



1.工件旋转及移动升降的功能
工件旋转及移动升降的功能,以满足一次加热及扫描淬火的基本需求。旋转速度对工件加热而言,一般认为转得越快,工件加热温度越是均匀,特别是采用两根矩形管组成的纵向感应圈时,转速快比慢好。
对工件冷却而言,转速不需太快。对有花键的工件或齿轮,转速太快,会使花键或齿的一侧冷却不足。图4-1所示为花键冷却示意图。生产实践证明,外圆的线速度以不超过500mm/s为宜。因此,通用淬火机床的工件转速一般设计为60~360r/min。一次加热淬火时,一般工件直径越小,转速可以越快,选上限值;直径越大,加热时间越长,转速应越慢,选下限值。其原因是直径大,外表面处的线速度越大,对冷却不利。
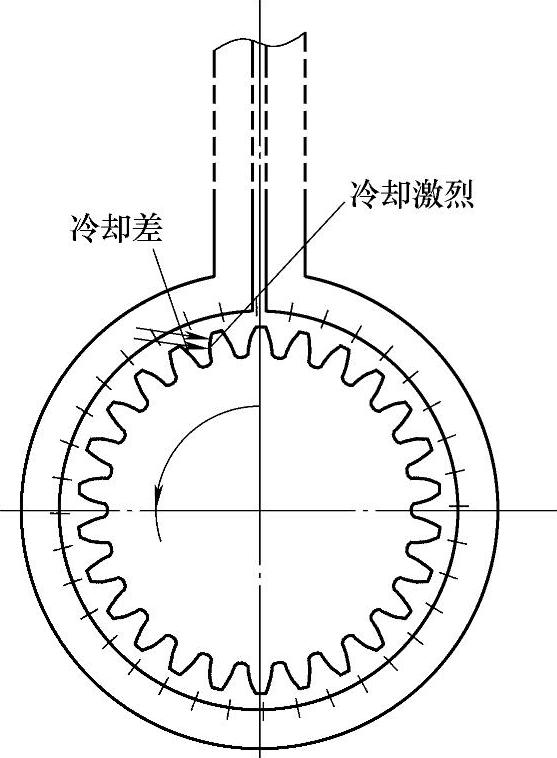
图4-1 花键冷却示意图
2.工作转台快速下降的功能
通用淬火机床常要处理齿轮、支承轮等一次加热外圆的工件。此时如果不是采用感应器喷液,就需将加热后的工件快速落入喷液圈中。工作转台快降速度如果为150mm s,就能保证加热工件在1s内将工件落入喷液圈中,1s的预冷时间对中碳钢齿轮类一次加热工件来说是合适的。现在较先进的大型扫描淬火机床的快速移动速度,已达到500~800mm/s。
3.分段一次淬火功能
例如,处理凸轮轴的凸轮,8个或12个凸轮采用同一规范,工件能从上到下或从下到上顺序进行。从上到下顺序对凸轮更有自回火作用。
4.扫描淬火时工件不转动的功能
扫描淬火时,工件不转动的功能适用于处理矩形导轨等工件。
5.工作行程中自动变速的功能
工作行程中自动变速的功能,适用于处理锥形工件或具有台阶的轴类工件。
6.工作行程中淬火变压器与感应器向工件前进(靠近)或后退(远离)的功能
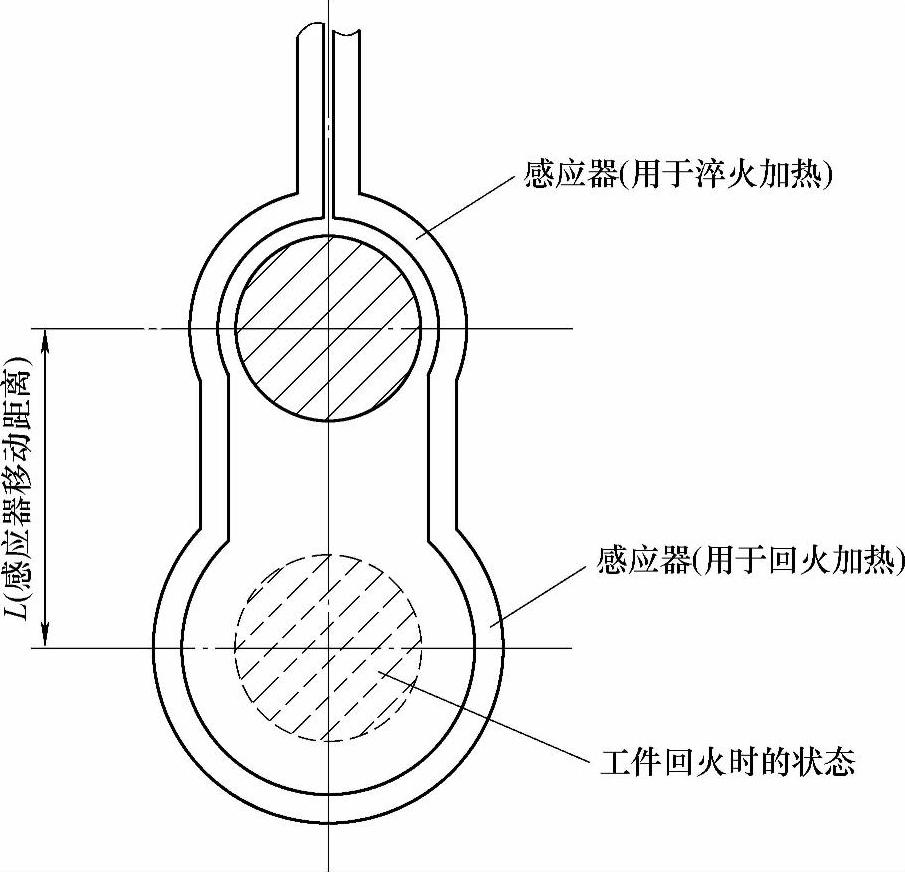
