



链轨节是履带工程机械、履带战车、履带拖拉机上的主要零件。其工作面与地面接触,需要耐磨性,链轨节数量多,因此,链轨节淬火机床的生产率与自动化成为重要指标。
链轨节外形图如图4-42所示,这种产品尺寸已系列化,链轨节常用中碳钢制造。
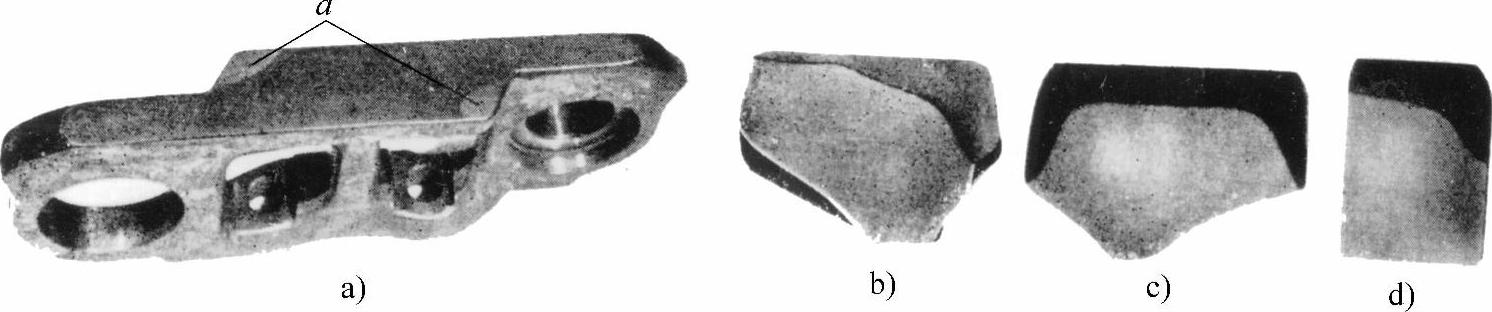
图4-42 链轨节外形图
a)a两边缘未淬火 b)在未淬火边缘内的淬硬层 c)中间部位淬硬层 d)套管孔上窄段淬硬层
1.链轨节扫描淬火机床
图4-43所示为一种链轨节扫描淬火机床,它由机架和一条用非磁性钢带组成的环形传送带等组成。传送带由滚轮支撑着,因为感应器通电时有吸力,可将链轨节吸起,滚轮间装有五块直流电磁铁,阻止了链轨节被吸引。链轨节按要求放到传送带上,调整感应器及其后面的喷水器的高度,即可进行另一种链轨节的生产。变压器安放在机架上,感应器的馈电头与变压器二次圈相连接,感应器后面安装了喷水器。
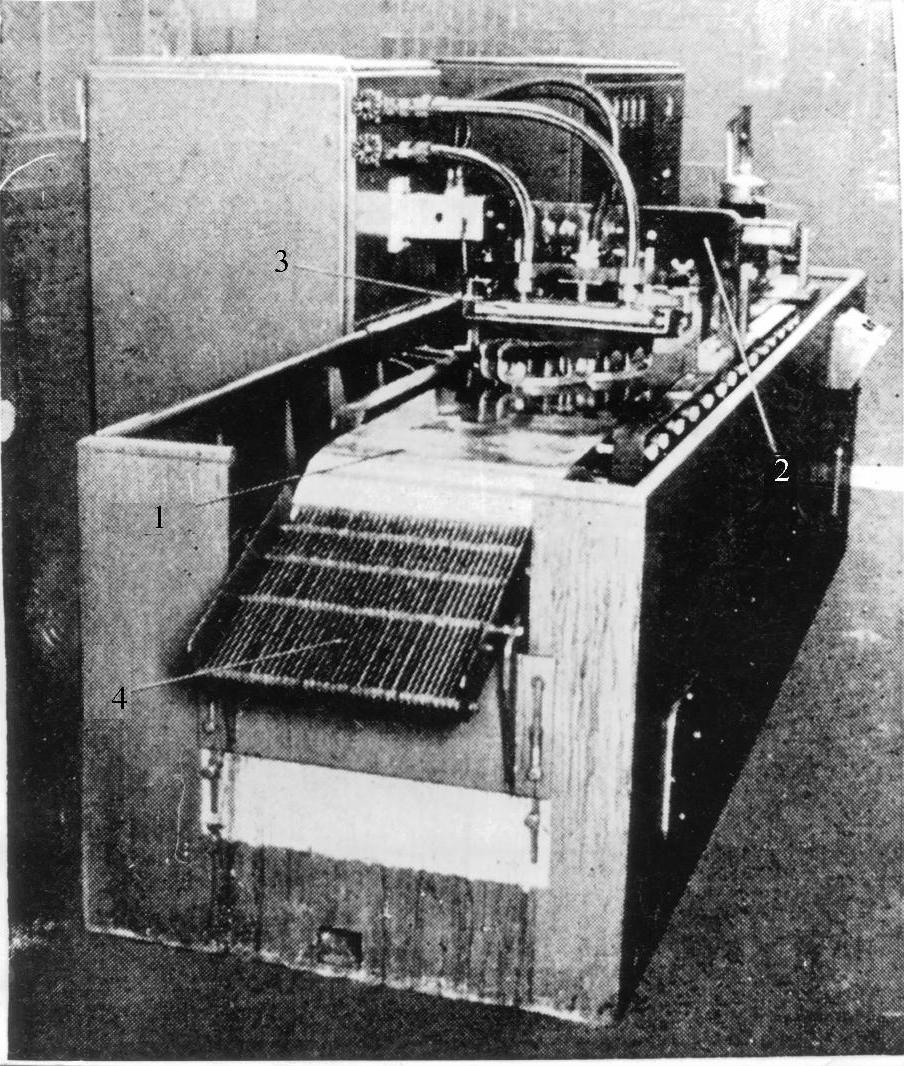
图4-43 链轨节扫描淬火机床
