



PC钢筋(prestressed concrete bar)是预应力混凝土钢筋的简称。钢筋表面具有螺纹,与混凝土能良好地附着,钢筋直径为Φ7.1~Φ13.5mm,由低碳钢20Si2Cr等材料经感应淬火、回火而成。感应热处理生产线包括压送机、加热感应圈、淬火室、回火感应圈以及矫直机、切断机等。
PC钢筋感应加热采用中频预热,高频最后加热、淬火,中频回火等过程淬火后的钢筋应达到YB/T111—1997《预应力混凝土用钢棒》及GB/T 5223—2002《预应力混凝土用钢丝》的要求。其抗拉强度一般在1470MPa以上。
PC钢筋处理生产线由于生产量大,因此考核此生产线的优劣,除产品质量外,能耗指标是一个重要方面。日本Neturen公司曾采用过感应电阻加热法,曾报道每吨钢筋能节约160kW·h电。美国应达公司(Inducto Heat Inc.)采用双频加热,其目的也是节能。PC钢筋主要用作PC电杆、基桩、铁筋笼等。日本PC钢筋ULBON形状如图4-86所示。
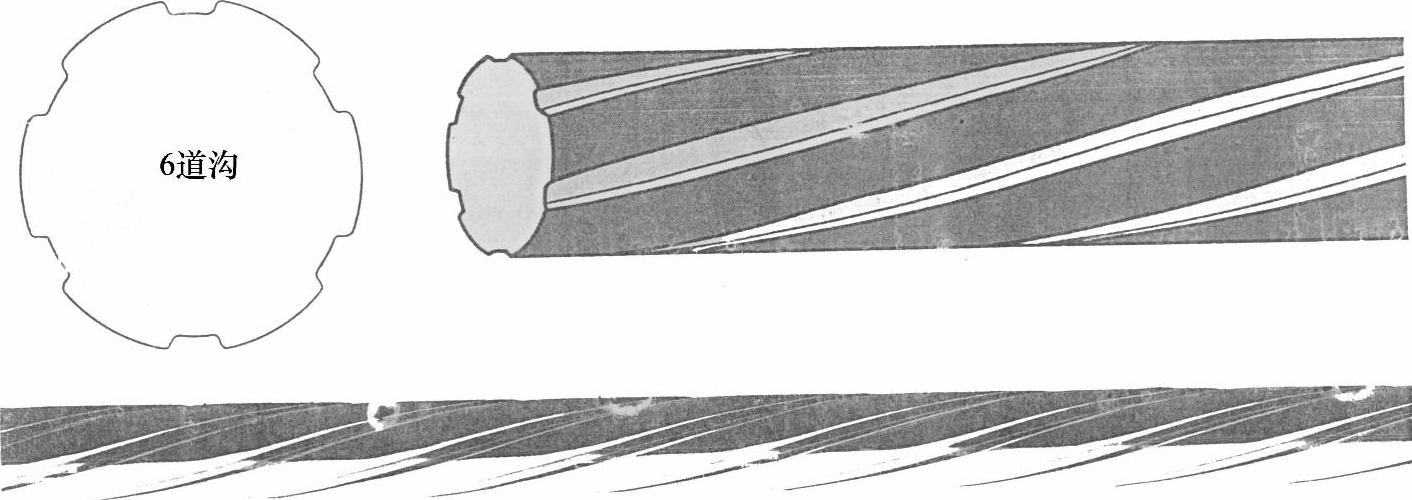
图4-86 PC钢筋ULBON形状
1.美国钢筋热处理生产线
