



(1)水平仪法 用水平仪通过专用过桥或可调式过桥可以测量两平面导轨(见图3-32),两V形导轨(凹)如图3-33所示,一个平面导轨、一个V形导轨(见图3-34),两个凸V形导轨(见图3-35),一个凸V形导轨、一个平面导轨(见图3-36)的平行度。
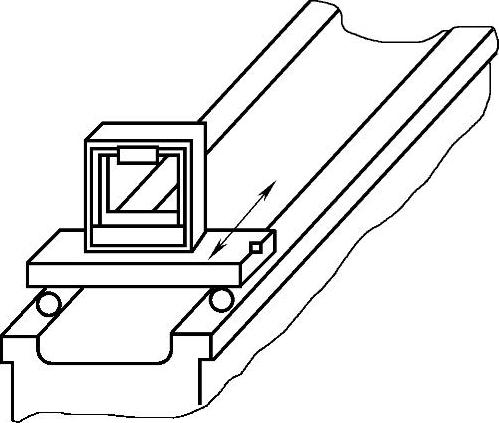
图3-32 用水平仪测量两平面导轨平行度
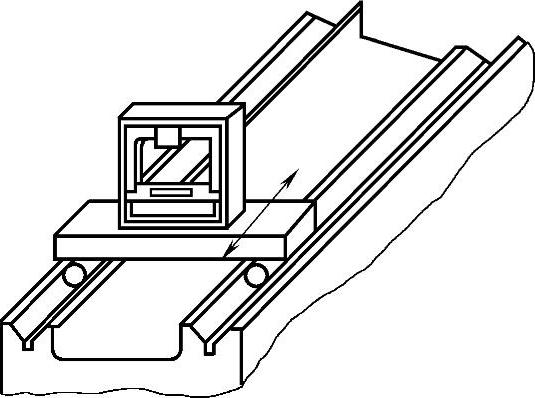
图3-33 用水平仪测量两V形导轨平行度
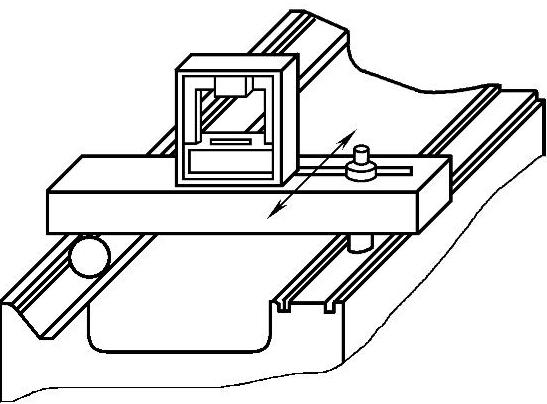
图3-34 两个凹V形导轨的平行度测量
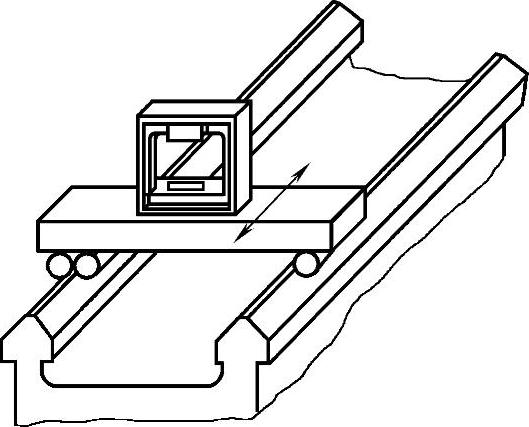
图3-35 两个凸V形导轨平行度的测量
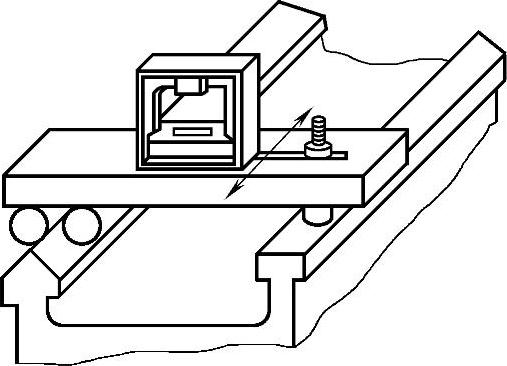
图3-36 一个凸V形导轨与平面导轨平行度的测量
误差为水平仪两极限值的代数差。
这种方法应用很广,尤其是在大型机床导轨测量中是不可缺少的。
两轴中心线的平行度也可用水平仪进行测量。图3-37为两轴在垂直平面内的平行度的测量方法,它通过过桥板用水平仪进行测量。