链轨节放置在传送带上传送带的进给速度由无级调速的直流电动机驱动,链轨节从感应器下面通过,并进行加热、淬火。早期的链轨节淬火后,送到低温回火炉进行回火。现代的淬火机床,已采用了感应器回火工艺,其回火方式也为扫描式。为保证回火时间,可设置为二段回火区。回火的目的是消除应力。由于链轨节有左右之分现代回火感应器也根据要求,分左式及右式感应器。扫描淬火法的缺点是不易得到深的淬硬层,对链轨节边棱部分易过热,因此,需喷水或水汽混合物。
2.链轨节一次法感应淬火机床
这种淬火机床由步进链和装在机架后部链条上方的淬火变压器等组成,如图4-44所示。大型感应器3接在淬火变压器2的二次圈上,淬火变压器可以上下、左右调整,以适应不同类型链轨节与感应器的相对位置。感应器后面有一个大型喷水器4(见图4-45),加热后的链轨节在其下部进行淬火,步进链1共有14节,每次都有4节处于上部,呈水平状态,其中最前面的1、2节用以装料,第3节加热,第4节淬火。步进链由一个十字轮装置进行步进式控制,每块链板上装有机械夹紧结构,最多能夹4块链轨节。当更换另一品种链轨节时只需更换14块压板与相应的锁销。链轨节的支架用一个螺栓固定在链板上,喷水器4的后面有一个开关机构,能把夹具打开,使淬过火的链轨节滑入卸料槽中,然后进入回火工序,一般在低温电炉中回火,消除应力。
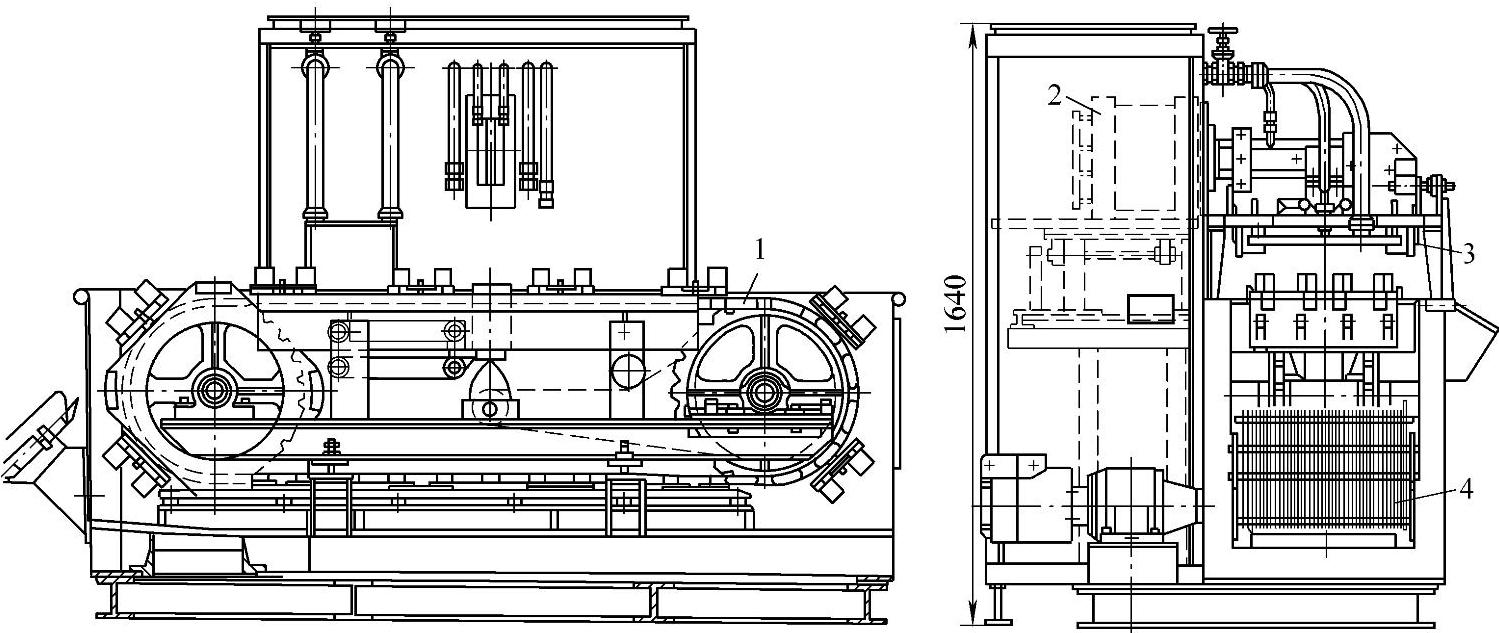