图4-2 葫芦形感应器示意图
感应器在工作行程中向工件前进或后退,适用于用半圈感应器处理锥形体。它可使工件与感应器接线端保持等间隙,以提高感应器效率。此外,变压器、感应器同时前进或后退功能还能用于一种既能淬火加热又能回火的葫芦形双孔感应器的使用。图4-2所示为葫芦形感应器示意图。
葫芦形感应器还能应用于扫描多个直径的齿轮轴,如图4-3所示。感应器的小直径端用于扫描4个小直径的圆柱轴外圆,而大直径端用于扫描齿轮,扫描过程是连续进行的,可以说此淬火机床有1台顶5台的功效。
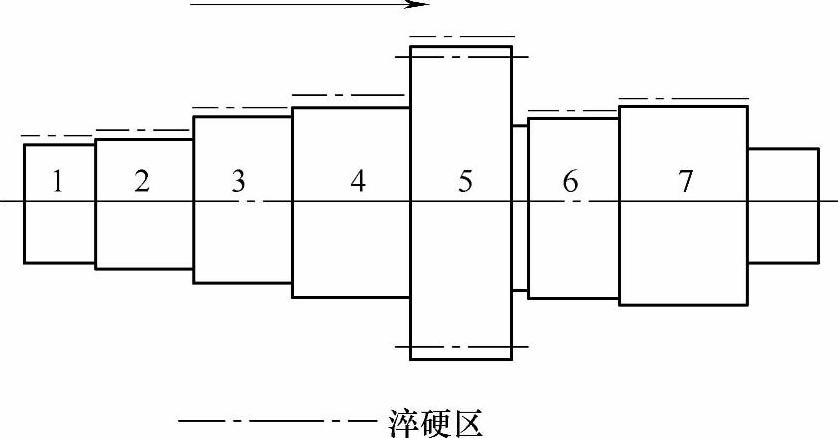
图4-3 葫芦形感应器连续扫描工件多个部分示意图
7.附件与扩展功能
通用淬火机床常有一些附件及扩展功能的部件,以便用户根据实际需要选用。(https://www.xing528.com)
(1)分度工作台 当处理小工件时,可选用6或8工位分度工作台。
(2)防弯曲矫正辊 处理细长轴件时,有此装置可减少轴件淬火变形。
(3)上顶尖中心架 当处理超过机床夹持工件长度的工件,而淬火长度在机床工作行程范围内时,可以用上顶尖中心架。此时上顶尖部件移转一个角度工件可由中心架定位。
(4)双顶尖或多顶尖 一次可同时处理两个或多个工件,提高机床生产率。
(5)监测保护与计量仪器 控制淬火冷却介质流量的流量计(或流量开关),缺水、感应器接地保护,淬火冷却介质温度超限等多种监测、保护仪器。
8.淬火变压器容量的确定
中频感应淬火变压器的容量一般按变频电源功率的3~5倍选用。在生产中,淬火变压器的负载持续率是不同的,例如:负载持续率低的变压器容量可以选得小一些,如一个齿轮加热5s,而冷却及装卸工件为10s,则其负载持续率为5/(5+10)=5/15=0.33;而当扫描淬火一根长轴时,加热时间为300s,延时冷却与装卸工件时间为40s,则其负载持续率为300/(300+40)=0.88。此时淬火变压器的容量就应选得大一些。