图3-38为两轴在水平面内的平行度的测量方法。它通过角度弯尺用条形水平仪进行测量。
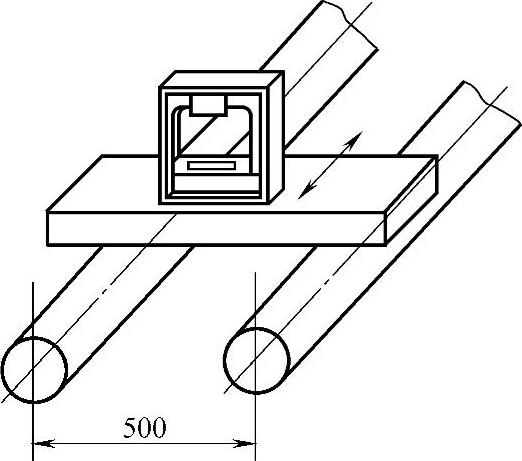
图3-37 两轴垂直面的平行度测量
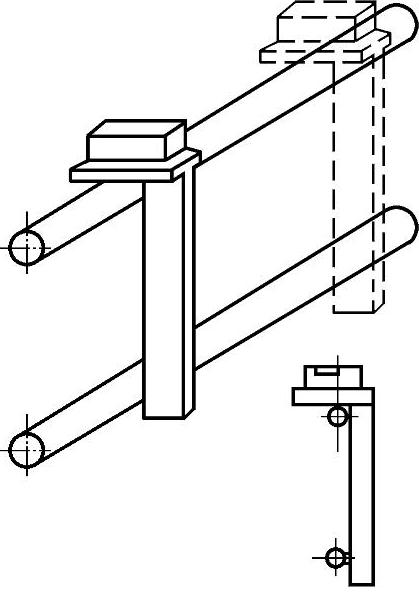
图3-38 两轴水平面内平行度的测量
注意:用水平仪测量的结果应通换算才能得出误差值。因为,水平仪读数值为角度值。经过换算,将角度值换算为线性值。
换算的方法看图3-37。两轴的中心线距离为500mm,用0.02/1000的水平仪,水泡移动一格,线性值是: 。
。
(2)指示表混合法 这种方法是用指示表,通过各种游标万能角度尺进行测量。如图3-39a~d所示。这种方法用于小型机床导轨的测量。
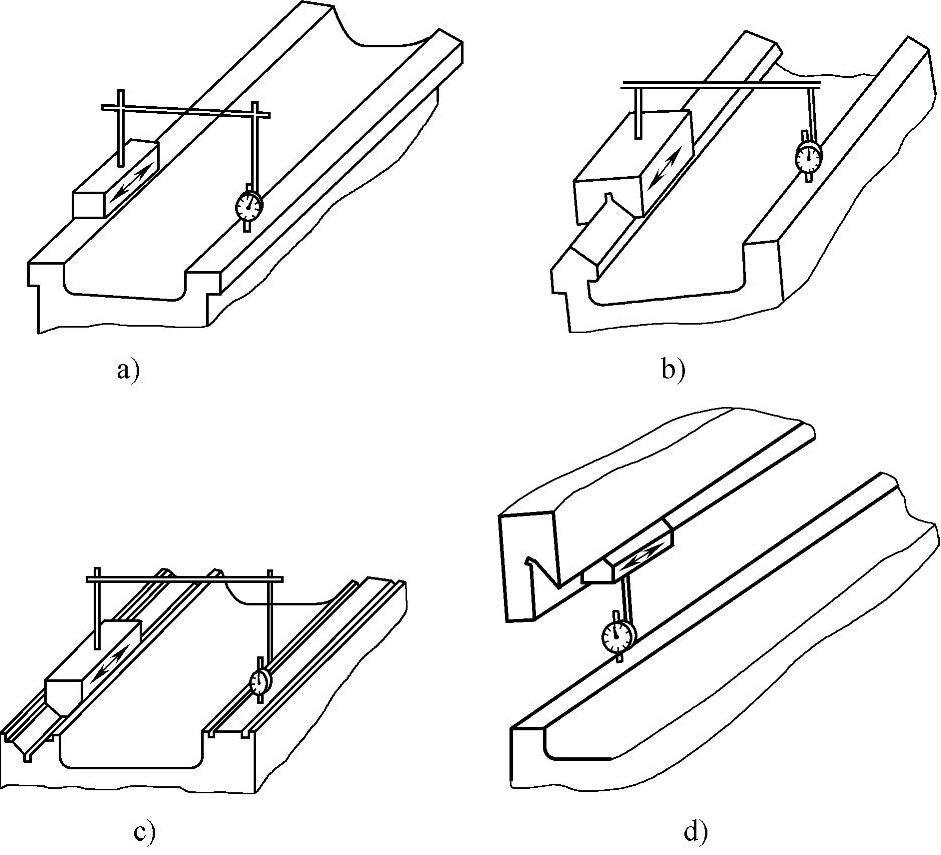
图3-39 指示表混合法
1)一个V形导轨和一个平面导轨组成的机床床身导轨。它只能测量垂直面内的平行度。如图3-39a~d所示。
2)如果是两个V形导轨组成的床身导轨,它既有垂直平面内的平行度,同时也有水平平面内的平行度。这两个平行度都应进行测量,其方法是用两个V形铁和指示表进行,如图3-40a、b所示。这种方法适用于小型机床。