美国应达公司(Inducto heat Inc.)推荐一套用于处理建筑结构、桥墩、混凝土支柱用的预应力混凝土钢筋的感应淬火、回火系统。此系统也可用于制造其他凹螺纹钢筋、钢丝、圆钢棒。凹螺纹钢筋淬火、回火处理后达到了SBPD110/125和130/145的力学性能。
此系统设计处理Φ6~Φ12mm钢筋,以35m/min移动速度进给。系统采用一台中频逆变器预热,一台固态高频逆变器作淬火前的最后加热,另外一台中频逆变器作回火用。淬火前的加热温度为940~950℃,回火温度为400℃。系统还配有钢筋进给脱空保护,与进给速度相对应的功率控制,循环冷却水泵站和淬火冷却介质循环系统。唯一的一个控制柜把所有的主要操作功能连锁在一起。
PC钢筋感应淬火、回火生产流程如图4-87所示:
钢筋→除黑皮→冷拔→重整→预热(居里点以下)→加热(居里点以上)→淬火→吹干→回火加热→冷却→吹干→卷捆。在卷捆筒前设有一切断机,当卷捆满盘时开动。(https://www.xing528.com)
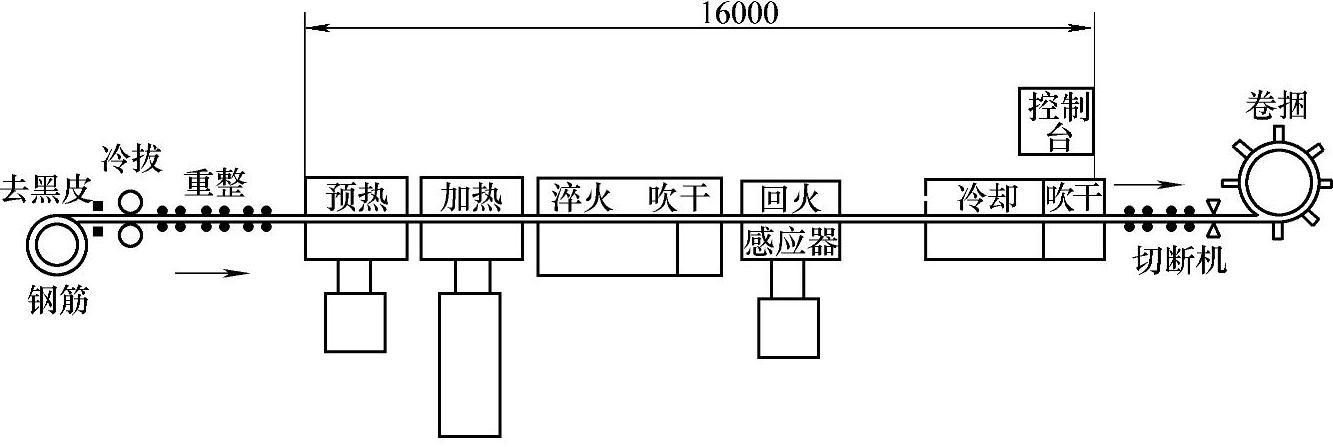
图4-87 PC钢筋生产流程示意图
2.国产钢丝、钢筋感应热处理生产线
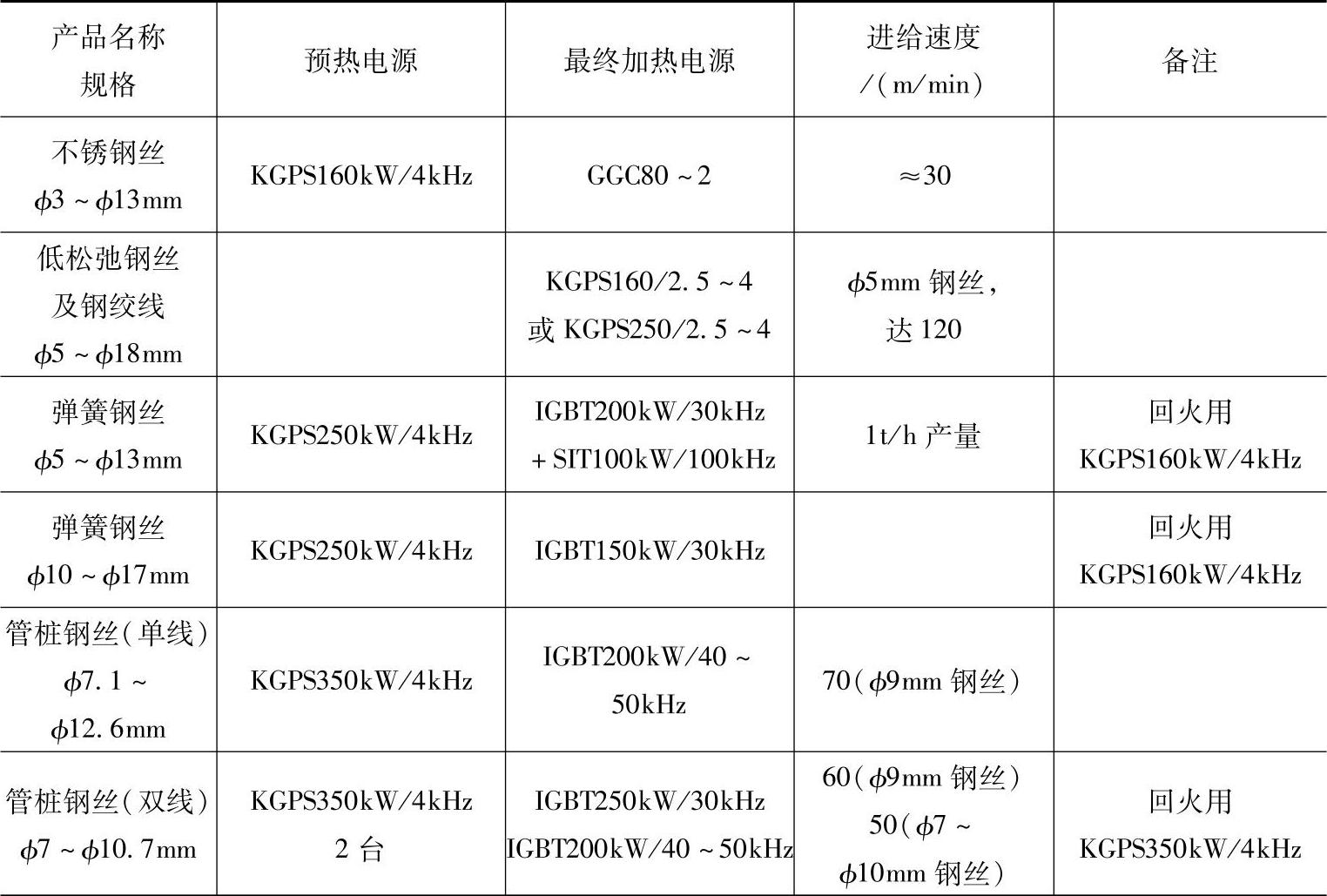
