



1.双频感应淬火机床主要技术参数
图4-75所示为冷轧辊双频感应淬火机床示意图。淬火机床主要技术参数如下:轧辊直径为Φ100~Φ850mm;辊身长度为100~3000mm;轧辊全长为200~5250mm;轧辊移动速度:低速为0.2~2.0mm/s,高速为15mm/s;轧辊转速为30r/min。
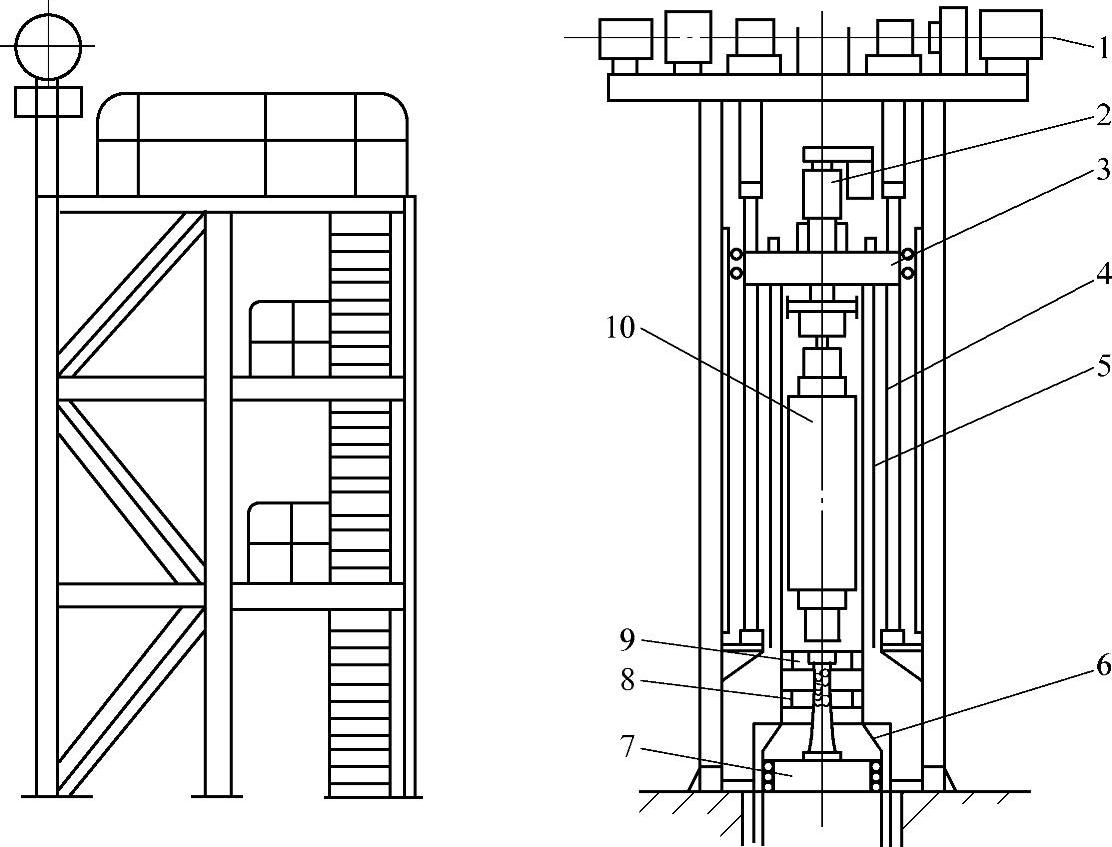
图4-75 冷轧辊双频感应淬火机床示意图
1—传动部分 2—旋转电动机及润滑系统 3—上横梁 4—丝杠 5—光杠 6—喷水器7—下横梁 8—中频感应器 9—工频感应器 10—轧辊工件
2.双频电源
双频电源为工频50Hz、1000kW与中频250Hz、750kW,由10kV供电系统分两路供电,每路均由降压变压器降至需要电压。图4-76所示为双频供电系统示意图。
3.机床顶部
由图4-75可知,这台机床顶部装有传动部分1,包括电动机与减速器。上下两根横梁3与7由丝杠4带动,可以上下升降。工件夹紧由光杠5来操纵横梁,工频感应器9位于上面,预热轧辊,中频感应器8位于下面,进行最后加热,喷水器6位于最下面。
4.工作过程
托架慢速下降,由一台带速度反馈调压调速的DC电动机驱动,在0.3~1.5mm/s范围内可无级调整;托架快速升降则由另一台交流电动机来完成,速度为15mm/s。(https://www.xing528.com)
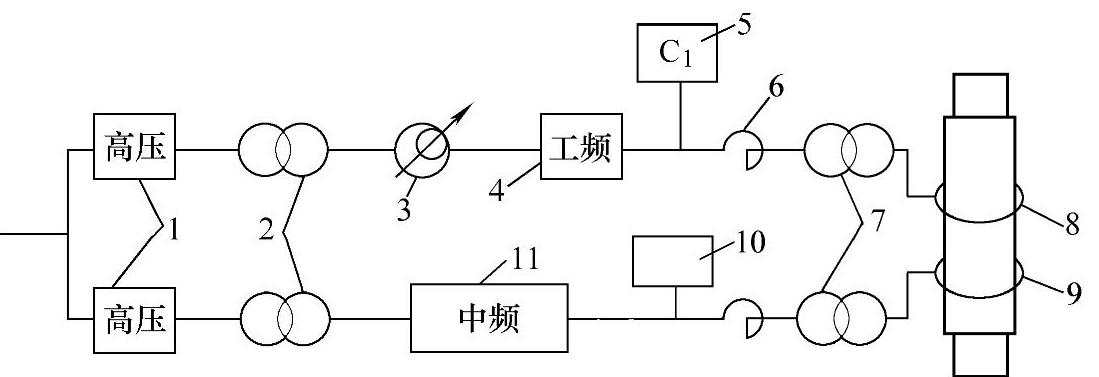
图4-76 双频供电系统示意图
1—高压柜 2—降压变压器 3—调压器 4—工频电源柜 5、10—补偿电容 6—串联可调电抗器 7—淬火变压器 8—工频感应器 9—中频感应器 11—中频电源
轧辊转速有两档:30r/min用于直径较小的轧辊,15r/min用于直径较大的轧辊。
5.大容量的淬火水系统
因为轧辊直径大,加热深度深,因此淬火水系统的水泵流量特大,可达350m3/h。
6.采用红外双色测温装置
采用红外双色测温装置,使轧辊加热温度自动显示,功率、温度闭环全自动控制。这种冷轧辊双频感应淬火机床已在国内多家钢厂生产上使用,并在生产过程中进行改进。材质为86CrMoV7的轧辊淬硬深度可达15~17mm。
轧辊淬火机床近年来也从扫描淬火向一次加热发展,因为一次加热法能使淬硬层深度得到更好的控制,但感应器体积巨大,专用性强,电源容量更大此技术正在开发中,已有少量设备用于生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。