



答:直线的机械部分或运动,对理想直线的偏差。
直线度分为:垂直面内的直线度和水平面内的直线度。
被测量的表面与垂直平面相交所形成的交线,在z方向与y轴所包容的最大坐标值,如图3-1所示。
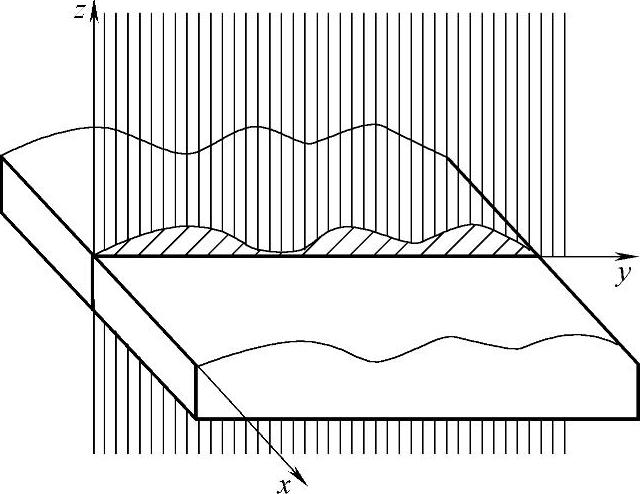
图3-1 垂直平面内的直线度
如火车轨道的上坡和下坡。
垂直平面内的直线度的测量方法:
(1)透光法 被测量的平面紧靠一根刀刃尺或检验平尺(窄面的)、圆柱检验芯棒来测量。如图3-2a、b、c所示为在强光下观察两接触面间的透光程度。
这种方法只能测量比较小的零件表面和轴类的轴颈母线。测量的结果也只能知道被测量表面的直线度的偏差,而得不出具体的偏差值。这种方法一般用于钳工锉零件表面的直线度测量。
研磨主轴锥体表面时,一般用刀刃尺测量母线的直线度,如图3-2d所示。
(2)研点法 在被测量的平面上均匀涂一层很薄的红丹粉,把检验平尺放在被测量面上作短距离往复移动,观察被测量表面研点是否均匀。图3-3为车床床身平面导轨的直线度测量。
这种方法在机床修理中,应用得比较广泛,尤其适用于中、小型机床。但这种方法得不到直线度的误差值。
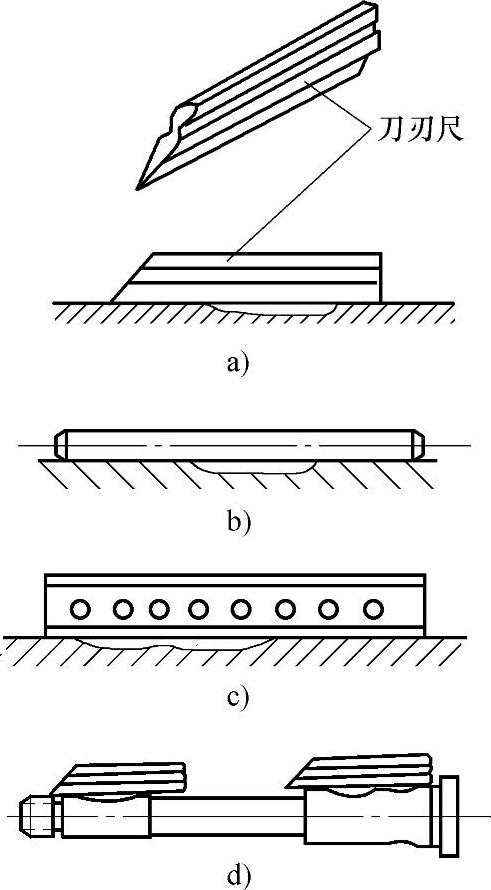
图3-2 透光法
(3)堵塞法
1)被测量的平面上放置一根标准检验平尺,在两者之间用两块等高垫铁支承(等高垫铁安放在离两端2l/9处,l为标准平尺的长度),然后用量块组合塞入两平面之间,在几个不同位置进行测量(图3-4所示为卧式车床床身平面导轨的测量方法)。其间隙最大值为平面导轨直线度误差。
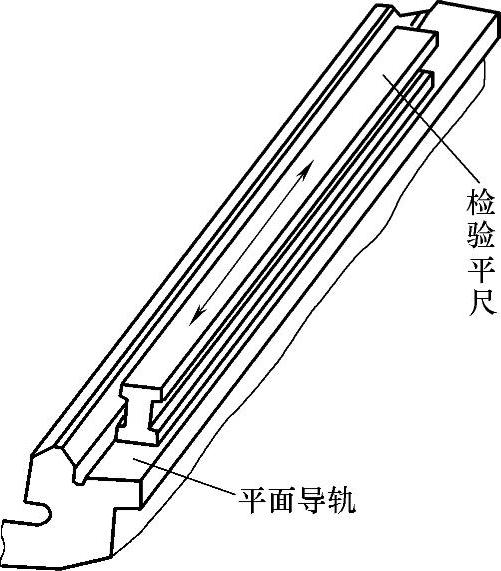
图3-3 车床床身平面导轨的直线度
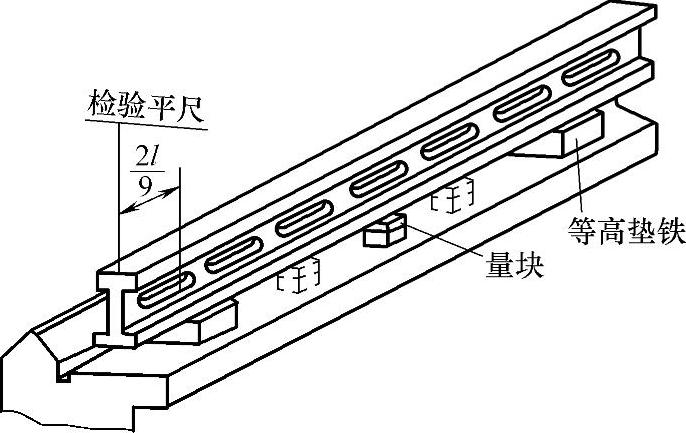
图3-4 卧式车床床身平面导轨测量方法
但是,这偏差值包括检验平尺本身的偏差值在内,应去掉检验平尺本身偏差值,这才是机床床身导轨真正的直线度误差。
2)如果没有较好的标准检验平尺,可用一根圆柱检验芯棒和两个等高V形铁支承进行测量(见图3-5)。测量方法与标准检验平尺的测量方法相同。