国内钢丝、钢筋热处理生产线已经历了多年的研制、生产与改进,从凹螺纹预应力管桩钢丝生产线开始,发展到不锈钢丝、低松弛钢丝及钢绞线、弹簧钢丝等多个品种生产线。生产线组成由单线发展为双线;电源配置由晶闸管中频与电子管超音频相结合,发展为晶闸管中频与IGBT晶体管电源相组合,达到能耗降低、生产率提高的目的。表4-8列出了国产各种钢丝生产线的配置。
管桩钢丝热处理生产线,从单线生产发展为双线生产,要解决两根钢丝的负荷温度均匀问题。采用双线生产除提高生产率外,占地面积几乎和单线一样无须扩大厂房;设备投资费与单线比略有增大;经生产单位核算,每吨钢材还能节省50kW·h电能。因此,双线生产具有更广阔的前途。与国际上同类产品比,双线生产具有先进性。
表4-8 各种钢丝生产线的配置(天津金能电力电子有限公司资料
近年来PC钢筋线又有许多改进,其加热过程从两段改进为三段:从室温~400℃用250kW/4kHz,400~720℃用200kW/8kHz,700~1000℃用300kW 80kHz,回火电源用250kW/4kHz。浙江一家公司则用350kW/6kHz预热250kW/20kHz加热,160kW/50kHz稳定加热,160kW/4kHz回火。对于轮胎钢丝(Φ1.8~Φ2.2mm)及较细的弹簧钢丝,我国也开始使用感应加热替代铅浴加热这种有污染的工艺。
图4-88所示为管桩钢丝双线热处理过程示意图。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。