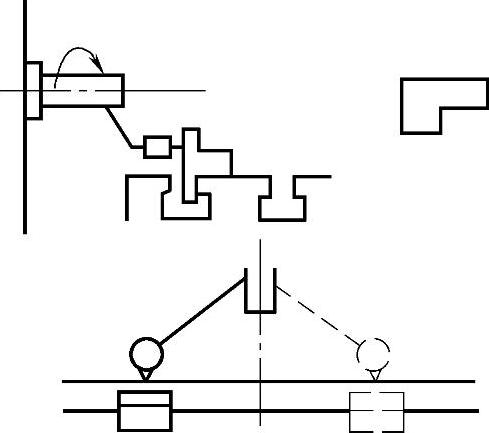
图3-68 主轴回转中心线对工作台T形槽侧面的垂直度
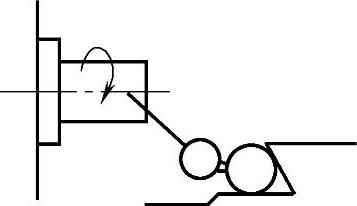
图3-69 主轴回转中心线对滑板的燕尾导轨的垂直度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。