



答:机床制造和修理中,直角尺是不可缺少的测量工具。一般分为三种:角铁、弯尺和方尺。
(1)角铁 如图1-46a、b所示。这种工具主要测量小型机床两部件相互移动的垂直度或一个零件两平面间的垂直度。
角铁常用的规格见表1-5。
角铁根据工作面的精度分为四级:0级、1级、2级、3级。0级用于计量检定,1级和2级用于测量及检验,3级用于划线。
角铁的材料:HT240。
角铁的铲刮方法:
1)三块互研铲刮:首先将三个角铁编“1”、“2”、“3”号,如图1-47所示。
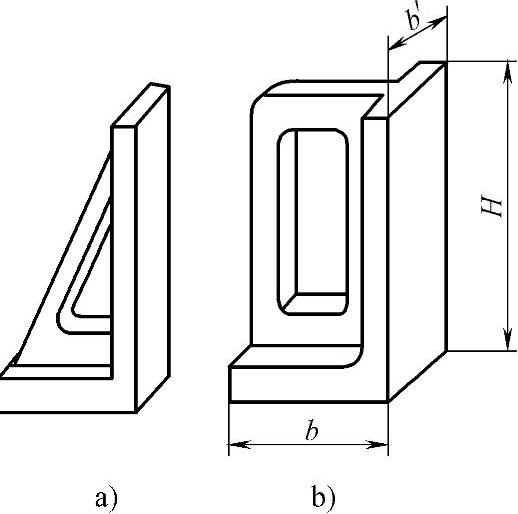
图1-46 角铁
在平板上将三个角铁“1”面铲刮好后,“1”平面放在平板上,两个角铁左右配研“2”面后铲刮,1与3配研铲刮互相配研铲刮。方法与平板配研铲刮一样。
表1-5 角铁常用的规格 (单位:mm)

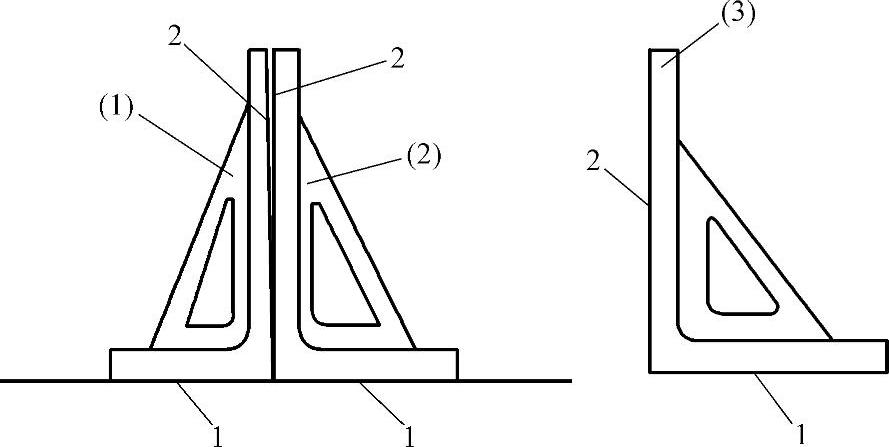
图1-47 三块角铁互研铲刮
这种方法才能保证平面“1”、“2”成90°的精度。测量方法请看后面方尺的测量方法。
2)将角铁“1”面在平板上配研铲刮后,再用标准角铁与“1”方法相同配研铲刮角铁“2”面,这样铲刮出来的角铁能达到精度要求。
3)在没有标准角铁或只铲刮一个角铁时的铲刮方法:用多测量的方法保证“1”、“2”面的90°精度,先在平板上配研铲刮角铁“1”平面,保证了平面质量后,再在平板上配研铲刮平面“2”。用下面测量方法反复进行测量,保证90°的垂直度。
