



1.治理原则
(1)粉尘、烟尘的治理 为达到粉尘、烟尘排放标准,必须对产生粉尘、烟尘的设备进行全部密封或局部装备排风罩排风,然后作净化处理。
铸造车间各种设备的排风量可按GB8959—2007《铸造防尘技术规程》的规定选取。
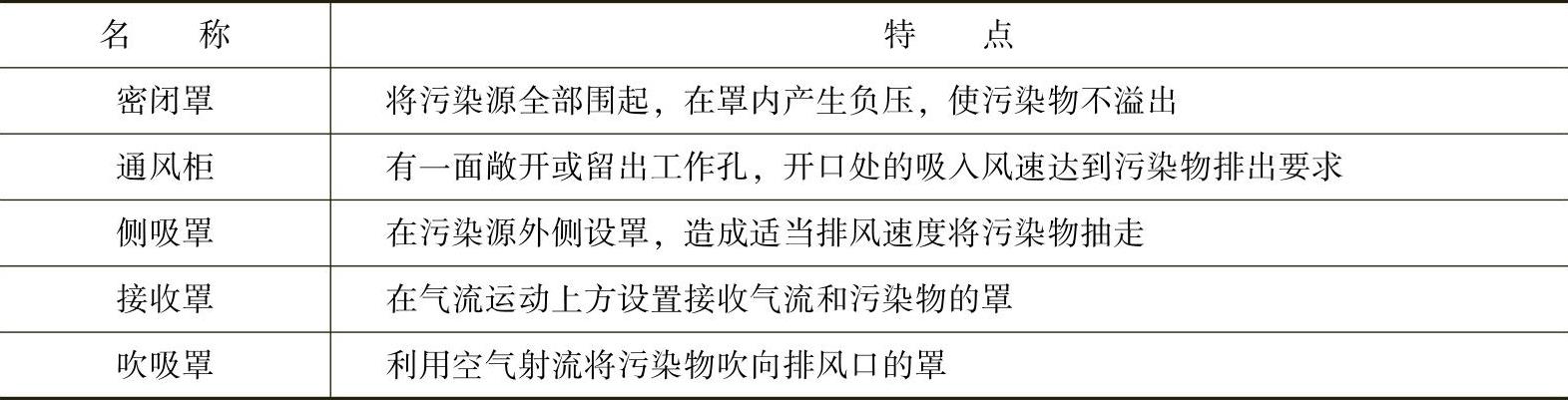
排风罩的形式见表8-17,可根据污染源的位置、污染程度和具备的治理条件进行排风量计算设计。
表8-17 排风罩形式
除尘器是分离、捕集空气中粉尘、烟尘的装置,其作用原理见表8-18。可根据不同地区、不同的设备、尘粒大小、欲达到的除尘效果和所具备的净化条件选用。
表8-18 除尘器的形式和作用原理

(2)气态污染的治理 气态污染物,即有害气体的治理,应先对产生气体的工艺设备进行密封抽风,向外排出。当排放含量超过国家规定时,应对有害气体进行净化处理。净化气体的基本方法有:
1)吸收法。用适当的吸收剂,通过喷淋洗涤,从废气中除去有害物质。水能溶解某些物质,所以常用来作吸收剂。废气中的SO2、CO2、HF等均可用水净化。NaOH、NaCO3、Ca(OH)2等碱性物质的水溶液也可用来作吸收剂。它们与废气中的SO2、HF、HCl、NOx等发生化学反应,增强吸收能力,提高净化效率。
2)吸附法。用多孔性固体吸附剂吸附废气中的有害物质。最常用的吸附剂有活性炭,适用于小风量、低含量而不含粉尘的有害气体。活性氧化铝、硅胶、漂白土等也可用来作吸附剂。
3)燃烧法。用燃烧方法可使可燃气体发生化学反应,达到除去有害气体的目的。燃烧产生的热量还可回收利用。燃烧法广泛应用于含有机溶剂及碳氢化合物的废气净化。
4)生化法。利用微生物对有害气体进行吸收并氧化分解。
2.树脂砂铸造生产污染物具体治理措施
在混砂、造型、制芯和固化、浇注、冷却过程中,散发出来的有害物质及其含量,主要与下列因素有关:
1)粘结剂和固化剂的种类及加入量。
2)直接影响粘结剂加入量的原砂质量(即含泥量及微粉含量)。
3)混砂时的砂温。
4)砂铁比。
5)混砂及制芯等设备的密封性能及工作场地的通风情况。
在使用包括自硬树脂砂在内的树脂砂(锆砂)工艺时应做到:
(1)树脂砂铸造生产的各个环节应加强密闭、通风防毒(尘) 对沈阳某水泵厂铸造车间的自硬呋喃树脂和酚醛树脂锆砂再生处理与混砂生产线的各点进行测定,共测定出甲醛等10种有害物质。作业点的各种有害物质均未超过最高允许含量(表8-19)。各工序中数种毒物联合作用系数均小于1。
表8-19 自硬树脂锆砂再生处理与混砂生产线有害物质检测结果