9.电热电容器容量的确定
电热电容器过去采用机式发电机作变频电源时,曾采用两种形式的电容器即4个引脚的固定式电容器与5个引脚的微调电容器。4个引脚的电容量各头相等。5个引脚分接的电容量大小不等,以便电规范调整时能方便而精确地调谐现代的晶闸管及IGBT电源具有频率跟踪功能,微调电容已经不需要了。
电容器的电容量对中频电源可按下式计算:
P容=P发(1/cosφ+0.5)
式中 P发——淬火机所配变频电源功率(kW);
P容——电容器功率(kvar)。
生产实践中,可用表4-1所列数据进行计算
表4-1 有降压变压器感应加热时的功率因数

注:在感应熔炼和加热锻坯时,无降压变压器,此时cosφ大约是0.15~0.07
10.通用型感应淬火机床的传动系统
早期的感应淬火机床的传动系统,绝大部分采用液压马达减速器、机械无级变速器、直流电动机无级变速等方式。随着PLC与CNC控制技术与功能部件(如步进电动机、伺服电动机、滚珠丝杠传动副)的发展,现代通用型感应淬火机床的机械传动系统已大为简化。液压传动由于液温变化引起液压缸活塞速度变化,而被排斥做工作行程之用;机械变速结构复杂,开始被淘汰;步进电动机、伺服电动机与滚珠丝杠传动副,由于结构简单、传动精确,成为工作行程传动系统的首选。图4-4所示为现代通用淬火机床的传动系统。
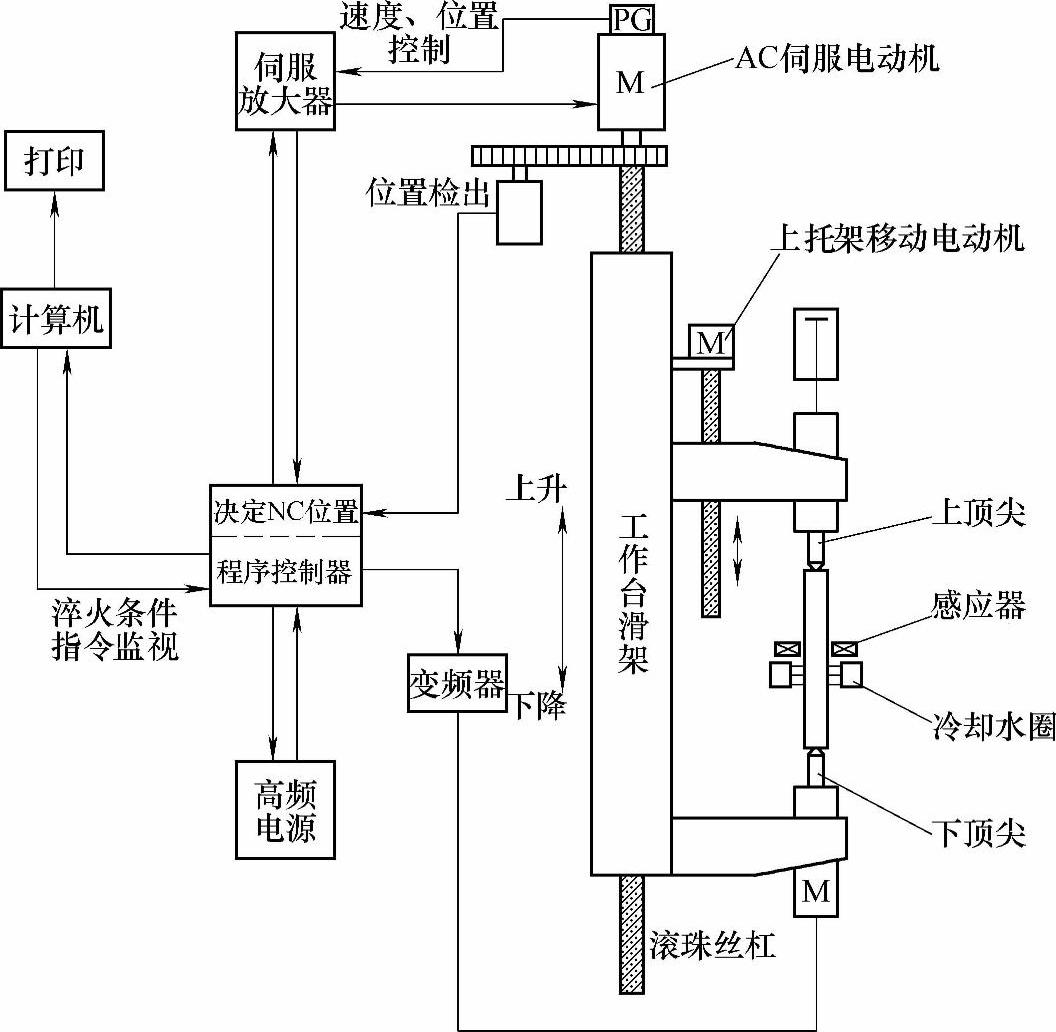
图4-4 现代通用淬火机床的传动系统
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。