测量角铁“1”、“2”平面的垂直度的方法:角铁两平面互成90°,一般工厂不能测量两面互成90°的精度误差,只好送到计量单位进行标定,测量费用也不少。
现在用几种简单的工具、量具进行测量:
1)用框式水平仪进行测量(因为框式水平仪相邻两面互成90°,精度很高)。首先将平板调整到水平状态,角铁放在平板上,水平仪底面放一个φ15mm、长40mm的圆柱检验芯棒,如图1-48所示。将水平仪紧靠在角铁的侧平面,观察水泡的变化情况(因为水平仪底座平面与水平仪测量面处于平行,所以水泡处在中间位置,水泡偏移值就是垂直度误差。这种方法既简单又方便,而且可得到误差值。
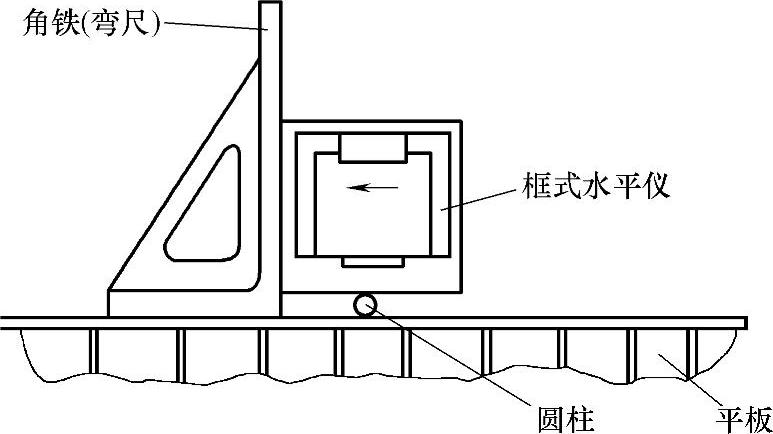
图1-48 测量角铁的垂直度
2)透光法:这种方法更简单,将角铁与框形水平仪都放在平板上(设有平板时,可在机床工作台平面或机床床身平面导轨上进行),框形水平仪紧靠角铁,用灯光照射,观察两接触面透光情况。这种方法只知道它是否垂直,但得不到误差值。
3)用塞尺、框形水平仪或标准方尺(标准角铁)进行,如图1-49所示。
将角铁、框形水平仪或方尺放在平板或机床床身平面导轨上,使方尺紧靠在角铁上,用塞尺进行测量,这种方法可得到误差值。
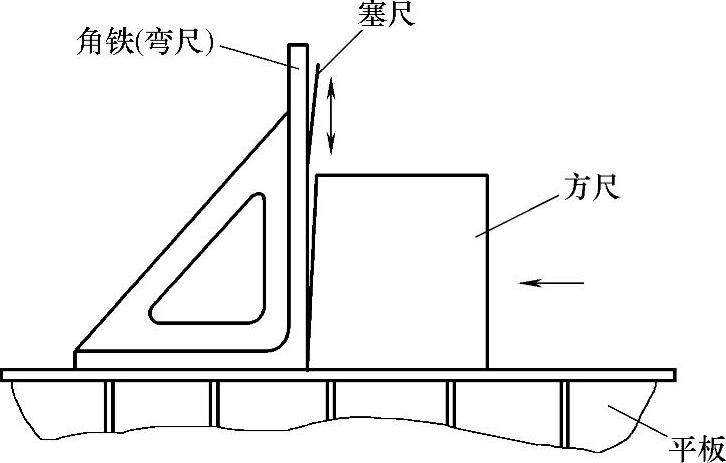
图1-49 用塞尺、框形水平仪测量
4)用指示表,标准角尺测量如图1-50所示,这种方法测量的精度很高,可以测量的垂直度误差值为千分之几毫米。首先将标准角铁的误差值及误差值的方向记下,将其放在平板上,被测量的角铁也放在平板上。用带指示表(分度值为0.001mm的指示表)的表座来测量。