



振动光饰是在滚筒滚光基础上发展起来的普通光饰方法。其设备主要是筒形或碗形容器及振动装置。振动光饰时,把零件放在装有弹簧的筒形或碗形开口容器内,通过振动装置使容器上下和左右振动,从而使零件与磨削介质相互摩擦完成光饰加工任务。为了使容器振动,可在容器底部装上电动机,用电动机带动有偏置重块的驱动系统来实现;还可采用工作频率为50~60Hz的电磁系统来产生振动。配备出料装置,利用电动机的正反运转,通过配备的筛选设备,将磨料分离出去,工件自动排出。
振动光饰的效率比普通滚光高得多,适用于加工较大的零件,且可在加工过程中检查零件的表面质量。振动光饰不适于加工精密和脆性零件,也不能获得表面粗糙度值很低的表面。振动光饰的质量取决于振动频率和振幅。振动频率的范围是15~50Hz,通常采用20~30Hz;振幅的范围是2~20mm,一般采用3~6mm。常用的振动光饰机有筒形振动机和碗形振动机两种。
1.筒形振动机
有三种结构的筒形振动机,如图2-5所示。U形筒振动机筒体(图2-5a)的上下口径一致,用装在筒底的单轮驱动。这种形式的振动机工作时部分零件易产生回流现象,造成不均匀流动。为了避免这种现象,对U形筒振动机作了如图2-5b、c所示的改进。改进后振动机筒体的口径均小于筒的直径,这对减少零件运转时的回流有一定作用。对产生振动的驱动系统也作了较大的改动,将单轮改为两个转动轮,从而使零件和磨料介质运动更加均匀,磨削作用更快;用偏心轮代替了偏置重块,从而可得到比较大而稳定的振动;将偏心轮安放在筒底两侧或筒体上部两侧,这样筒的振动力和稳定性更高。图2-5b、c所示的两种筒形振动机工作时,零件按图中箭头指示方向不断旋转,不产生回流现象,磨料与工件间的相对摩擦较均匀,光饰效果较好。可抛光长12m、宽2m的大型零件和形状复杂的零件。在加工过程中,可方便地检查抛光质量,并随时更换零件。
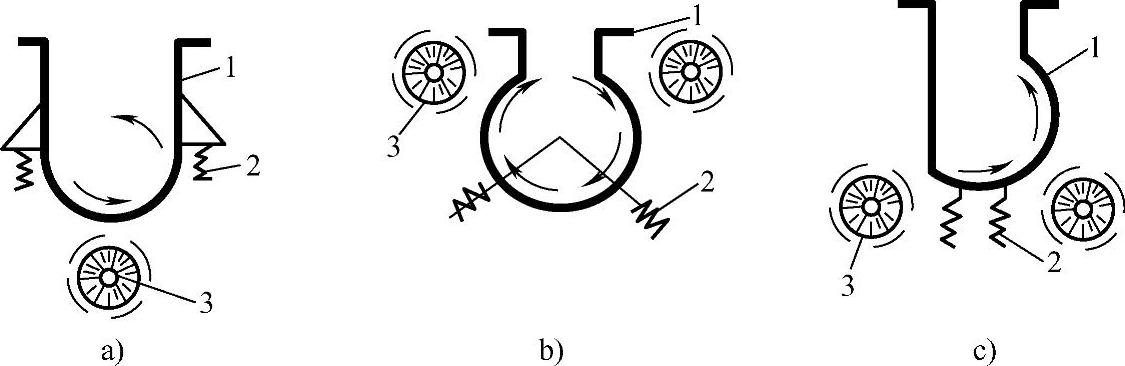
图2-5 筒形振动机结构示意图
a)U形 b)球状锁眼形 c)直下锁眼形 1—筒体 2—弹簧 3—带偏重的驱动系统(https://www.xing528.com)
2.碗形振动机
将一个碗形或轮胎形的容器安装在弹簧上,由容器中心垂直轴上的偏置重块将振动传给容器,使零件和磨料在容器中以一定方向作螺旋运动,从而达到光饰的目的。碗形振动机又分为平底型和非平底型两种,其结构如图2-6所示。与筒形振动机相比,这种振动机的振动磨削作用比较柔和,因此可以得到表面粗糙度值更低的洁净表面,但效率要低一些。当在装有挡料圈和过滤筛网的碗形振动机上加工零件时,零件和磨削介质在碗形容器中磨削运行一周抵达挡料圈处时,便被运送到过滤筛网上,从而可使零件和磨料介质自动分开。
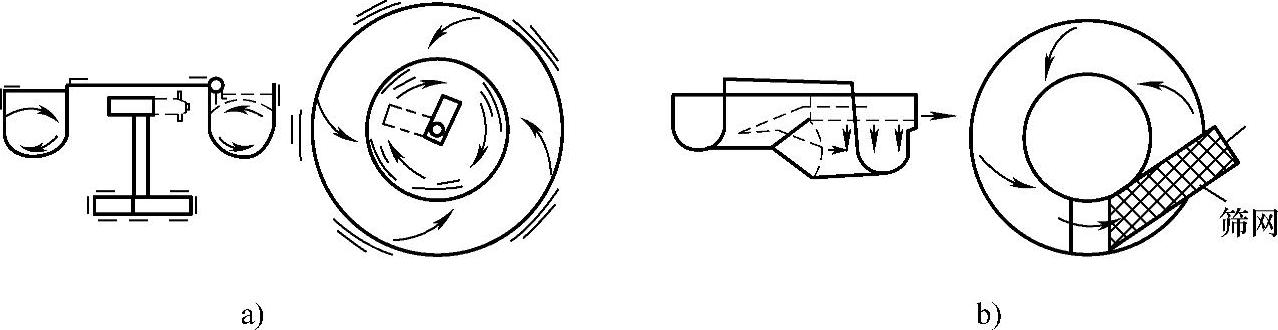
图2-6 碗形振动机结构示意图
a)装有偏置重块的平底型振动机 b)装有挡料圈的非平底型振动机
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。