



生产中有些感应淬火件必须在淬火机床上进行,而有许多小工件不必一定要在通用或专用淬火机床上进行,而是采用淬火工作台与淬火夹具相组合,也能够进行大批量生产。
1.淬火工作台与带具有定心装置的感应器相组合
淬火工作台(见图4-91)具有控制仪表电器,配有中频变压器与电容器工作台设计有冷却水与淬火水进出管路与放置淬火夹具的水槽。
感应器可以带定心装置,也可以在水槽中放置一个专用夹具供淬火件定位用。这种装置适用于处理汽车钢板弹簧销及制动蹄片等小工件。更换一种带定心装置的感应器可以更换一种淬火工件,有一机多用的功能。
2.上顶尖定位的转动夹具
上顶尖定位的转动夹具如图4-92所示。该夹具利用一个小电动机,使两个相啮合的齿轮转动。齿轮下是两个夹头,可夹持两个淬火工件。开动小电动机工件可旋转。此夹具可装在一个升降的托架上。托架下降,工件进入感应器中进行加热并淬火,非常简单实用。

图4-91 淬火工作台
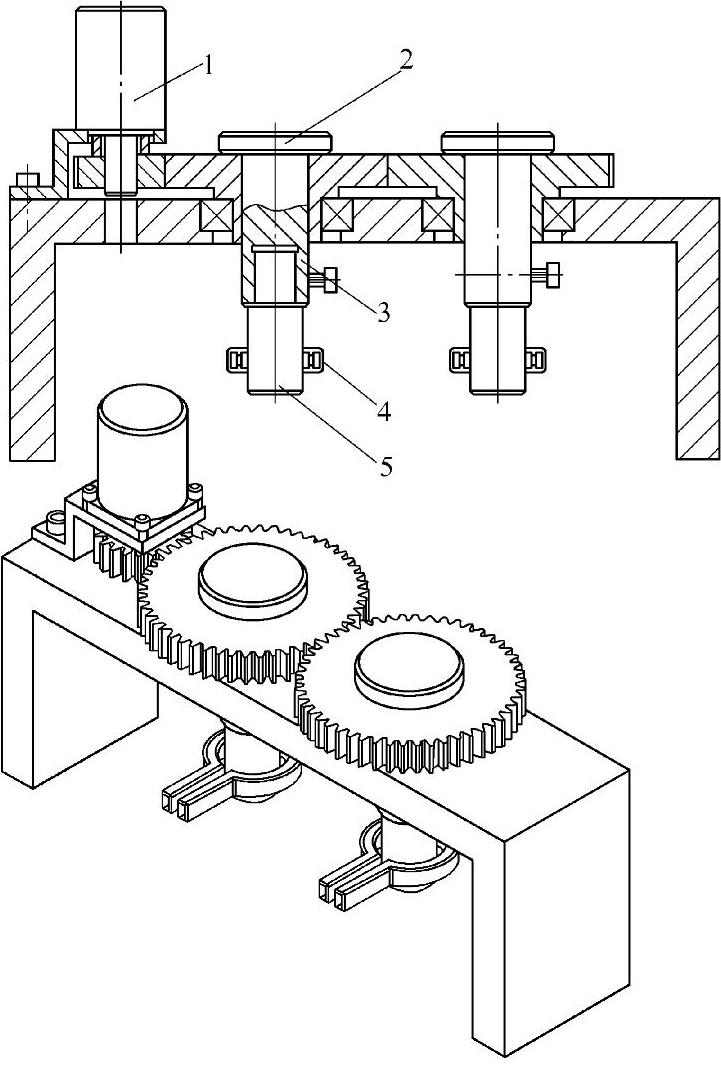
图4-92 上顶尖定位的转动夹具 1—小电动机 2—夹头 3—紧定螺钉
4—感应器 5—工件
3.小工件淬火简易夹具
图4-93所示为一种小工件淬火简易夹具。该夹具只有一个电动机,有减速器与回转工作台。回转工作台可以上下调整高度,用于处理小工件的内孔。
4.变速叉淬火夹具
图4-94所示为一种变速叉淬火夹具。变速叉在回线型感应器中进行扫描加热,最后进入淬火液中进行淬火。这种夹具设计时,要注意定位基准面必须尽可能与工件加热面相近,减少加热面在感应器中的偏差。图4-94中,左图是正确的设计,右图是错误的设计。
5.轴颈端面作定位基准的上顶尖