先把φ15mm长40mm的圆柱检验芯棒靠近标准角铁下方,带指示表的表座紧靠圆柱检验芯棒和标准角铁下面,指示表触头触及标准角铁上平面,调整指示表的指针为零。用同样的测量方法,测量被测量的角铁,这时观察指示表指针变化值,并去掉标准角铁的误差值,这就是被测量的角铁的真正的误差值。
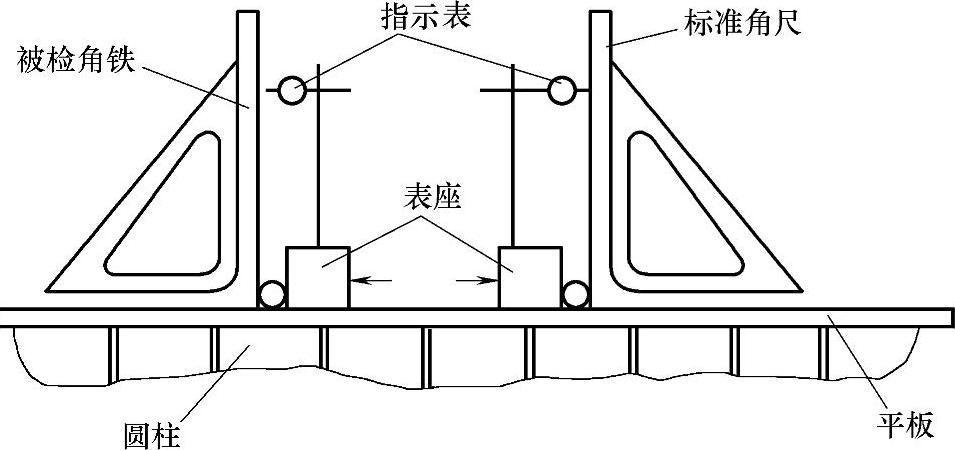
图1-50 用带表座指示表、标准角尺测量
角铁的用途:
1)角铁用于测量机床零、部件及两相关件几何精度。
2)在机床修理和机床制造中,两个零件组装后,测量它们的相关联系。例如:
①镗床立柱导轨对工作台面的垂直度。如图1-51所示。工作台工作面放一角铁,带指示表的V形角尺紧靠在立柱导轨上,指示表触头触及角铁表面,上、下移动V形角尺,指示表指针的变化值就是立柱导轨对工作台面的垂直度误差。
②车床床身导轨对床鞍燕尾导轨的垂直度测量。如图1-52所示,角铁放在床身导轨上,带指示表的V形角尺放在床鞍的燕尾导轨中,指示表触头触及角铁“1”面,来回移动,调整角铁“1”面与燕尾导轨平行为止。指示表座再放在床鞍上,指示表触头触及角铁“2”面,移动床鞍,指示表指针的变化值,就是床鞍燕尾导轨与床身导轨的垂直度误差。
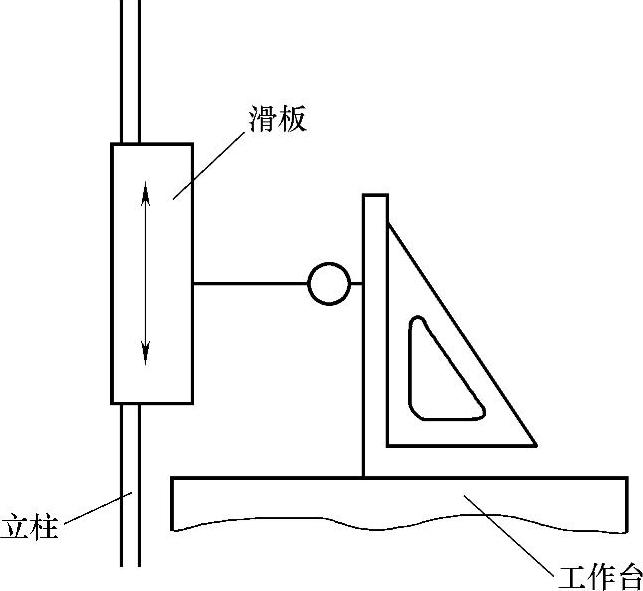
图1-51 用角铁测量镗床立柱导轨对工作台面的垂直度
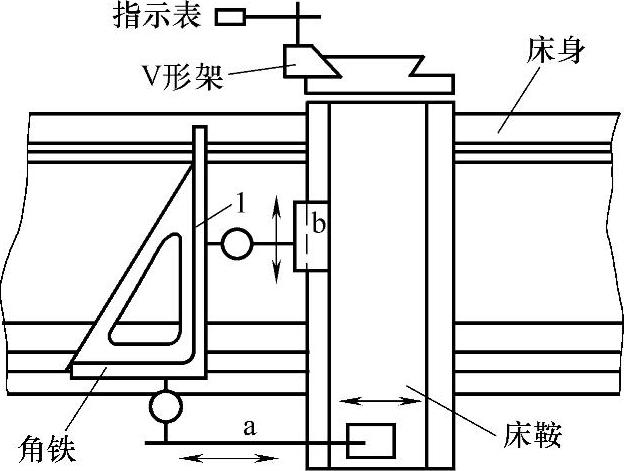
图1-52 车床床身导轨对大拖板燕尾导轨的垂直度
(2)弯尺 如图1-53所示。弯尺的结构与角铁相同。但弯尺C的尺寸较窄。它主要用于测量大型机床零、部件的垂直度。