图4-44 链轨节一次法感应淬火机床
1—步进链 2—淬火变压器 3—感应器 4—出料槽
在上述淬火过程中,链轨节表面加热不是很均匀。为了获得较深的淬硬层又使链轨节边棱部分不过热,装置上为每个链轨节设计了两股水流,喷到链轨节不需淬火的部分,使边棱不过热。这种淬火机床,对小链轨节一次加热4件(2左、2右),大链轨节一次加热2件(1左、1右),用一次淬火法加热链轨节过程中,中频电源是不断开的,因此生产率较高。
图4-45所示为链轨节一次法加热感应器。(https://www.xing528.com)
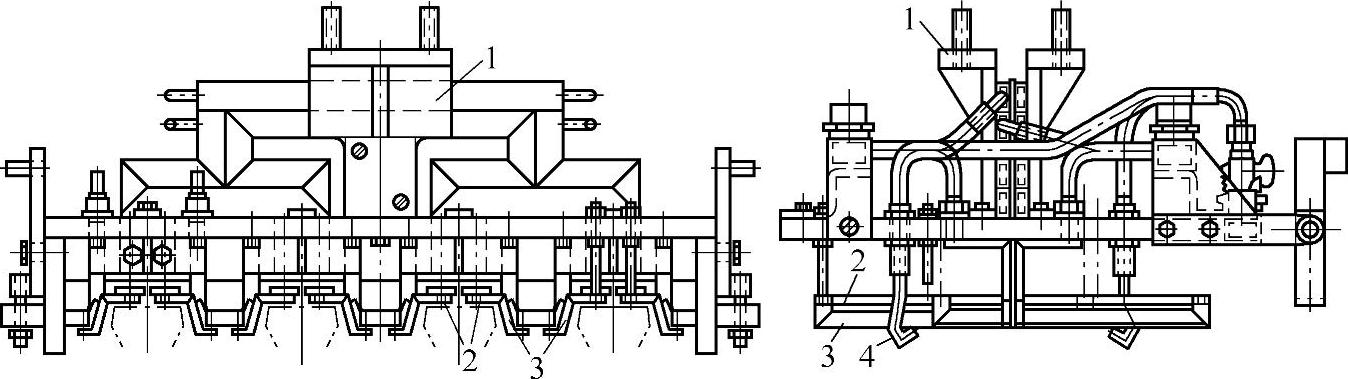
图4-45 链轨节一次法加热感应器
1—馈电头 2—主面有效圈 3—侧面有效圈 4—喷水器
链轨节一次加热法相对于扫描法的优点,主要在于此方法加热时间便于控制,易得到较深的淬硬层。
3.摆动加热链轨节淬火机床
意大利有一种摆动加热链轨节的淬火机床,一次加热一个链轨节。感应器结构与上述一次加热感应器相似,为了使链轨节工作面加热温度均匀,在加热过程中,淬火变压器感应器组不停地左右摆动,使中间部分与边棱部分的温度均匀一致,如图4-46所示。