有些工件如发动机凸轮轴,其凸轮的尺寸链常以轴颈为基准。由于凸轮轴两端顶尖孔尺寸公差较大,因此必须以轴颈的一个端面作为定位基准,汽车半轴也有类似情况。由于顶尖孔径公差太大,当以顶尖孔作定位基准时,法兰端面与感应器的轴向间隙常常变化,影响该部位淬火质量。图4-95所示为工件用轴颈端面作定位基准。(https://www.xing528.com)
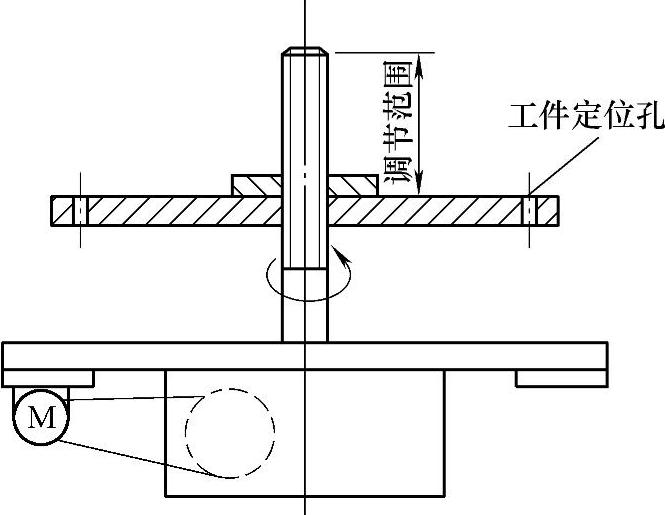
图4-93 小工件淬火简易夹具
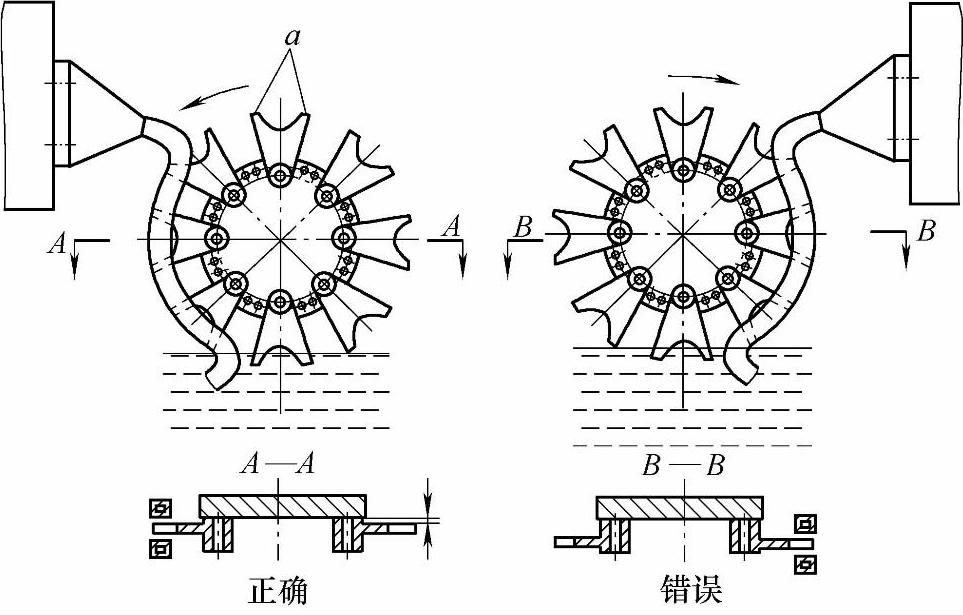
图4-94 变速叉淬火夹具

图4-95 工件用轴颈端面作定位基准
a)上轴颈位于第一个台阶时b)上轴颈位于轴的端头时1—拨动键 2—上顶尖套 3—上顶柱
6.内孔加热旋转喷淬夹具