弯尺常用的尺寸规格见表1-6。
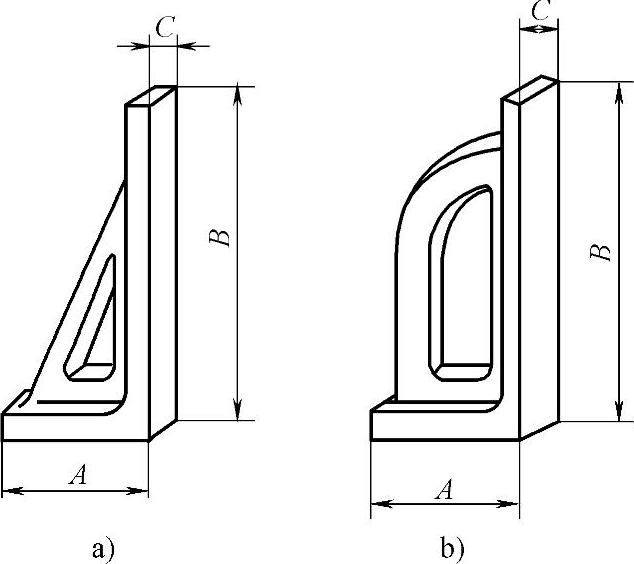
图1-53 弯尺
表1-6 弯尺常用的规格 (单位:mm)
弯尺的精度与角铁一样为4级。0级用于精密机床的精度测量,1级用于一般普通机床的精度测量,2级用于锻压设备的精度测量,3级用于非标设备的测量。
材料:HT240。
弯尺两平面的铲刮、测量方法与角铁的相同,用途也相同。它们的不同之处就是弯尺用于大型机床。例如龙门刨、龙门铣、机床导轨磨、卧式镗床、单臂刨床等。
(3)方尺 如图1-54所示。方尺的用途与角铁、弯尺相同,测量机床导轨相互间的垂直度,还能用于测量修理工具。
这种结构的方尺优点有:①使用方便;②制造简单;③本身的精度可以自行测量(详细的测量方法下面介绍);④变形小;⑤适用于精密机床的测量。
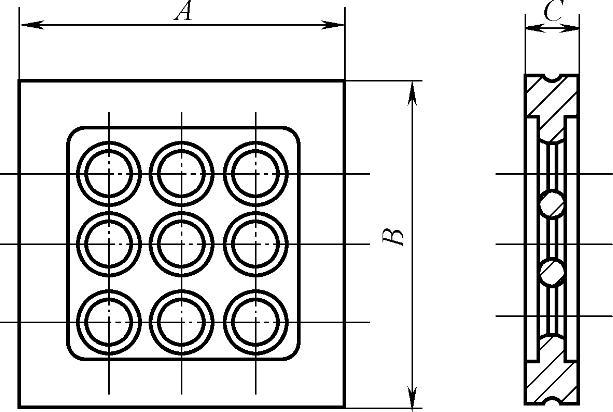
图1-54 方尺
材料:1.HT240
2.20Cr渗碳淬火
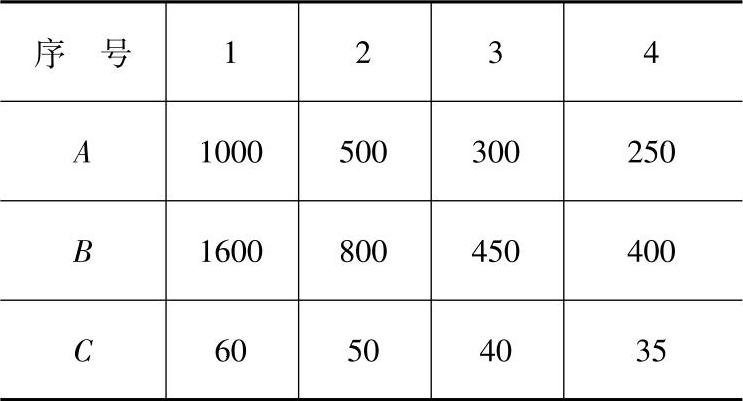
方尺的规格见表1-7,方尺的精度见表1-8。(https://www.xing528.com)
表1-7 方尺常用规格 (单位:mm)

表1-8 方尺精度
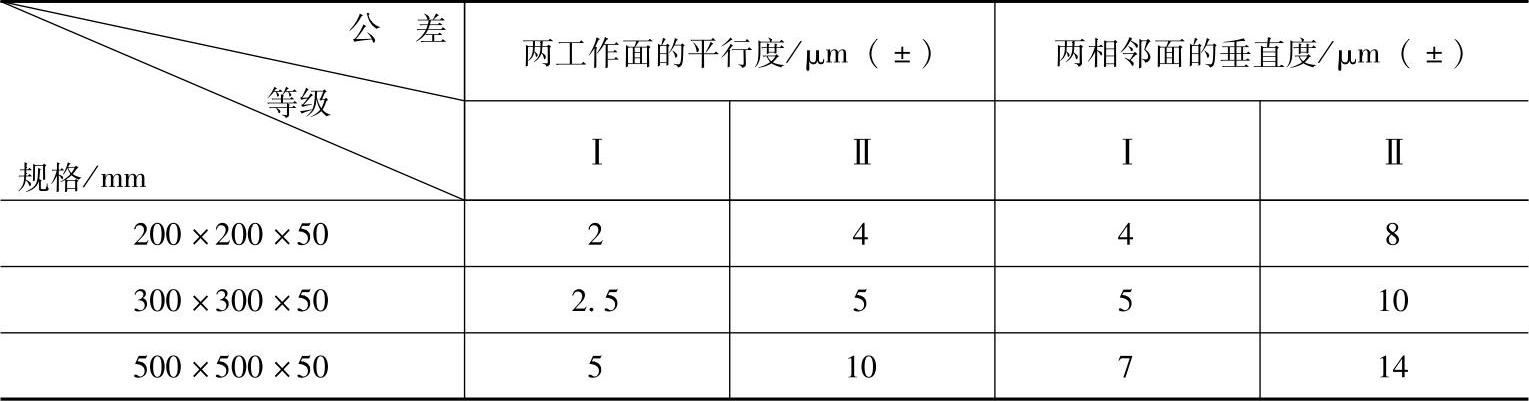
方尺的垂直度测量:方尺的垂直度一般送入计量室或计量机关,用光学分度盘进行测量(光学分度盘价格昂贵,一般工厂没有这种设备),价格也很高。现在介绍一种用普通量具、工具进行测量的方法,如图1-55、1-56所示。