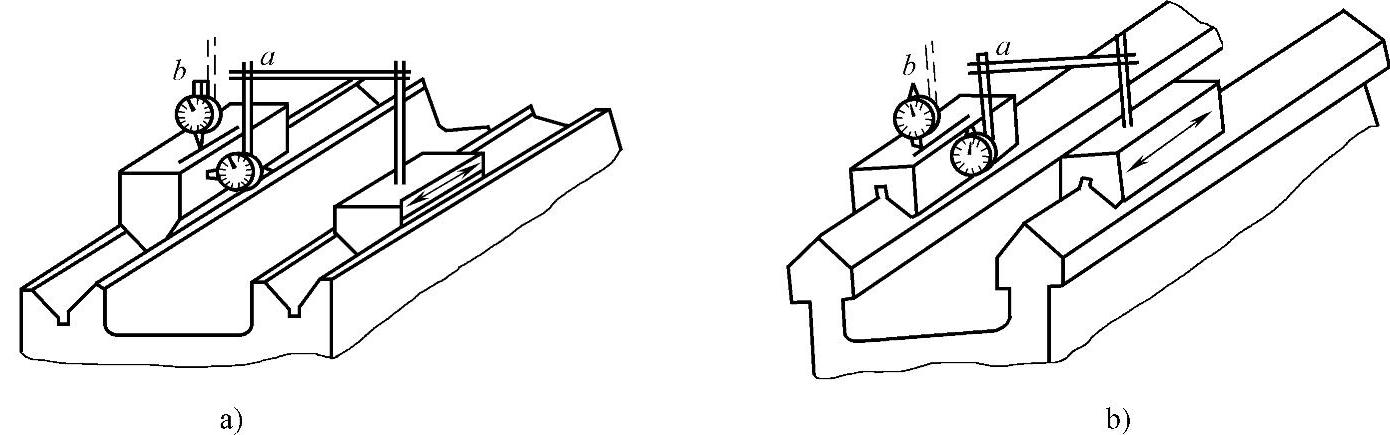
图3-40 两个V形导轨平行度的测量
这种方法同时可以测量垂直平面内平行度和水平面内的平行度。如果用于大型机床导轨的测量,则由于表杆过长,在V形架移动时,表杆会产生颤动,影响测量的精度。
图3-41为机床滑板,它的两导轨跨距不大,用表架(V形铁)测量是可行的。
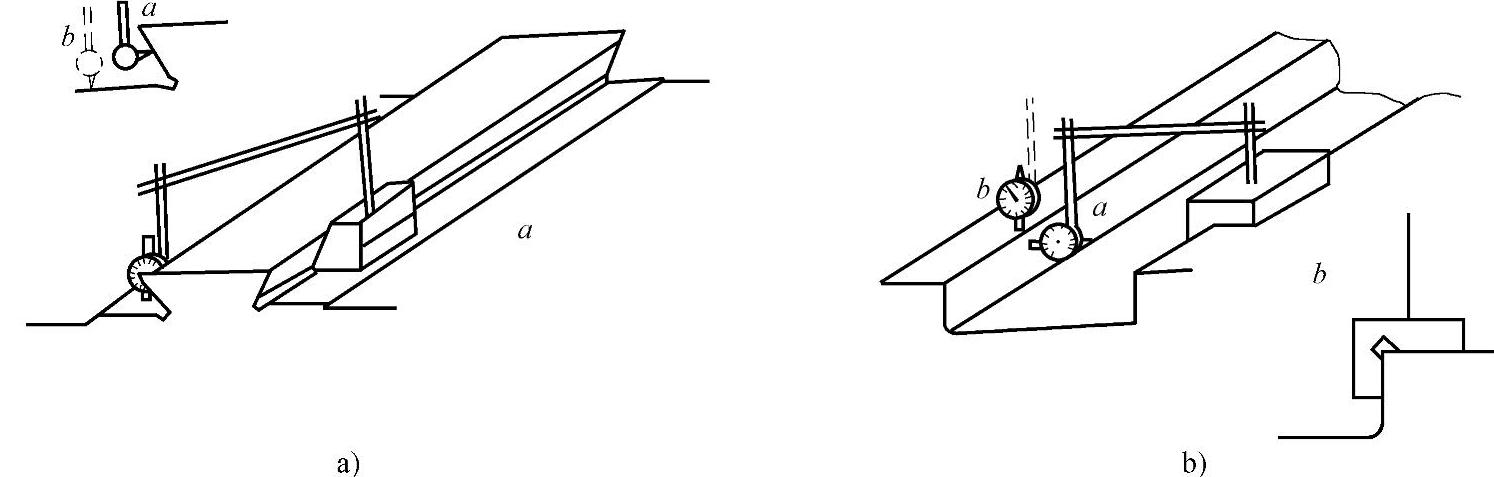
图3-41 机床滑板平行度的测量
3)有的借助于机床本身的部件进行测量,图3-42为利用滑板测量V形导轨对齿条用床身平面平行度的方法。又如图3-43为利用车床滑板测量床身V形导轨对尾座用床身V形导轨的平行度的方法。测量方法:指示表安放在车床的滑板上,指示表触头触及尾座套筒的上母线和侧母线,移动滑板带动尾座一起前进,指示表指针的变化值,即为滑板用床身导轨对尾座用床身导轨的平行度误差。
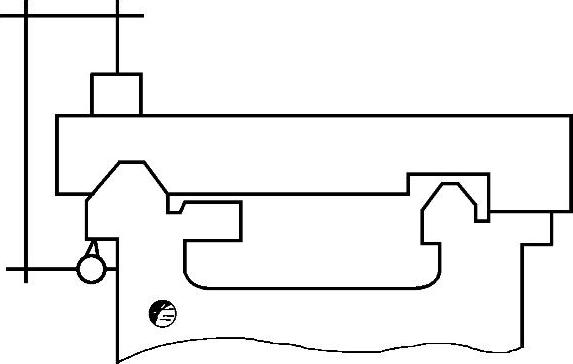
图3-42 利用滑板测量V形导轨与齿条用床身平面平行度
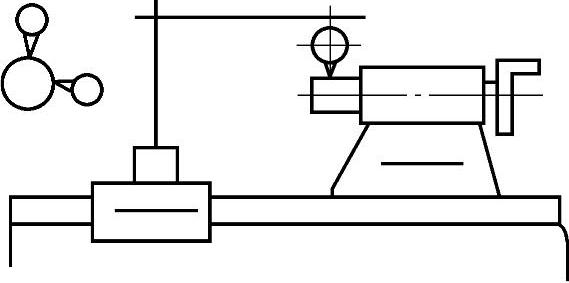