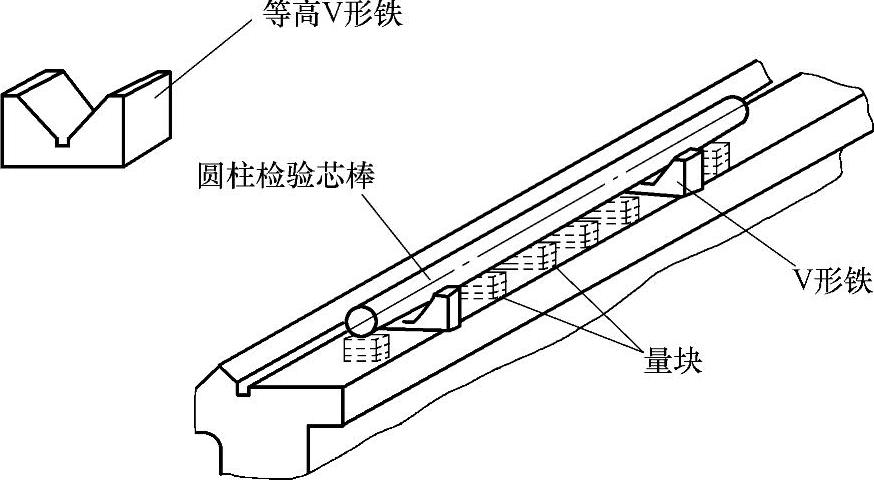
图3-5 卧式车床床身平面导轨的测量
此种方法,只用于小型机床导轨的测量(导轨长度小于1500mm),测量结果可以得出误差值。
堵塞法在机床制造和修理中的应用也比较广泛,一般用塞尺进行卧式机床的测量,精密机床则必须采用量块进行。
(4)混合法 这种方法是用指示表、平行平尺、等高垫铁及指示表架(角度规)进行测量。
在被测量的平面上,安放一根平行平尺,在两者之间用两块等高垫铁支承。如图3-6a所示,带指示表的表座安放在被测量的平面上,指示表触头触及平行平尺上平面,移动指示表座及量块,观察指示表指针的变化情况,变化的数值即为误差值(应去掉平行平尺的本身误差)。
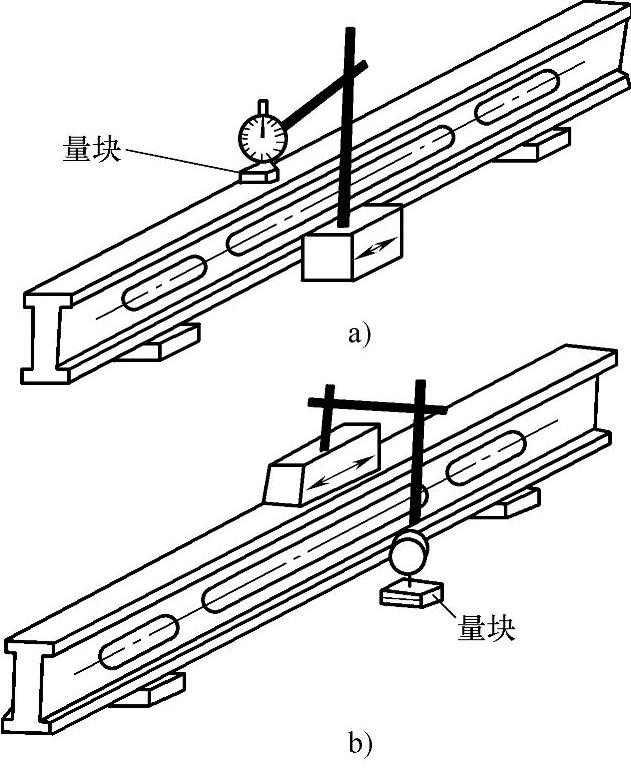
图3-6 混合法
刮削平面要用量块配合进行是因为铲刮面是凸、凹不平的,指示表触头直接触及铲刮面,指示表指针会出现摆动现象(见图3-7),凸凹之间有一定差值,这样测量的结果是不准确的。因此,在测量时必须放一块量块,这样避免了这种误差的产生,尤其对精密机床来说,更应注意。
如图3-6b所示,带指示表的表座安放在平行平尺的上平面,指示表的触头触及被测量的平面,移动指示表座,观察指示表指针的变动情况,变化的数值即为误差值。
这种方法,主要用于中、小型机床的测量。
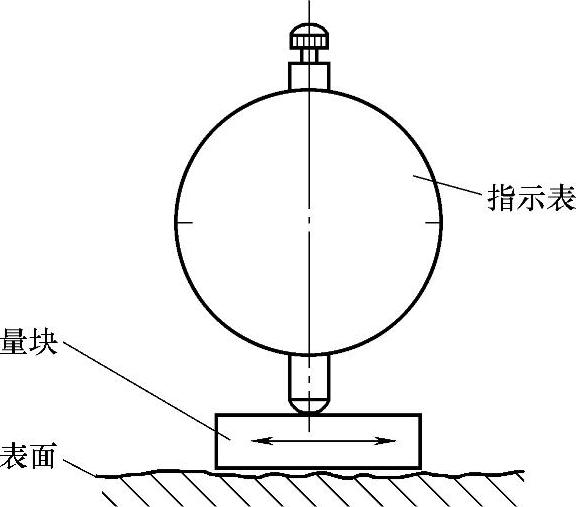
图 3-7
(5)调整法 检验平尺放在床身平面导轨上,用两块垫铁支承(见图3-8a)。带指示表的V形铁放置在V形导轨上,指示表触头触及检验平尺两端,调整检验平尺,使指示表指针数值一致,移动V形铁,指示表指针的变化值即为误差值。
图3-8b所示的测量方法与图3-8a相同,但指示表不安装在V形导轨的V形铁上,而是安放在平尺表面上,指示表触头触及V形铁的上平面,移动指示表的表座,指示表指针的变化值,即为误差值(两端调整一致)。
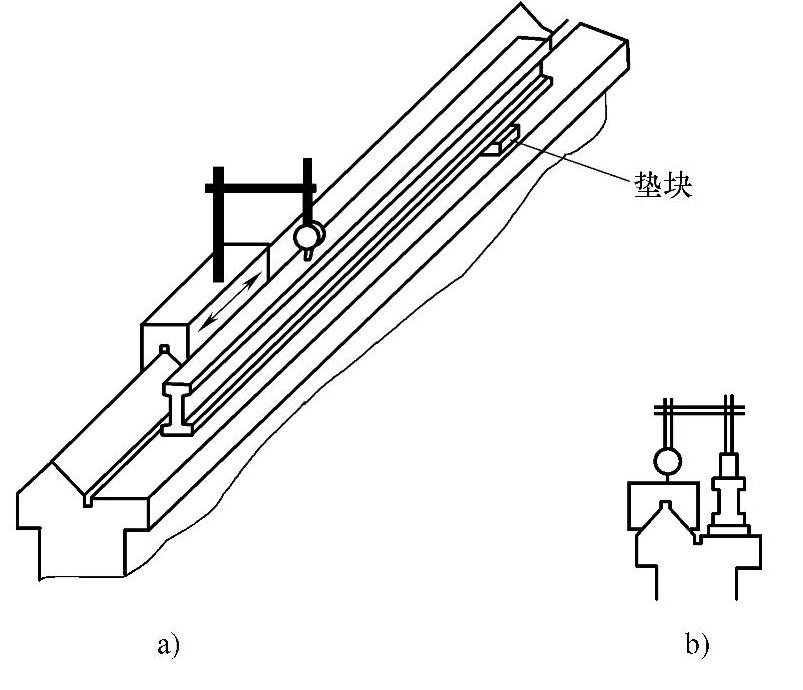