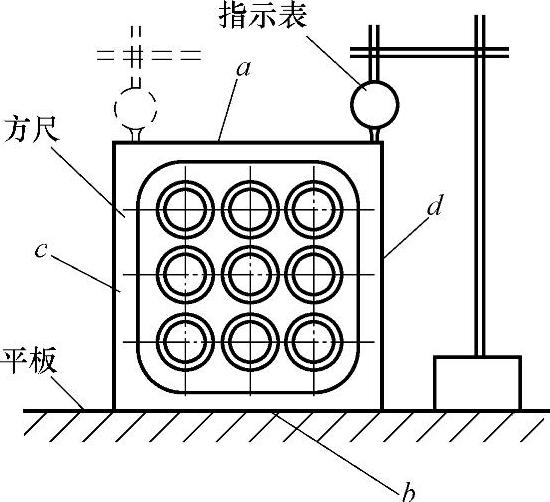
图1-55 方尺平行度的测量
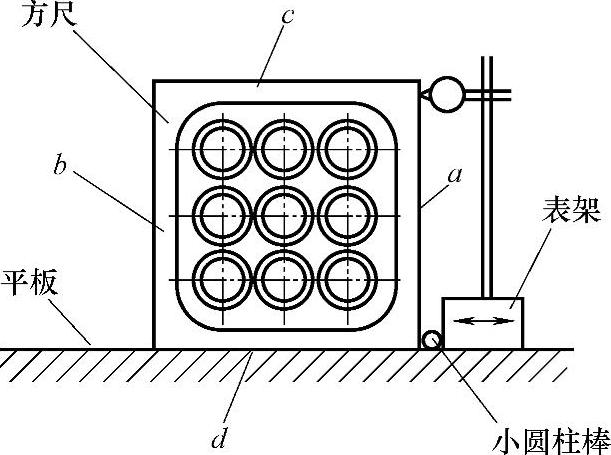
图1-56 方尺垂直度的测量
方尺放置在平板上,带指示表的表座也放在平板上,测量方尺a面和b面的平行度。再将方尺转动90°,用同样的方法,测量c面和d面的平行度。将这些数值记录好(即将平行度的方向记录好)。
上述测量出来的平行度都达到了规定的要求,这只说明这块方尺是平行四边形,并不能说它是正方形。
下面的方法就是测量方尺相邻边的垂直度,如图1-56所示。
方尺放在平板上,带指示表表架放在靠近方尺a面,方尺a面与表架之间放一小圆柱检验芯棒,表架紧靠圆棒,指示表触头触及方尺a面上方,观察指针的数值,将其记录下来。
然后,表架和小圆柱检验芯棒不动,将方尺拿掉,转动180°,紧靠在小圆柱检验芯棒上,观察指示表指针变化情况,如果指示表指针指在a面时的数值与指在b面时的数值相等,就说明a面与d面垂直,b面也和d面垂直。也就是说a面和b面都和d面垂直(因为a面平行于b面)。如图1-56所示。
如果上述a面和b面的数值不一样,则按下述方法算其垂直度。
如果a面指示表指针指的为0,而b面指示表指针指的数为0.01mm,a、b两面对d的垂直度为:0.01/2=0.005mm。
方尺垂直度的误差为指示表指针读数极限的代数差的一半计。
为了便于理解,作如下解释:
如图1-57所示。假设a、b面与d面垂直,指示表指针指的数值一样,则没有变动(因为a平面平行于b平面;d平面平行于c平面)。如果a平面与d平面垂直度有偏差,就会出现a平面指示表指针指出的刻度值为-x,b平面指示表指针指出的刻度值为+x。这样,指示表指针的变动出现2x的刻度值,其真正的垂直度偏差则为:

由于方尺四个平面互相平行,所以a平面b平面与c平面的偏差和与d平面的偏差值是相等的,如图1-58所示。
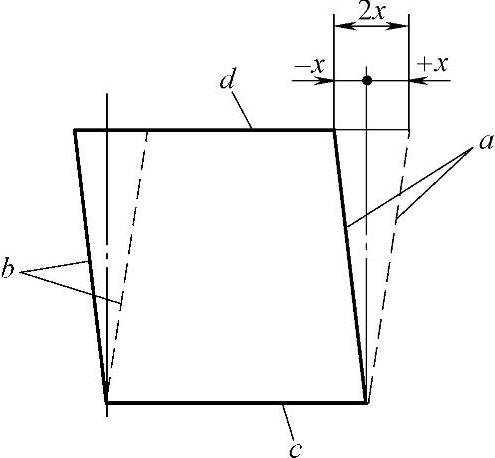
图1-57 方尺垂直度误差计算
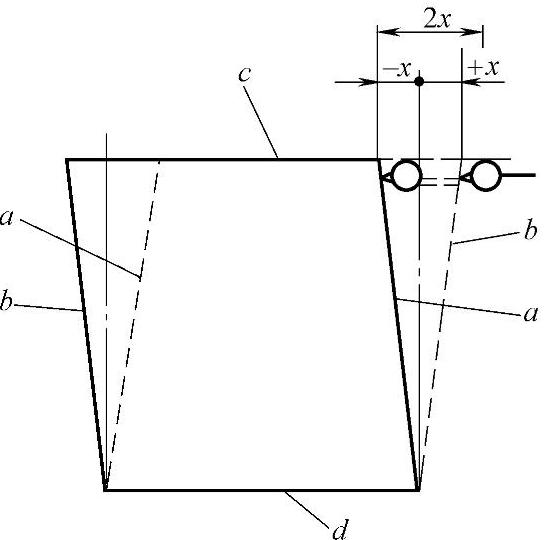
图 1-58
另一种测量方法与上述的方法相同,不同之处在于d平面与c平面上、下倒换(见图1-58)。偏差的计算与上述相同。
方尺的最后一道工序不是铲刮,而是研磨。因为,方尺面积小,铲刮不容易进行。所以用研磨方法进行。研磨平板上放一些用润滑油调和的金刚砂,先涂在平板,对四平面进行配研。金刚砂(研磨粉)由粗到细进行研磨,最后用氧化铬膏作精研。
将方尺相邻平面的垂直度误差记录下来,标在方尺的侧面,便于测量其它零件时,知道其本身误差值。方尺则根据采用的指示表类型来确定测量的值。如用百分表,分度值为0.01mm;如用指示表,分度值为0.001mm;如用万分表(电感器),分度值为0.0001mm。所以说,用方尺可以测量很精密的零件、工具两面的垂直度。
方尺的用途:
1)用方尺调整框形水平仪水泡的位置。因为框形水平仪底平面由于经常使用产生磨损,所以底平面和两相邻平面垂直度误差被破坏,水泡与底平面不平行,就是水泡不在中间位置。所以用方尺来校正。测量方法如图1-59所示。方尺和水平仪放在调整好水平状态的平板上,观察框形水平仪水泡是否在中间位置,然后框形水平仪紧靠在方尺的侧平面,这时观察水泡是否与未靠紧时一致,如水泡位置没有变化,这说明底平面没有磨损,如果有偏移,就说明底平面有磨损,必须对框形水平仪进行修磨和调整。
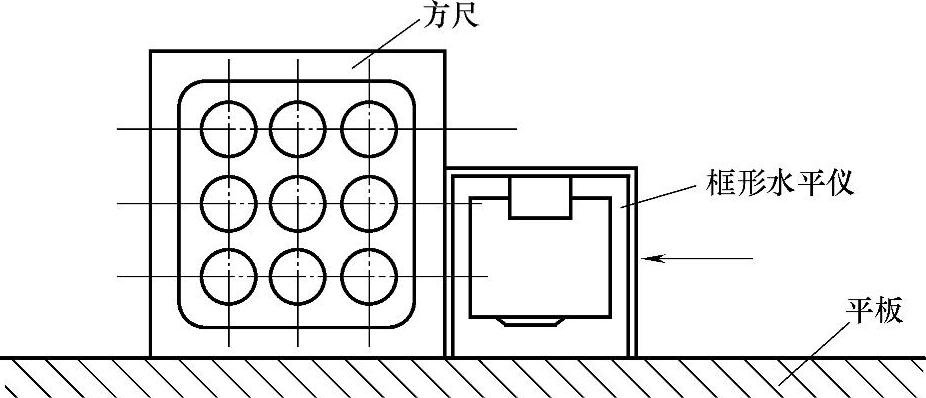
图1-59 用方尺调整框形水平仪水泡位置
2)用方尺测量角铁、弯尺、机床零件两平面及其他工具两平面的垂直度,如图1-60所示。
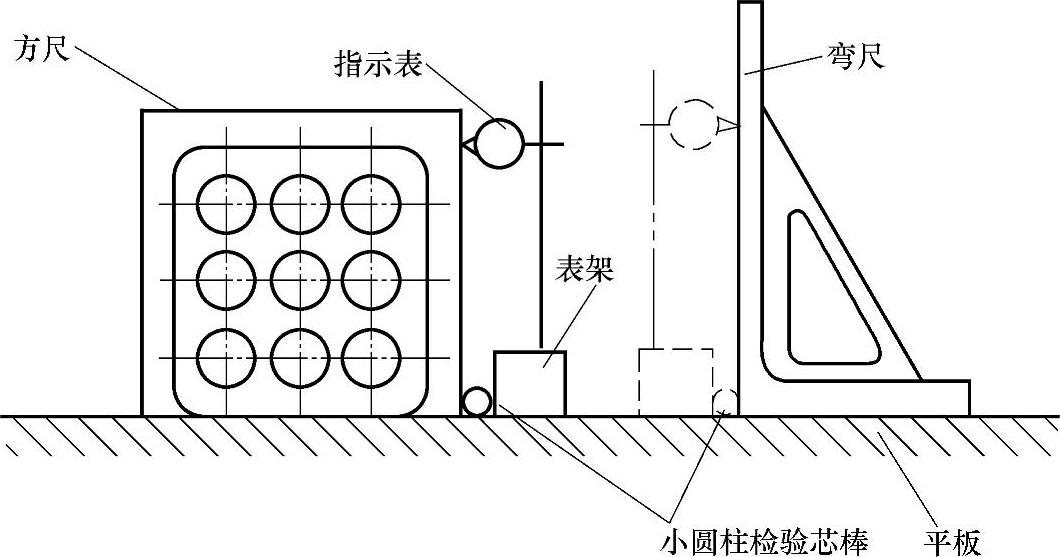
图1-60 用方尺测量角铁、弯尺、机床零件等两平面的垂直度
方尺、弯尺都放在平板上。用指示表、小圆柱检验芯棒、表架进行测量,带指示表的表架紧靠在方尺和小圆柱检验芯棒上,指示表触头触及方尺上平面,将指针调整到刻度盘为零。用同样的方法,将指示表触头触及弯尺平面上端,指示表指针的变化值,就是弯尺垂直度的误差。
3)用方尺测量机床导轨是最理想的工具,它容易安放,操作方便。
如图1-61所示。它是测量车床床身V形导轨与床鞍燕尾导轨的垂直度。测量方法与角铁测量车床床身相同,如图1-52所示。在此不再详细介绍。
(4)圆柱形的检验棒 如图1-62所示。这种圆柱形的检棒加工方便,只需机械加工即可,不需铲刮或研磨。精度容易达到,只通过磨削后即可使用。
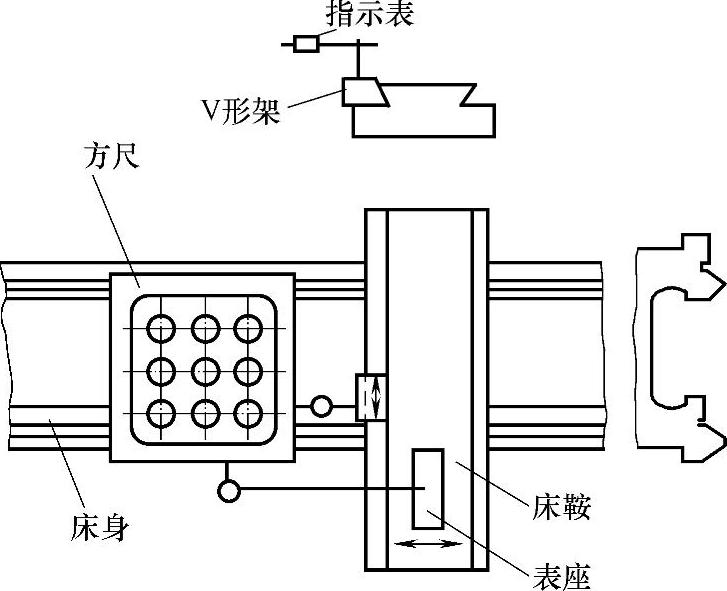
图1-61 用方尺测量机床导轨