图3-43 利用车床测量床身V形导轨与尾座用V形导轨平行度(https://www.xing528.com)
4)主轴箱主轴锥孔中心线对工作台台面的平行度的测量。
①主轴锥孔中紧密插入一根带指示表的检验棒,工作台台面上放一弯尺,指示表触头触及弯尺表面,调整弯尺左、右位置,然后观察指示表指针在上下a、b点的偏差,偏差值就是主轴中心线对工作台台面的平行度误差。如图3-44所示。
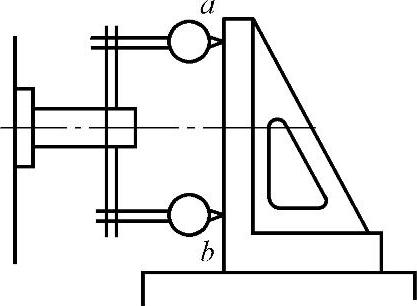
图3-44 用弯尺测量
②主轴锥孔中紧密插入一根检验芯棒,带指示表的表座放在滑板上平面上指示表触头触及检验芯棒上母线,图3-45所示。移动指示表座,指示表指针变化值的极限代数差,就是工作台台面对主轴中心线的平行度误差。
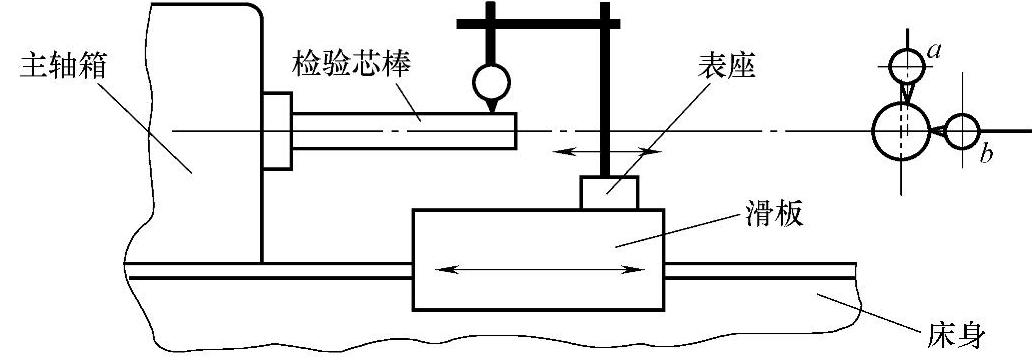
图3-45 用拖板测量
(注意:用指示表触头找检验棒上a母线的最高点)。
③指示表不动,移动滑板(见图3-45)。指示表触头触及检验棒上母线a和检验棒侧母线b。移动滑板,指示表指针变化值的极限代数差,就是滑板移动对主轴中心线的平行度误差。
5)工作台移动对工作台台面的平行度的测量(见图3-46)。