(续)(https://www.xing528.com)

①美国标准。
其工艺流程如下:

该生产线除旧砂投料口外,所有设备均在全密闭状态下运转,通风除尘系统经测试表明性能良好。生产设备的全密闭,良好的通风除尘性能是保证该车间粉尘含量达到国家卫生标准的重要技术措施。
对杭州市机械系统使用呋喃树脂砂工艺的四家铸造厂的测定结果表明:树脂砂混砂机手工加料,敞开混砂时,除氰化物、二氧化硫、硫化氢等没有超过国家卫生标准外,粉尘超标38.36倍,苯21.37倍,甲醛9.05倍,氮氧化物2.25倍,氨2.05倍,一氧化碳1倍。除粉尘外,八种毒物相加联合作用系数为40.72(卫生标准要求毒物相加联合作用系数<1),职业危害问题比较突出。
树脂砂采用自动加料混砂或密闭通风混砂,同时配置振动落砂、地坑带式运输和旧砂再生处理三套除尘系统,毒物和粉尘含量明显下降。除浇注时一氧化碳超标9.33倍外,粉尘已由改进前的超标38.36倍,降至超标2.06倍,其他毒物含量均无超标。
混砂、造型、浇注三工序除粉尘外八种毒物平均相加联合作用系数为1.09,0.96和5.46。扣除一氧化碳因素,则其余七种毒物平均相加联合作用系数为0.13,基本达到卫生学要求。
(2)铸造用呋喃树脂砂生产线防尘效果评价 对国内某厂的呋喃树脂砂造型和旧砂再生处理系统的防尘效果进行了评价。该生产线为国外引进的混砂机和国产部分机械组成的全封闭生产线。对其作业区的测尘点进行了检测,并进行效果评价。
生产线旧砂再生装置和混砂机组成的工艺流程如下:

砂再生装置由砂块破碎机、磁选机、带式输送机、斗式提升机和气力运输机组成,混砂装置为ZAM长臂型连续混砂机,其中破碎、磁选和混砂机采用全封闭自动吸尘,砂提升机采用吸尘罩抽风,带式输送机装有全封闭吸尘罩,振动落砂机安装脉冲除尘器(处理风量为30000m3/h),各除尘器出灰口通过螺旋输送器送到灰斗内,然后经粉尘处理机使尘与水混合成颗粒状排出。
生产线作业场所粉尘中游离SiO2含量分析结果及粉尘含量测定结果分别见表8-20和表8-21。
表8-20 粉尘中游离SiO2含量