图3-8 调整法
如果没有很好的检验平尺,可以用圆柱形检验芯棒和V形铁进行测量,如图3-9所示。同样,将检验芯棒两端调整一致,分段进行测量,记下指示表指针的偏差值,即为误差值。在测量时,主要测量检验芯棒上母线。
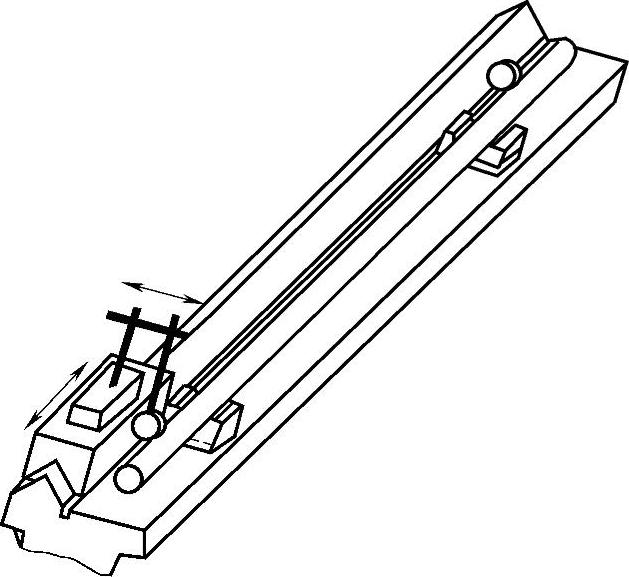
图3-9 用圆柱形检验芯棒和V形铁进行测量
(6)液体法 在两端封闭的凹形槽中,注入液体,安放在被测量的V形导轨和平面导轨旁,V形导轨中放置一个带螺钉测微器(测微器杆前端是尖形)的V形铁,测微器杆尖端与凹形槽液面两端接触,调整床身V形导轨两端与凹形槽液面等距(见图3-10a),移动V形铁,分段测量,用眼睛观察测微器杆尖端与液面接触(瞬间),再看测微器杆分度值。
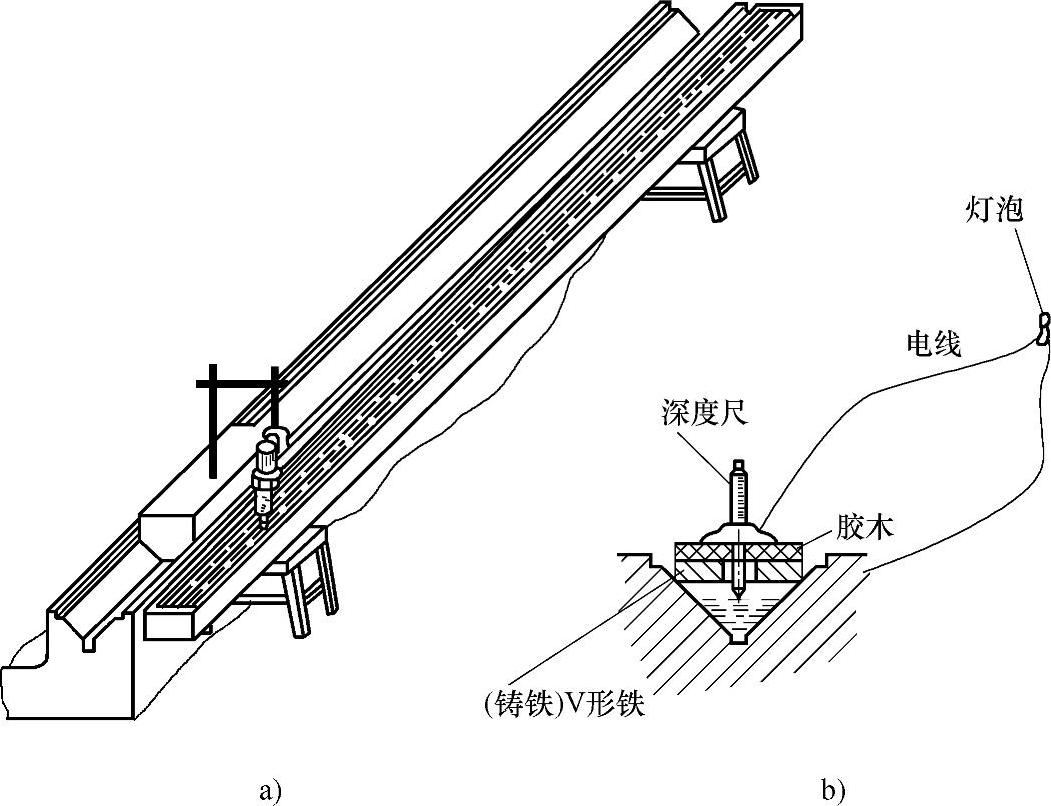
图3-10 液体法
这种测量方法很难观察测微器杆尖端与液面的瞬间接触。为了便于观察,用通电方法,装上灯泡或电铃。
也可以利用机床的V形导轨进行测量,在V形导轨中注入液体(V形导轨两端堵住)。测微器固定在V形导轨上,调整床身导轨两端使之与液面一致,分段进行测量(见图3-10b)。
此种方法可用于大型机床平面导轨和V形导轨的测量。测量的结果,能得到误差值,其精度可达到0.01mm。
注意:在测量过程中,凹形槽内液体应平静,不应受振动,以免液面产生波纹,影响测量精度。
(7)水平仪测量 水平仪测量机床床身导轨在垂直面内的直线度,是一直在用的。
20世纪50年代我国采用的标准中没有出现画坐标曲线法,只有计算法。20世纪60年代初才出现画图的方法,20世纪60年代中期,国家标准才规定采用画图的方法找出误差值。
用水平仪测量机床导轨直线度误差值的计算方法分为读数法和画图法(坐标值法)两种。画图法又可分为角度误差和线性误差两种。
1)读数法 读数法(ΓOCT)分为(不必绘制曲线图):
①误差以水平仪两极限读数的代数差的一半计(只许凸)。
②误差以水平仪两极限的代数差计。
③公差。
④误差以气泡偏差所示的振幅的一半计。