以磨床为例,指示表固定在砂轮架上,触头触及工作台工作面,移动工作台
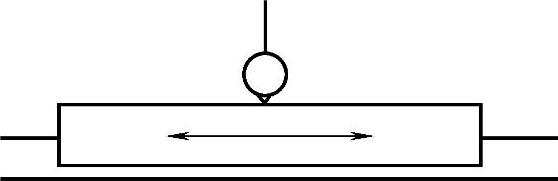
图3-46 工作台移动时平行度的测量
即能测量出平行度误差。
这种方法用得很广,如龙门铣床、龙门刨床、龙门磨床,铣床等。
6)以车床为例,图3-47为测量床头主轴箱主轴中心线与尾座套筒中心线对床身导轨的平行度的测量方法。指示表固定在滑板上,主轴与尾座之间顶住一根圆柱形检验芯棒,指示表触头触及芯棒母线。首先测量上母线,后测量侧母线。指示表指针变化的极限代数差即为平行度误差。
7)图3-48所示为立式铣床主轴箱。主轴箱上下移动对主轴锥孔中心线的平行度(即主轴锥孔中心线对主轴箱底平面的平行度的测量方法)。
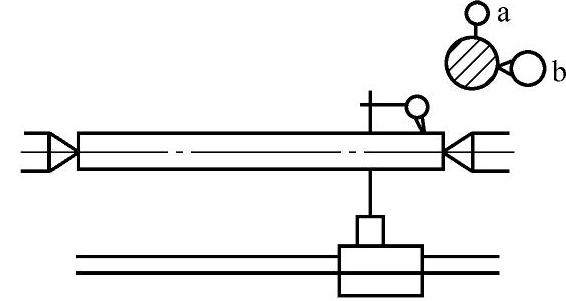
图3-47 测量导轨平行度的测量方法
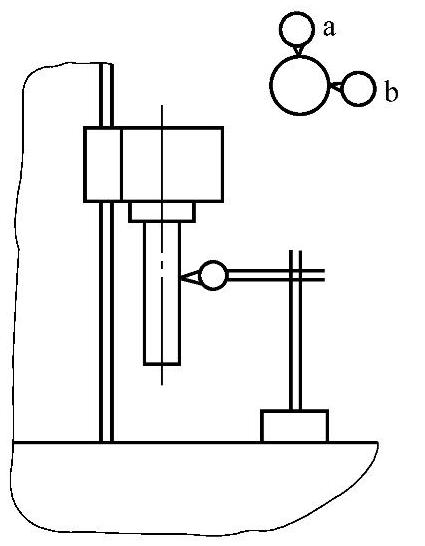
图3-48 立式铣床主轴箱
主轴锥孔中紧密插入一根检验棒,指示表固定在工作台上,触头触及芯棒的两侧面母线,上下移动主轴箱,指示表指针变化值的极限代数差即为平行度误差。
8)图3-49是用指示表和V形铁测量两孔中心线的平行度的方法。