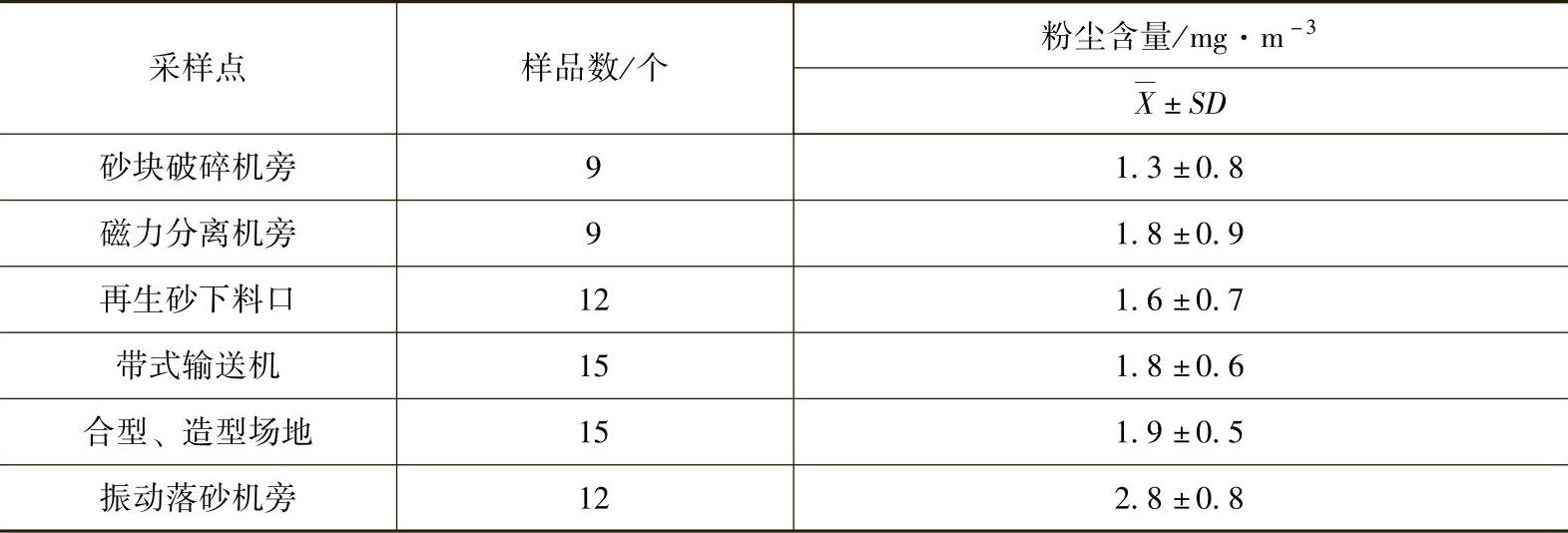
表8-21 作业场所的粉尘含量
1)从表8-20可知,生产场所粉尘中游离SiO2含量为59.8%~76.7%。因此加强防尘措施十分必要;另外在混砂过程中有甲醛逸出,经检测含量为0~0.3mg/m3,低于国家允许浓度。
2)表8-21结果显示,呋喃树脂生产线五个测尘点的粉尘含量均在国家允许标准内,振动落砂测定点粉尘含量为2.83mg/m3,说明必须对防尘设备加以改造,使生产线的防尘措施更加完善。
3)呋喃树脂砂生产线有较好的防尘作用,其关键是对扬尘点都装置了有效的防尘设备。砂块破碎机、磁力分离机和长臂型混砂机均采用封闭式除尘,斗式提升机卸料口和带式输送机卸料口,采用局部抽风成负压状态,控制粉尘的逸散,带式输送机安装的防尘罩可防止机械振动和空气对流而引起的超微小尘粒的飘散。除尘器吸收的粉尘通过螺旋输送器集中到灰斗内,经粉尘处理机加水密闭搅拌成颗粒状排出,有效控制了二次污染。
(3)严格控制树脂和固化剂的用量,在不影响生产技术性能的前提下,尽量减少树脂和固化剂的配比量 树脂砂工艺将传统的铸造生产中的职业危害从几乎是单一的粉尘危害转变为以毒物危害为主。在车间全面自然通风条件下,有害物质的含量一般不超过国家卫生标准,但不排除当树脂和固化剂的用量增大或自然通风不良时有毒物质超标的可能性,这一点在推广使用树脂砂时应给予充分注意。
此外,在原砂方面,硅砂中游离SiO2含量高达90%以上,锆砂仅为1%左右,由此可见,使用锆砂显著地降低了游离SiO2的危害。树脂膜在砂粒表面附着力大,树脂砂具有溃散性好,易于清砂的优点,这些均有助于降低作业场所空气中的粉尘含量。树脂锆砂在防尘和预防矽肺发病方面有硅砂不可比拟的优越性。
(4)作业工人应加强个体防护,定期体检 一般认为,呋喃树脂对人的皮肤有轻微的刺激,对眼睛则有严重的刺激;在很多情况下,是用诸如芳香族磺酸、磷酸甚至硫酸作固化剂,这些固化剂有腐蚀性,可引起皮肤烧伤并刺激眼睛。建议人体不要与粘结剂和固化剂直接接触,工作时要穿戴好劳保用品。
(5)卫生监督部门应定期监督监测 对作业场所毒物、粉尘含量超标者要提出整改措施,保证设备的密闭性和良好的通风防毒(尘)系统。
[1]T检验,亦称student t检验(student's t test),主要用于样本含量较小(例如n<30),总体标准差σ未知的正态分布资料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。