⑤误差以水平仪读数(气泡偏差)的代数差的一半计。
⑥误差以水平仪读数的代数差一半计。
这些方法只知道误差值,导轨的具体情况就不能了解,这对修理来说有一定困难。
2)画图法(坐标值法)角度误差和线性误差都应画出导轨直线度的坐标曲线图,这样对修理工人有一定好处。
①测量方法:水平仪放置在机床导轨的专用水平仪垫铁上,水平仪垫铁沿着机床导轨分段移动(分段测量时每移动距离小于水平仪垫铁,如水平仪垫铁长200mm,移动距离应为190mm,这样画出来的曲线是相连的),如图3-11所示。记下水平仪水泡在每个位置的数值,根据这些数值,绘出一条曲线,此条曲线称为导轨的运动曲线。
水平仪水泡值“正”“负”的确定方法:
正(+):水平仪水泡移动的方向与水平仪移动相同。
负(-):水平仪水泡移动的方向与水平仪移动方向相反。
现举例说明用0.02/1000mm的水平仪测量机床导轨直线度。
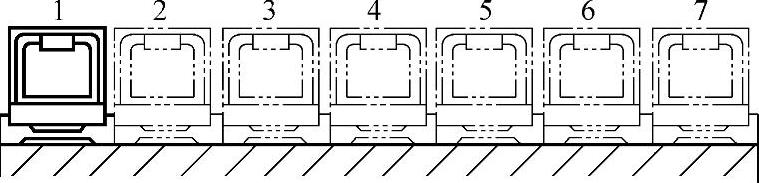
图3-11 画图法测量方法
安放有水平仪的水平仪垫铁放置在机床导轨上,如图3-11所示,移动水平仪垫铁,将水平仪水泡变化的位置值记录下来(见图3-12)。
0、-2、-1、-5、0、-1、-3
根据图3-12记录的数值,画出坐标曲线(见图3-13的第一条曲线)。同时画出共10条曲线,以便分析曲线,用不同的计算方法,得出不同的结果。
误差以水平仪两极限的代数差计。
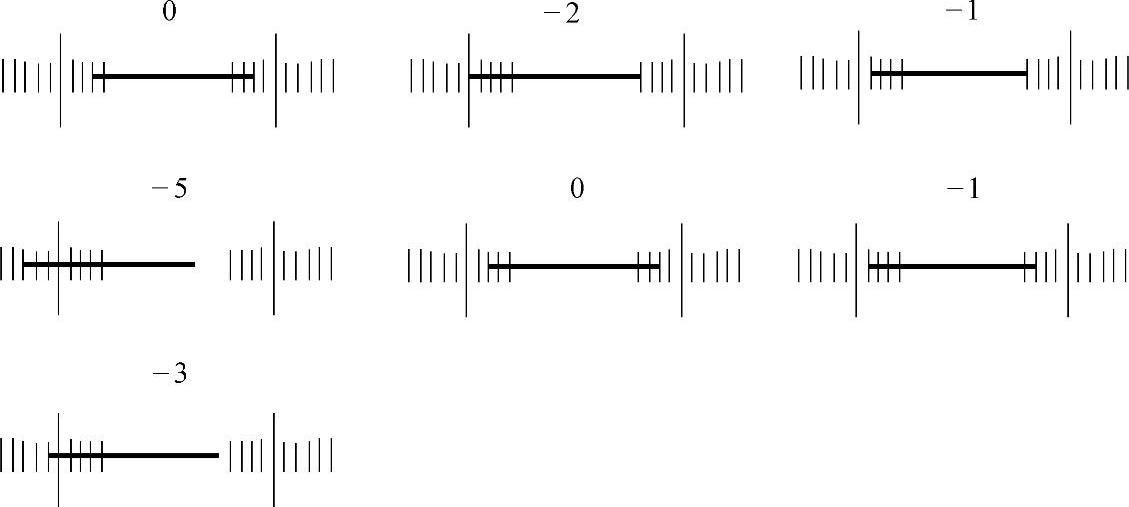
图3-12 水平仪水泡的位置
从图3-13所示的10条曲线可以看出,读数法和坐标值法对于同一条曲线,结果并不相同。读数法的结果大于坐标值法的结果。
②机床导轨直线度的标准:
角度误差:每一米行程为 ;
;
全部行程为 。
。
线性误差:每一米行程为0.02mm;
全部行程为0.04mm。
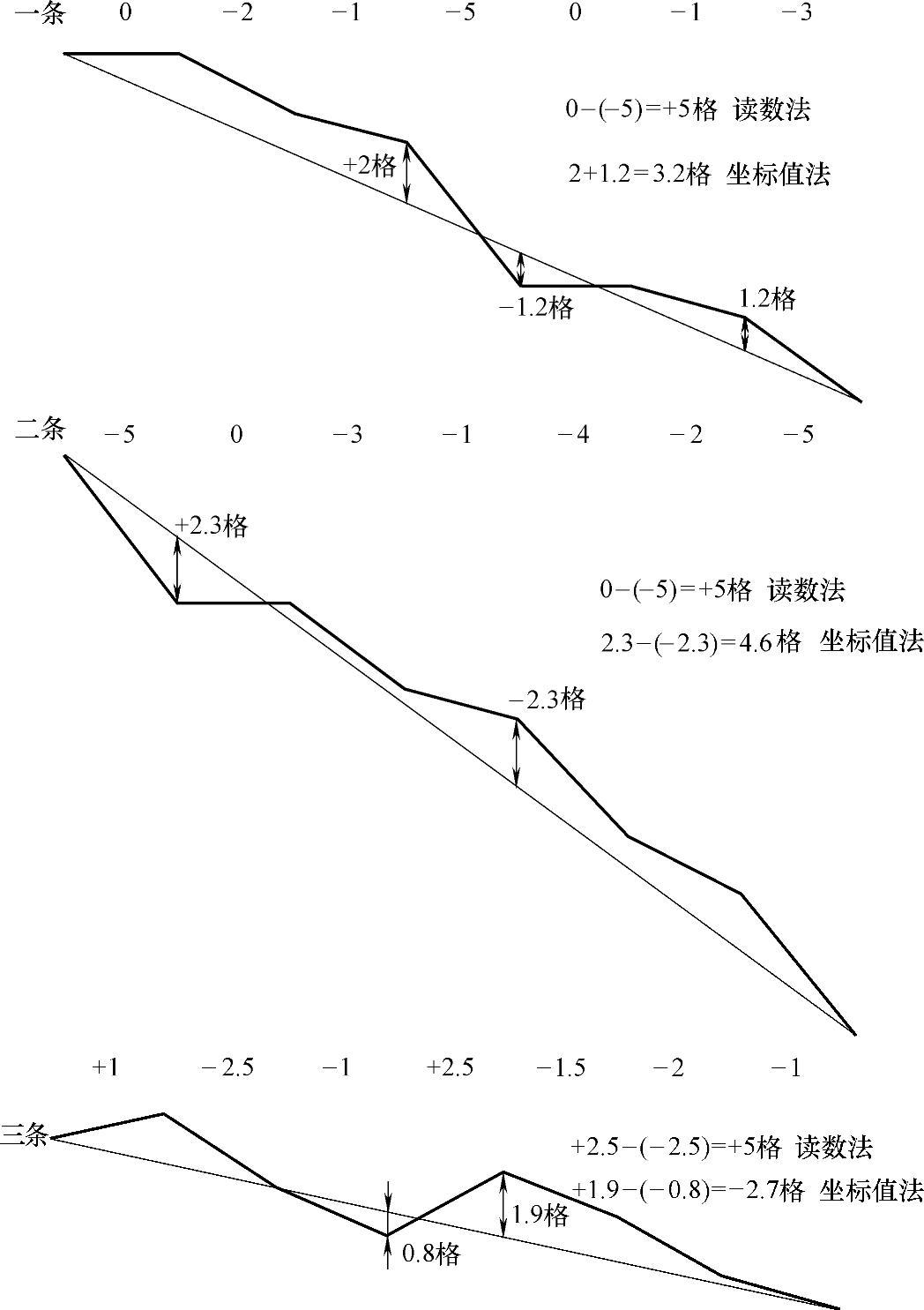
图3-13 坐标曲线
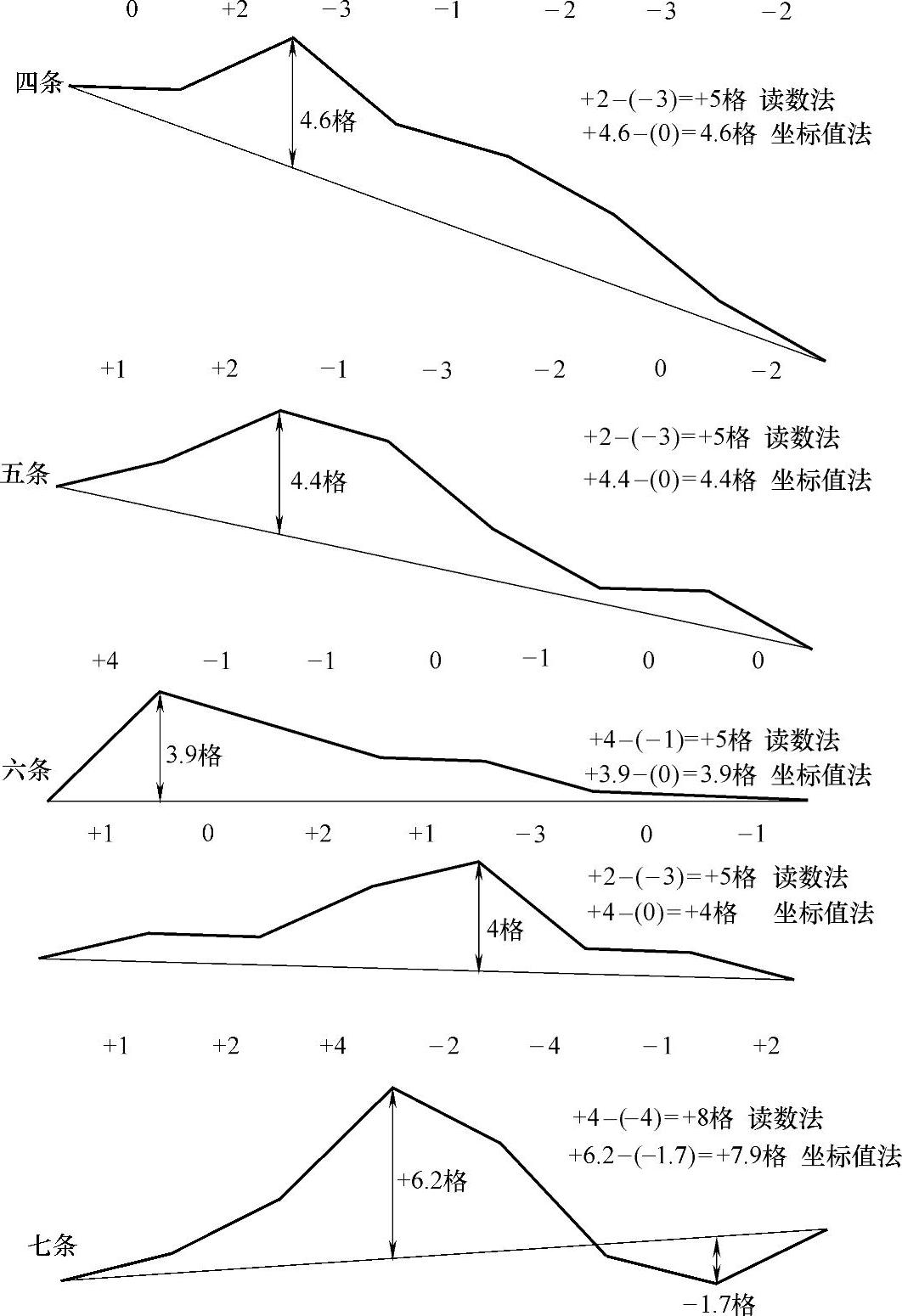
图3-13 坐标曲线(续一)