(3)千分尺混合法 千分尺是测量机床导轨平行度的一种很好的量具,它主要测量短距离的两平面和两V形导轨的平行度。这种方法也是修理中常用的方法。
①图3-50为铣床升降台90°平面导轨,可直接用千分尺测量两平面的平行度。
②图3-51为常见的结构,如车床的床鞍、小滑板导轨。
在燕尾导轨中放两根短圆柱检验芯棒,用千分尺分段进行测量。
③图3-52为一个V形导轨和一个平面导轨。V形槽内放一短圆柱检验芯棒,用千分尺进行测量。用千分尺测量方便,精度达到千分之几。
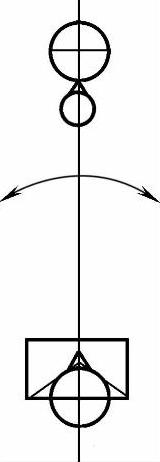
图3-49 测量两孔中心线
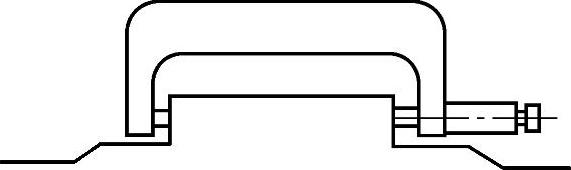
图3-50 用千分尺测量平行度
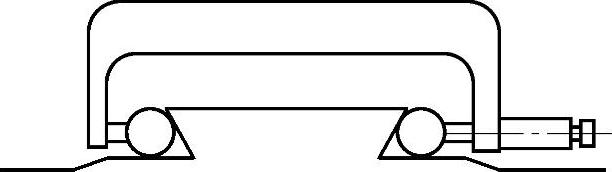
图3-51 用两根短圆柱检验芯棒和千分尺分段测量
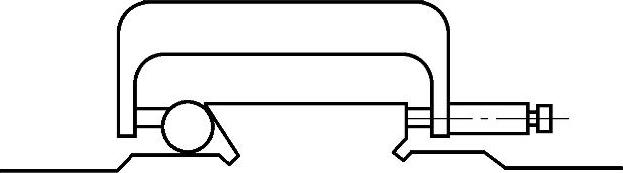
图3-52 放一短圆柱检验芯棒和千分尺测量
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。