内孔一次加热时,感应器阻挡喷液进入内腔,早期的设计是将喷液从底部进入,但工件是不转动的,如图4-96所示。现在有公司已设计制造了工件能转动冷却的回转夹具,其结构类似车床的气动卡盘,喷液管接到与回转心轴间隙配合并有封口的固定水套上,水套内的环形水腔将水供到具有转向上喷液的回转心轴上,工件是放置在心轴的凹台上的,如图4-97所示。
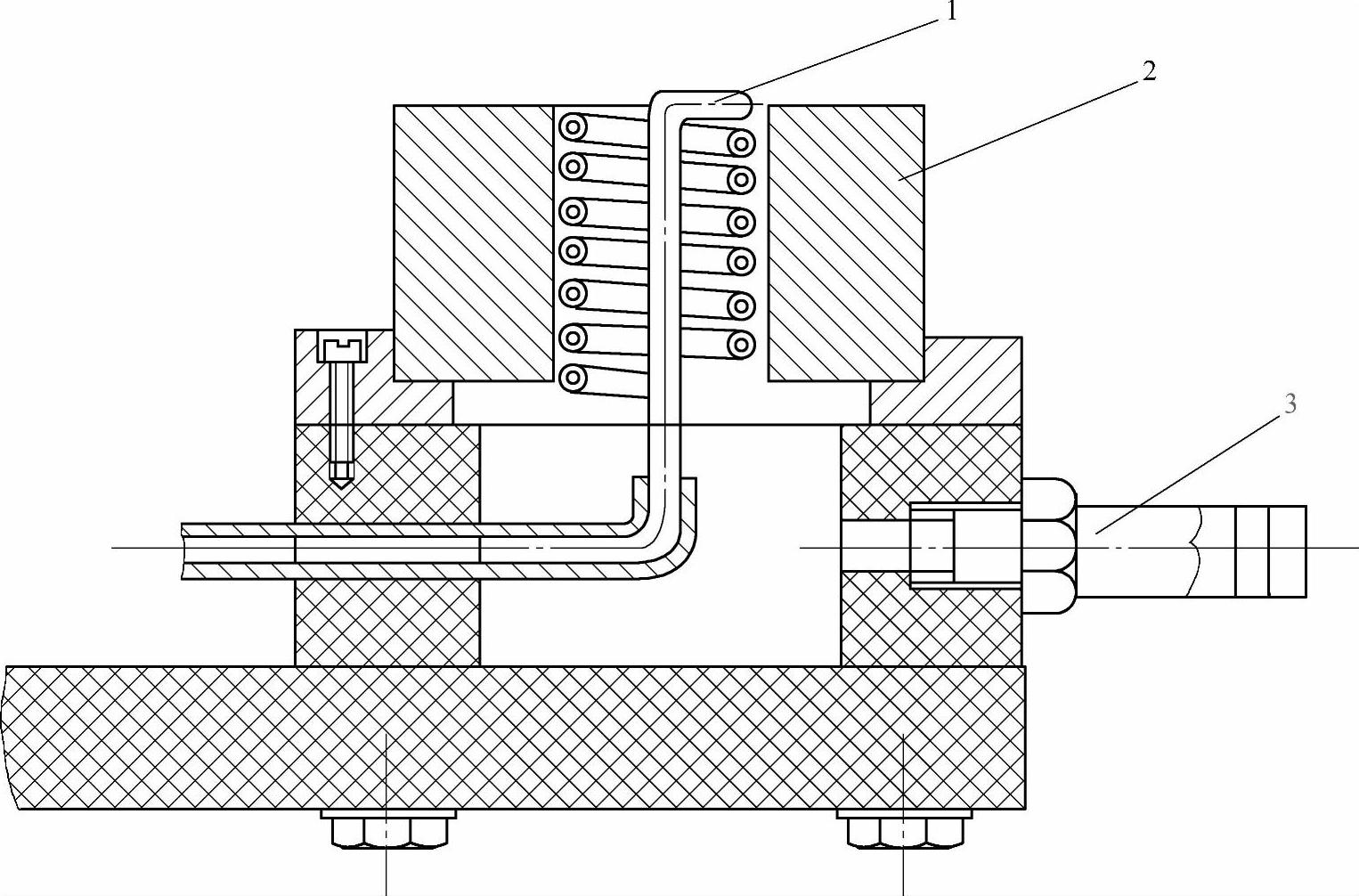
图4-96 工件不转动的内孔淬火夹具
1—感应器 2—工件 3—进液管
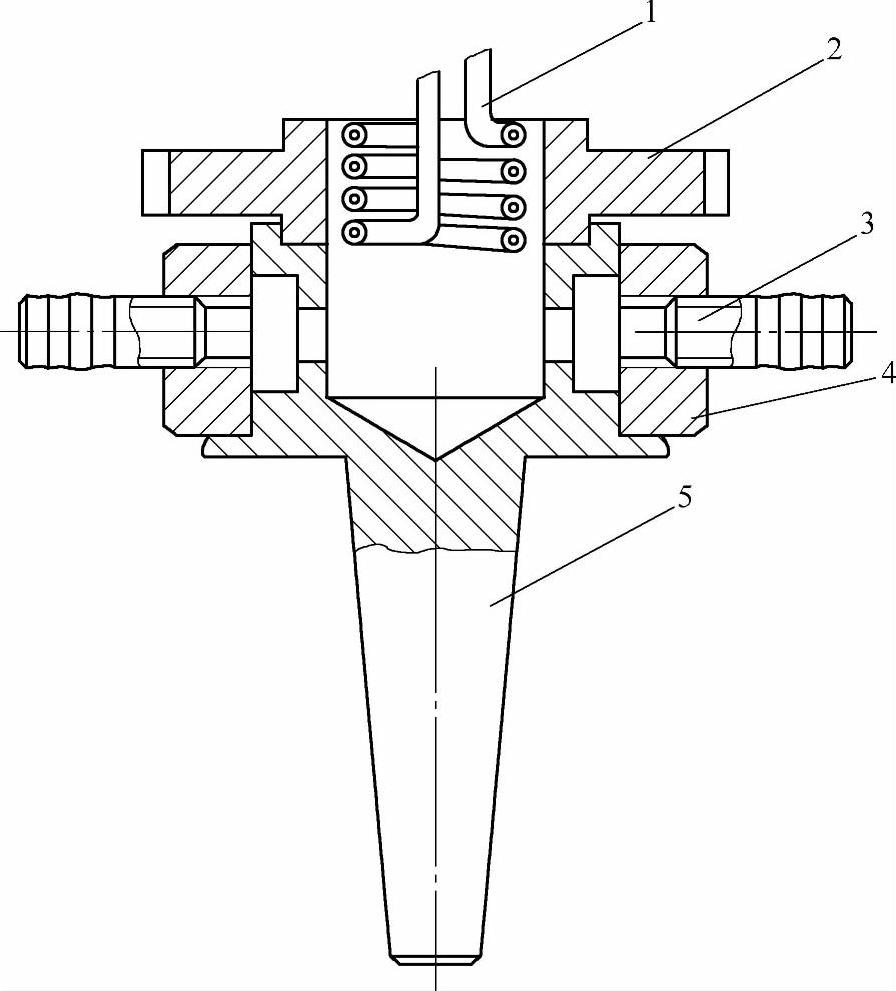
图4-97 内孔加热旋转喷淬夹具
1—感应器 2—工件 3—进液管 4—固定环 5—下顶尖
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。