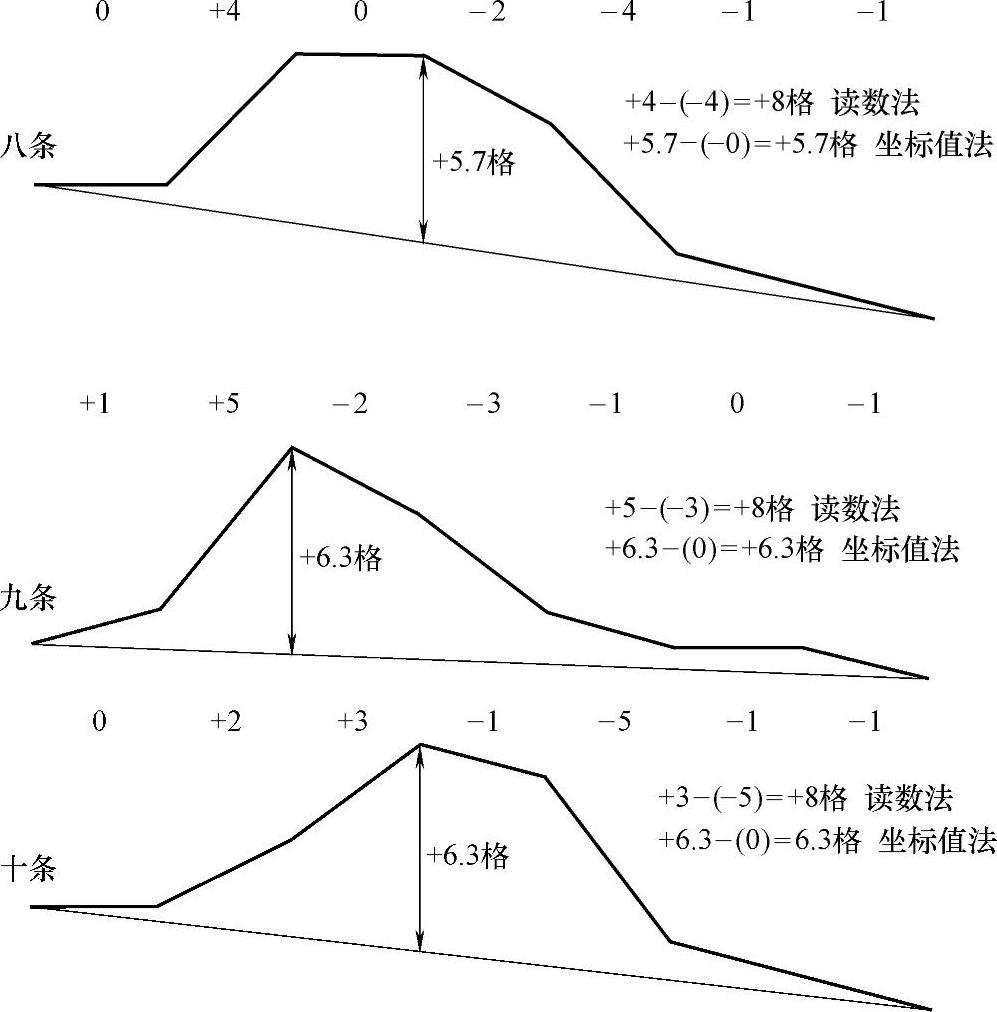
图3-13 坐标曲线(续二)
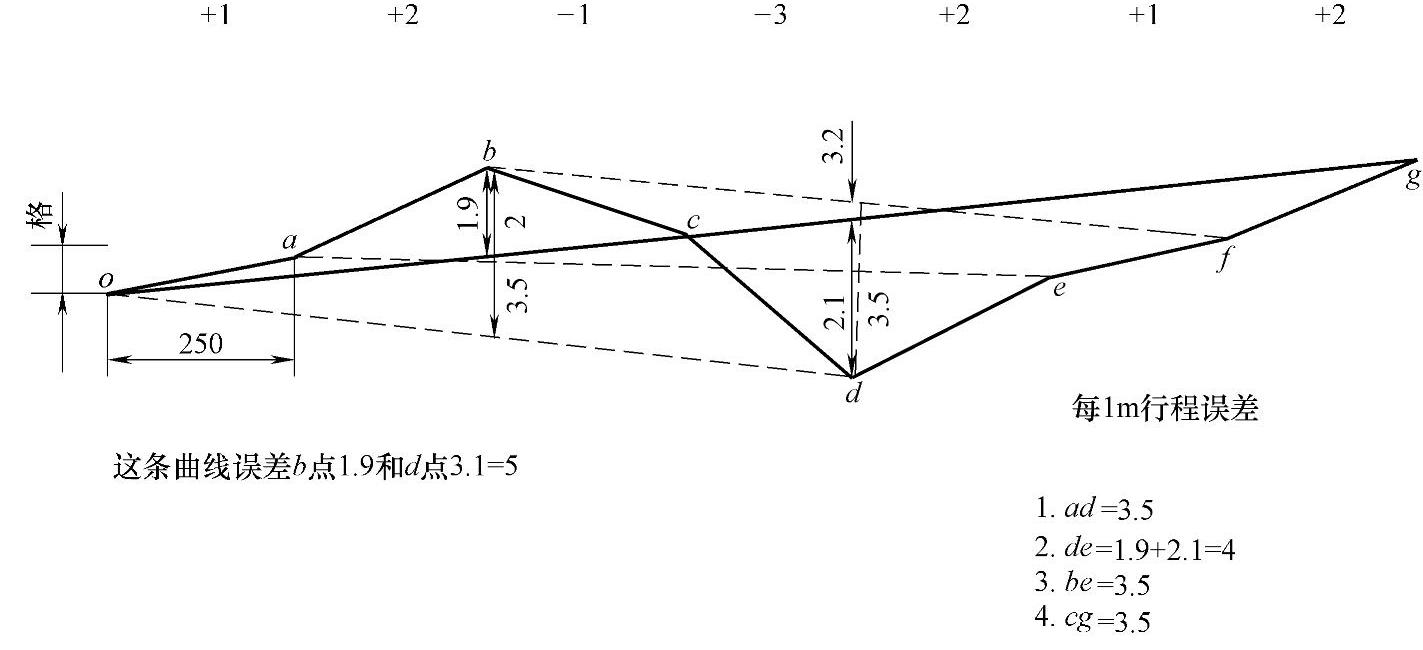
如图3-14所示,将水平仪测量出来的数值:+1、+2、-1、-3、+2、+1、+2绘出图3-14的曲线图o、a、b、c、d、e、f、g。
 (https://www.xing528.com)
(https://www.xing528.com)
图 3-14
水平仪垫铁长为250mm
从图3-14找出每1m行程的误差值。
①od为1m,误差3.5格;
②ae为1m,误差1.4格+1.9格=4格;
③bf为1m,误差3.5格;
④cg为1m,误差3.5格;
⑤og为全长误差1.9+3.1=5格。
从上述得出的格数换成角度值和线性值如下:
角度值:
 ;
;
 ;
;
 ;
;
 ;
;
 。
。
线性值:
①od=5格=5×0.005mm=0.025mm;
②ae=4格=4×0.005mm=0.02mm;
③bf=3.5格=3.5×0.005mm=0.0175mm;
④cg=3.5格=3.5×0.005mm=0.0175mm;
⑤og=5格=5×0.005mm=0.025mm。
像这样的每1m行程还可作很多条。
按标准规定的允差值,每1m行程和全长行程都应合格。每1m行程不合格、而全长行程合格是不行的,而每1m行程合格,全长行程不合格也不行。应该每一米和全长都合格才算合格。
水平仪测量机床导轨直线度用画图方法是从20世纪60年代初精密机床修理中苏联专家提出来的,但他选择的误差值是错误的,如图3-15所示。
这条曲线的误差值是db还是dc。当时苏联专家选择db(d点是这条曲线的最高点,db是垂直于Of的连线)为直线度误差值。
应该选择dc为误差值,才是正确的。
因为:
①从图看,OG为机床导轨的长度,而曲线的两端连线为Of,Of>OG(机床导轨的长度是固定的,而Of连线与x轴产生了一个α角度,三角开OGf,Of为斜线)。所以dc为误差值是正确的。
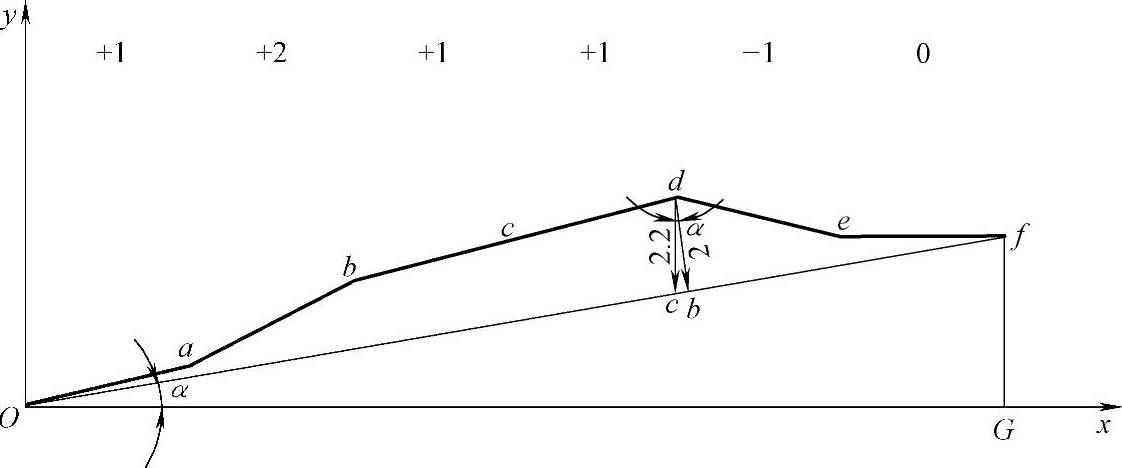