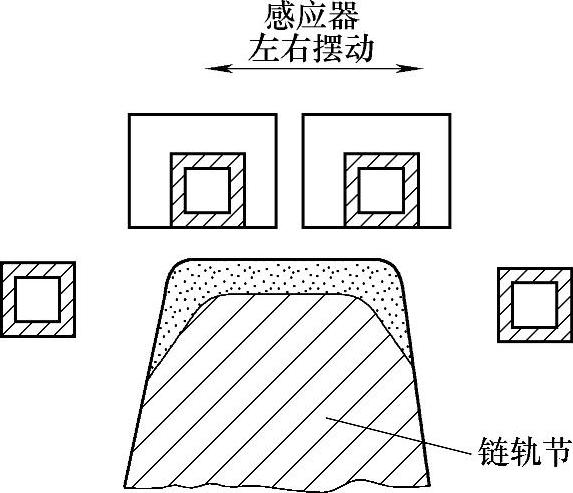
图4-46 链轨节加热时感应器左右摆动
4.链轨节淬火回火自动生产线
链轨节淬火回火自动生产线(见图4-47)用于多种链轨节工作踏面的同时表面感应淬火及回火处理。整套设备由一台用于淬火加热的数字化晶体管电源(250kW 4kHz)及负载系统、一台用于回火加热的数字化晶体管电源(100kW/1kHz)及负载系统、机床主机、淬火冷却介质循环冷却系统(带有过滤装置和流量数显)、冷却液循环冷却系统(带有压力保护装置)、制冷机等组成。
机床采用卧式双轨道自动线形式,两个步进式轨道分别放置左右链轨节(见图4-48),左右链轨节采用一次加热淬火、喷液和回火加热分工位同时进行。

图4-47 链轨节感应淬火回火自动线
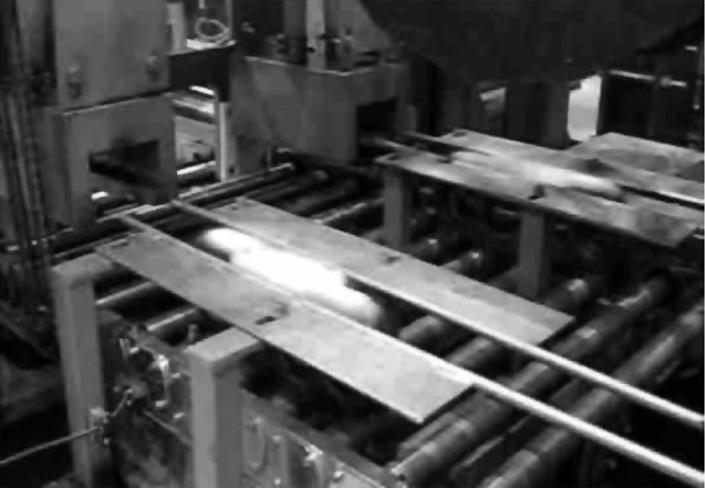
图4-48 左右链轨节加热后在轨道上
整套设备控制系统由PLC+触摸屏+伺服驱动系统组成,具备电源能量监控保护、回火工件温度监测保护、淬火冷却介质温度监控保护、冷却水压力监控保护、冷却水温度监控保护、各节点运动到位监控保护等功能。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。