



销套的内、外表面均需淬硬,其淬火机床有双工位和销套专用两种。
1.双工位淬火机床
双工位淬火机床均有两套淬火变压器感应器组和两套升降旋转机构,左工位进行销套的内孔淬火,右工位进行销套的外圆淬火。内孔、外圆淬火一般均采用扫描方法。为了防止淬火过程中对另一面产生回火影响,一般在内孔淬火过程中,销套外圆有辅助喷液器进行冷却。根据淬硬层深度要求,销套淬火常用200kW电源。
2.销套专用淬火机床
图4-49所示为销套内外侧同时淬火的中频立式自动淬火机床。它有两个相邻工位,各对销套的内外侧(或外内侧)同时进行扫描淬火。机床上装有一台淬火变压器,与可更换的双感应器相连接,构成加热工位由于不同规格销套的淬硬深度不同因此扫描速度可变,可变范围为1.6~16mm/s。淬火机床的回转工作台位于加热工位的前面,有四个固定销套用的双工件夹头。当进料盘对空夹头装工件后,工作台便回转90°,进料盘可容纳20~25个销套这样保证自动磁性夹头上总能夹住一个工件。工件按顺序夹紧后,自动向前送到第一淬火位置(例如内孔),再进到第二次淬火位置(例如外圆);淬火后,传送均自动按规定顺序进行。这种淬火机床能淬火的最大工件直径为80mm,最大长度为220mm,最大重量为7kg。
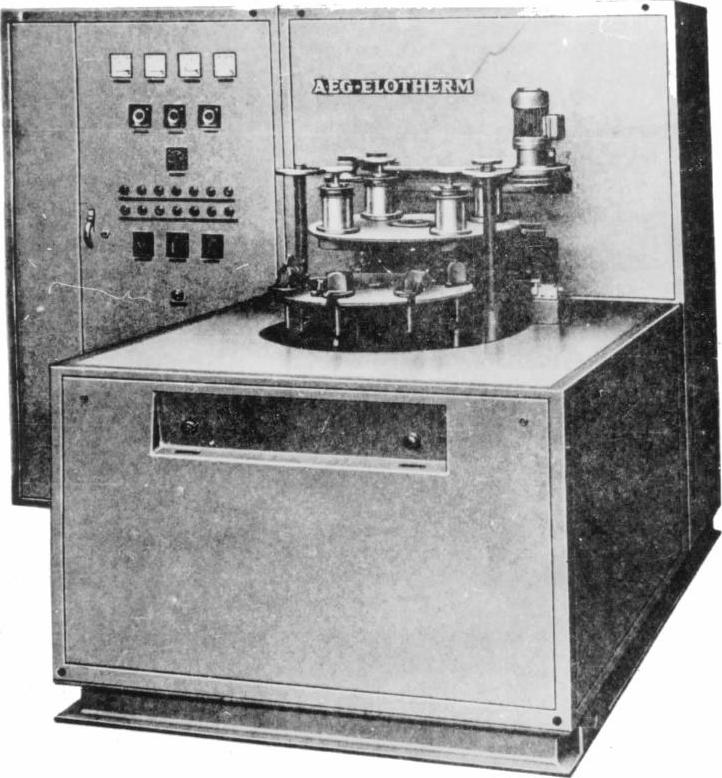
图4-49 销套内、外侧同时淬火的中频立式自动淬火机床(J.Rickermanm东京)
3.销轴、销套外圆感应淬火自动生产线(https://www.xing528.com)
销轴、销套均是履带传动系统上的主要零件。销轴、销套外圆感应淬火自动生产线(见图4-50)就是这两种工件进行外圆感应淬火的专用机床。

图4-50 销轴、销套外圆感应淬火自动生产线
整套设备由淬火加热的数字化晶体管电源(160kW/30kHz)及负载系统淬火机床主机、淬火冷却介质循环冷却系统(带有过滤装置和流量数显)、冷却液循环冷却系统(带有压力保护装置)、制冷机等组成。
机床采用卧式自动线形式,自动上下料,带有工艺件自动循环系统,保证对首件和末件均可实现正常淬火,设置有红外测温仪检测工件加热温度。
整套设备控制系统由PLC+触摸屏组成,具备电源能量监控保护、工件加热温度监测保护、淬火冷却介质温度监控保护、冷却水压力监控保护、冷却水温度监控保护、各节点运动到位监控保护等功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。