图3-15 用水平仪测量导轨误差值
②从几何角度来看,△OGf、△dbc都为直角三角形。△OGf、△dbc为相似三角形,相似三角形对应边成比例。所以dc为误差值是正确的。
③用实例说明选择dc为误差值是正确的。
在图3-15中每个数值加“2”得
(+1)+2=+3、(+2)+2=+4、(+1)+2=+3、
(+1)+2=+3、(-1)+2=+1、0+2=+2。
根据加“2”后的数值,画出图3-16曲线图。
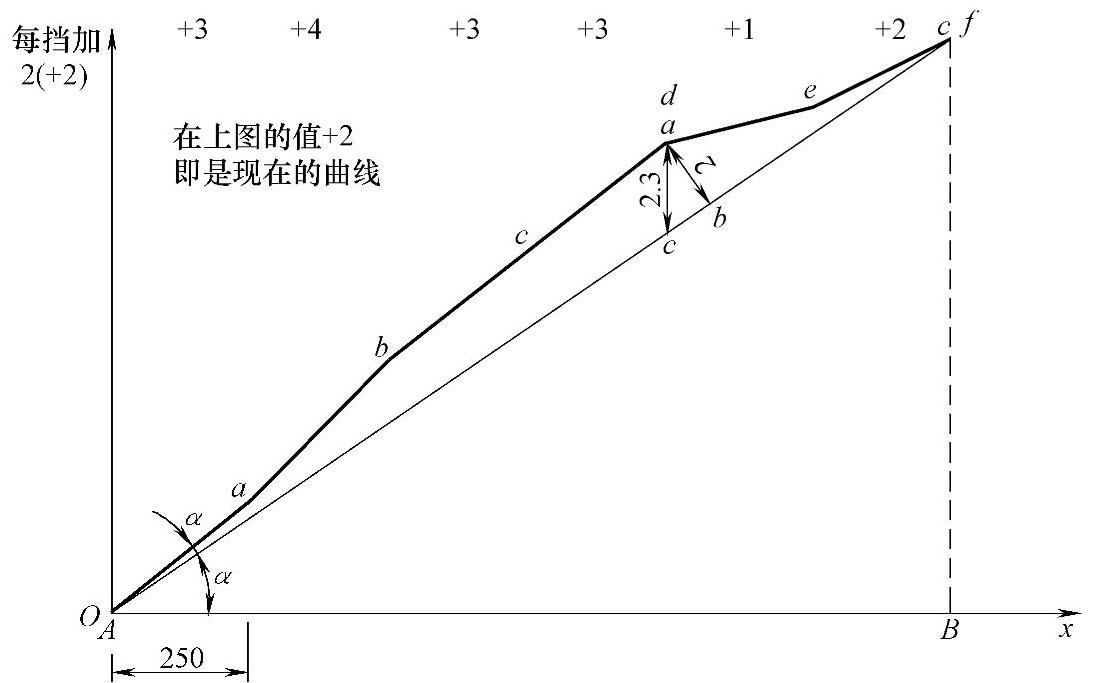
图3-16 加“2”后绘出的曲线图
从图3-15、图3-16看这两条曲线相似,图3-16的曲线两端连线与x轴的夹角,比图3-15大,连线也长,但是ac线相等,ac线值就是坐标值,所以这条曲线叫做坐标曲线。
从上述三方面解释,误差值为坐标值。
20世纪70年代初,又有人提出用包容线法确定直线度误差值。
用包容线法只能用于图3-17的凸曲线,和图3-18的凹曲线,对于S曲线就行不通了(见图3-19)。
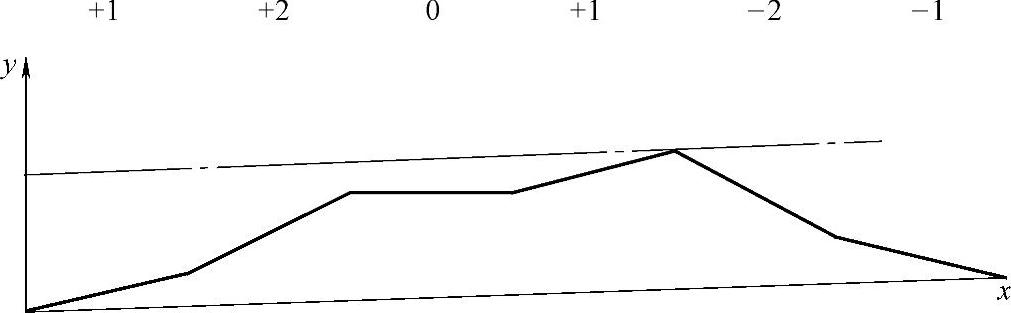
图3-17 凸曲线
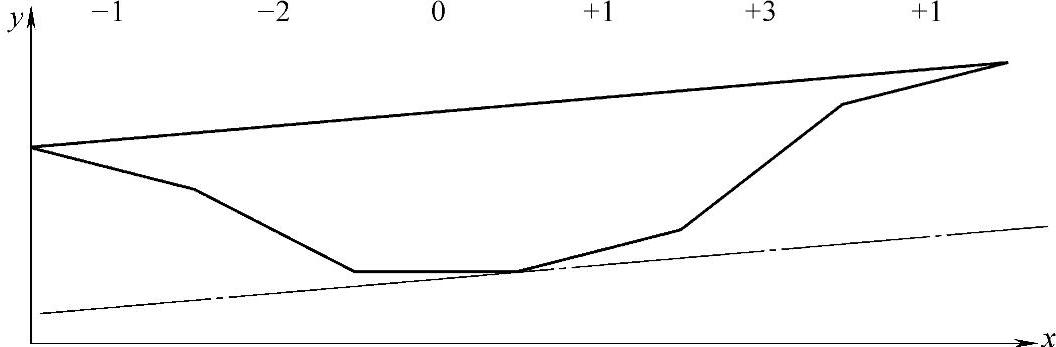
图3-18 凹曲线
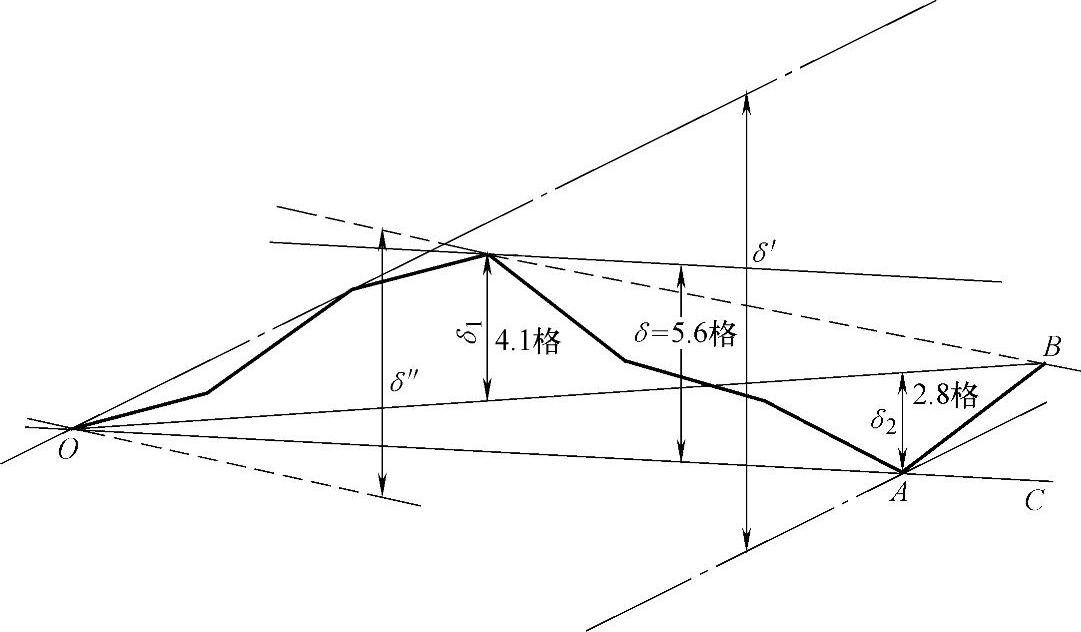
图3-19 S曲线
包容线法的详细情况在此不再介绍。
如图3-19所示的包容线误差δ=5.6格,机床导轨长度是OC,而包容线误差值长OA。AC长度到哪里去了。包容线的误差值为δ=5.6格,正常画法的误差值是δ1+δ2=(4.1+2.8)格=6.9格,两者之间差(6.9-5.6)格=1.3格。标准规定允差为6格,如果用包容线法它是合格的,如果用正常法,它就是不合格的。用包容线法,就降低了机床的精度,对用户不利。因此,表2-2、图2-23已介绍过包容线法(计算法)是错误的。