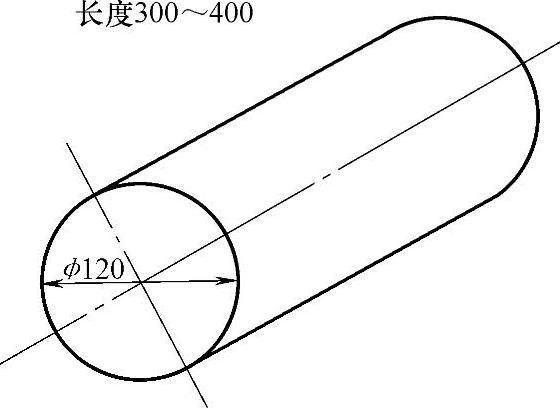
图1-62 圆柱形检验棒
它自身的精度测量很方便,用千分尺测量圆柱形锥度和圆度,而它和端面的垂直度的测量,如图1-63所示。圆形的检验棒紧靠带指示表的V形角尺,指示表触及圆形的检验棒上端,指示表指针调整在刻度盘零位,如图1-63a、图1-63b所示。用这种方法在90°处再测量一次,观察指示表指针指的数值并详细记录下来,找出其误差值。
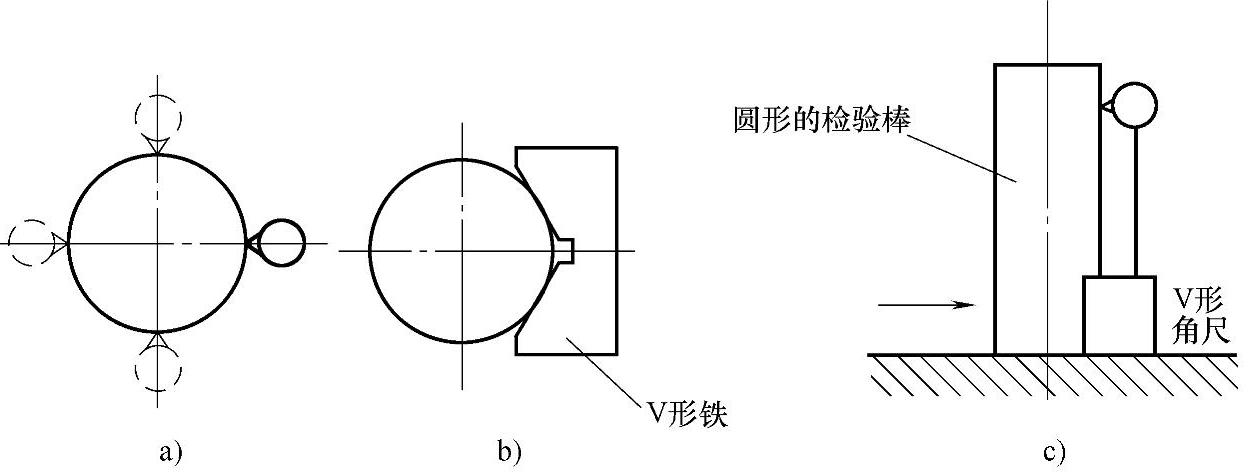
图1-63 圆形检验棒的精度测量
圆柱形的检验芯棒的用途
1)用圆柱形的检验芯棒测量机床导轨相互之间的垂直度。如图1-64所示为车床床身导轨对大拖板燕尾导轨的垂直度的测量方法。它的测量方法和步骤与用弯尺,方尺相同,但必须有两个等高的V形架。
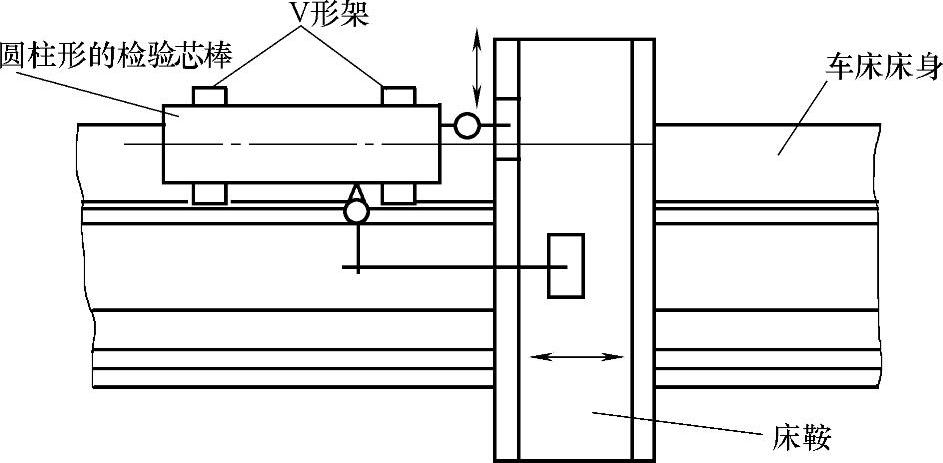
图1-64 用圆柱形检验芯棒测量车床床身导轨
2)图1-65所示为铣床工作台平面对立柱导轨的垂直度测量方法。圆柱形的检验芯棒放在工作台平面上,带指表的V形铁紧靠在立柱导轨上,指示表触头触及圆柱形检验芯棒上表面,指示表指针的变化值,就是工作台平面对立柱导轨的垂直度。它可以测量工作台面对立柱导轨纵、横方向的垂直度,是它比角铁、弯尺、方尺优越的方面之一。
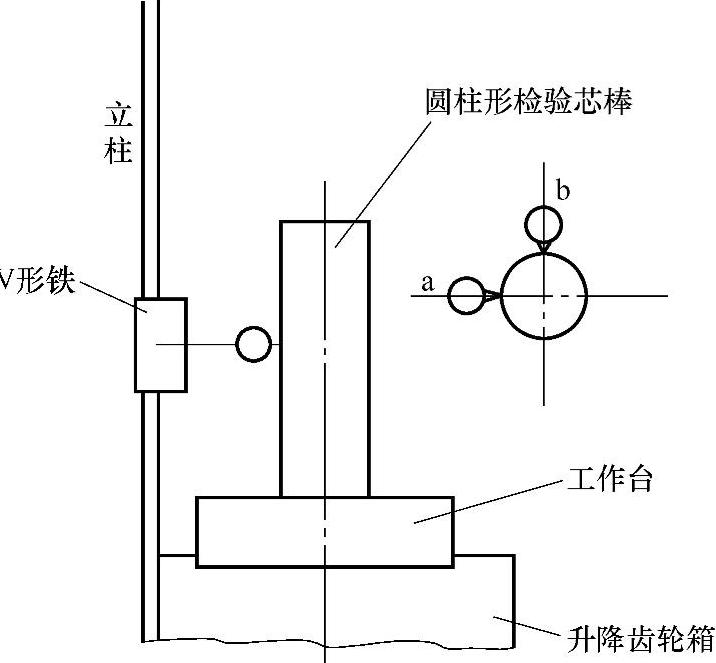
图1-65 用圆柱形检验芯棒测量铣床工作台平面
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。