(8)钢丝与显微镜 在平面导轨与V形导轨上安放一个带有刻线的读数显微镜的V形铁或过桥,在导轨两端各固定一小滑轮,两滑轮上放一根两端挂有重锤、直径为0.1mm的钢丝,并被拉紧,然后调整钢丝两端使之与显微镜的刻线重合,如图3-20所示。然后移动V形铁或过桥,并记录显微镜刻线变化的读数,读数值即为误差值。
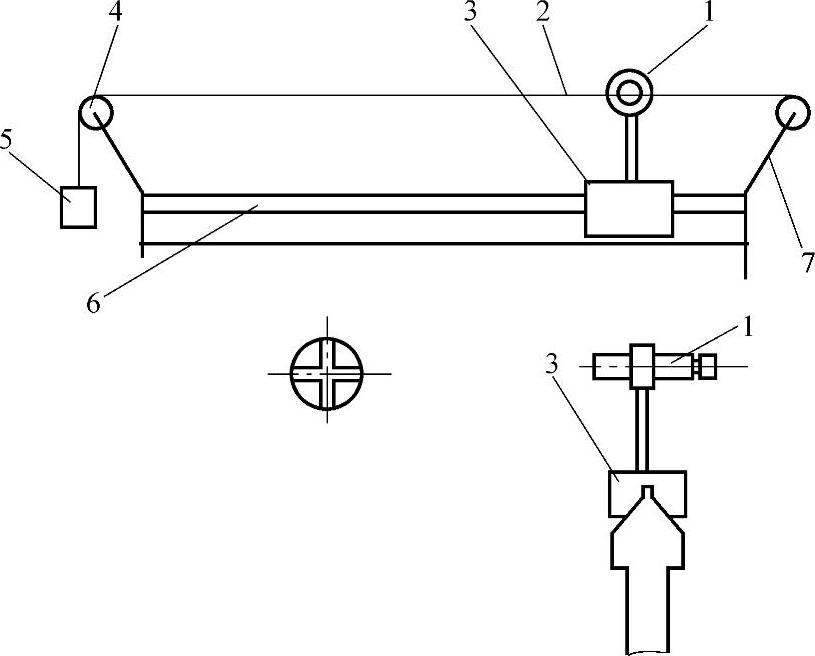
图3-20 钢丝与显微镜法
1—读数镜头 2—钢丝 3—V形角规 4—滑轮 5—重锤 6—机床导轨 7—支架
这种方法适用于中、大型机床。它的误差包括钢丝绳挠度误差在内。
在测量过程中,应防止钢丝绳移动或振动,否则会影响测量精度。
(9)光学法 光学法是一种用自准式平行光管的原理来测量机床导轨直线度的仪器。比一般水准仪器的精度为高。一般有平行光管、平面度检查仪,光电自准仪等仪器。这种仪器适用于精密机床和大型机床的导轨测量。这些仪器的测量方法是相同的。
1)用平面度检查仪测量机床导轨直线度的方法。
仪器的主体放置在被测量导轨的前方支架上,如图3-21所示。调整仪器主体处于水平状态。反射镜固定在V形铁上,同样使反射镜也处于水平状态(即反射镜平面与水平面处于垂直状态)。这时,轻微转动反射镜,使反射镜反射光回到主体内的“+”字光镜中一定的位置,并记下此刻度手轮上的刻度值。然后,分段移动V形垫铁,记下刻度手轮的刻度数值,经过计算,见表3-1,按表内积累误差一栏的数值,画出运动曲线图,如图3-22所示。
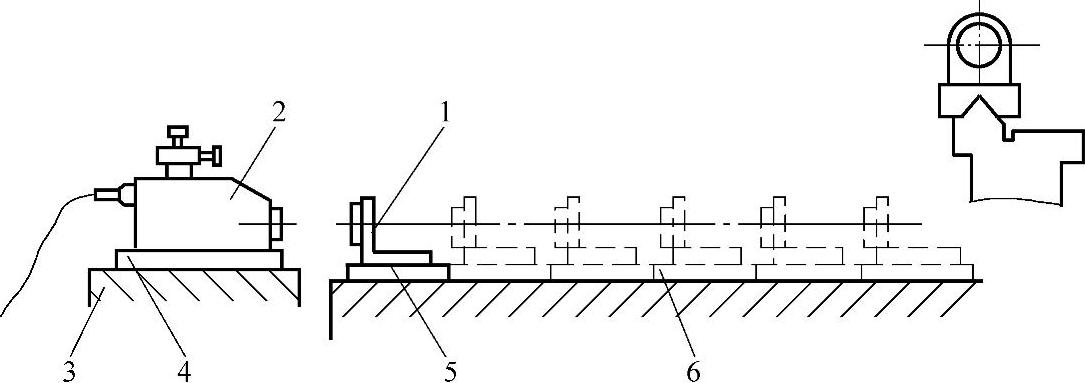
图3-21 光学法
1—反射镜 2—平面度检查仪 3—支架 4—可调底座 5—垫板 6—导轨
图3-22 导轨运动曲线
表3-1 积累误差 (单位:μm)
从上文可以看出,不画曲线图,查表3-1内的积累误差值,也可以知道导轨的情况。
2)水平面内的直线度 被测量的表面与水平面相交所形成的交线,在x方向与y轴所包容的最大坐标值。如图3-23所示。
例如火车轨道的左、右拐弯。但只有是两个平面所组成的导轨(即V形导轨),才存在水平平面内的直线度。平面导轨则不存在水平平面内的直线度。
水平面内直线度的测量方法:
图3-23 水平面内的直线度
①调整法:
a.检验平尺纵放在床身V形导轨旁,V形导轨上放置一带指示表的V形铁,指示表触头触及平尺两端a、b。调整平尺a、b端与V形导轨平行,如图3-24所示。移动V形铁,指示表触头在平尺表面滑过,指示表的读数差即为导轨的直线度误差。
图3-24 用检验平尺测量水平面内的直线度 1—工字平尺 2—V形铁 3—指示表
b.用圆柱检验芯棒进行测量。用芯棒进行测量时,圆柱检验芯棒用两块V形铁支承在V形导轨旁。首先调整圆柱检验芯棒上母线与V形导轨等高,如图3-25所示。然后使指示表触头触及圆柱检验芯棒侧母线(两端a、b处),调整a、b使之与V形导轨一致,移动V形铁、指示表触头在圆柱检验芯棒侧母线滑动,指示表指针的读数差,即为导轨的直线度误差。
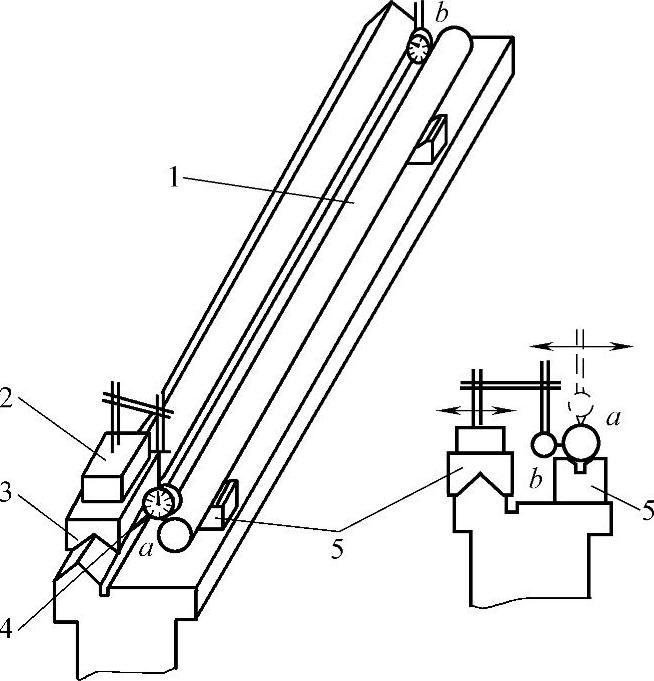
图3-25 用圆柱芯棒测量水平面内的直线度
1—圆柱芯棒 2—指示表架 3—V形架 4—指示表 5—2个等高V形架
此种方法,广泛运用于机床的修理之中,但限用于1500mm以内的机床导轨。
②钢丝与显微镜:钢丝与显微镜配合,可以用来测量V形导轨垂直平面内的直线度和水平面内的直线度。前面已介绍了用钢丝和显微镜测量V形导轨在垂直面内的直线度的方法,水平面内直线度的测量方法与垂直面内直线度的方法相同,不同之处只是将显微镜头竖立起来,放在钢丝上方,如图3-26所示。
注意:在测量过程中,应防止空气流动(即不要有风),否则会因钢丝产生摆动而影响测量精度。
③光学法:光学仪器不但可以测量V形导轨在垂直面内的直线度,而且还可以测量V形导轨水平面内的直线度。前面已介绍了用平面度检查仪测量V形导轨在垂直面内的直线度的方法,现在同样可以用平面度检查仪测量水平面内的直线度,测量方法也相同,不同之处是将分划板转动90°。读数和画运动曲线的方法与前相同,在此不再重复介绍。
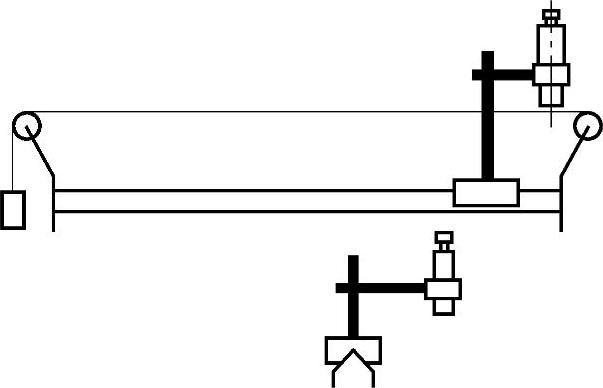
图3-26 钢丝与显微镜法测量水平面内直线度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。