



采用树脂砂的铸件尤其是铸钢件常出现皮下气孔,其铸件气孔缺陷常占总缺陷的30%左右,少数工厂的某些铸件在某一段时期,甚至高达70%~90%。这种缺陷常位于铸件表皮之下,需经切削加工或热处理后才能发现。如果气孔严重或对质量要求高时将导致铸件报废;气孔不太严重,或要求不太高的产品则加以焊补挽救,既增加成本,也在不同程度上影响铸件质量。
1.由氮引起皮下气孔的形成条件
作者对不同氮含量的自硬树脂砂(呋喃树脂砂及酚脲烷树脂砂)铸件的研究结果表明:
1)含氮树脂中的N主要结合为N—H、N—C。其中N—H键通常先以NH3的形式从酰胺基分解出,这种NH3又进一步分解为氮和氢
NH3→[N]+3[H] (5-1)或 NH3→[N]+(3/2)H2 (5-2)或 NH3→(1/2)N2+(3/2)H2 (5-3)
由于NH3的化学性质极为活泼,受热极易分解为活性的[N]和[H]原子,通常把活性的[N]又称为氨氮。在铸件浇注温度下,部分活性的[N]和[H]原子被金属液吸收,直至饱和。当铸件凝固时,所吸收的饱和氮又以分子态气泡析出,当气泡来不及浮出液面时就形成皮下气孔(图5-1),且随树脂砂中氮含量增加,其导致铸件产生皮下气孔的倾向也增加。
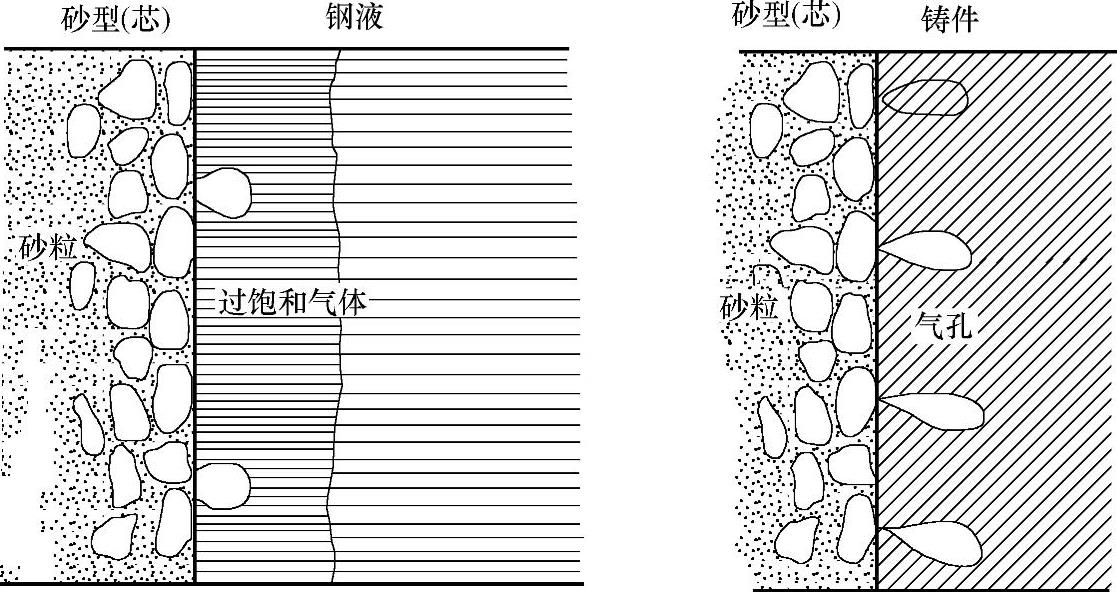
图5-1 皮下气孔形成示意图
2)树脂砂中的氮值达到一定的含量时才会引起铸件气孔。因此,既要注意树脂本身的氮含量,也要注意树脂加入量,以及再生砂中氮的积累量,这三者决定了树脂砂中的氮含量。对树脂砂中氮的限定,国内外文献认为,生产灰铸铁件:氮≤0.15%(质量分数);球墨铸铁、低合金铸铁件:氮≤0.10%(质量分数);铸钢、高合金铸铁件:氮≤0.01%(质量分数)。
3)就合金种类对铸件气孔的敏感程度而言,低碳钢或低碳低合金钢件(含碳质量分数为0.18%~0.25%)最敏感,中碳钢(含碳质量分数为0.45%左右)次之。包括球墨铸铁在内的铸铁件不易产生气孔,其中球墨铸铁的化学成分实际上对氮含量不敏感,这是因为有些球化元素能与N发生化学反应,形成氮的化合物,限制了氮的析出。球墨铸铁件产生的气孔大多是因铁液二次氧化导致的渣气孔或球墨铸铁通常易产生的CO气孔。铸件碳含量越低,对氮含量越敏感,反之亦然。这是由于碳、氮同属间隙固溶体,其原子半径相当(分别为0.077nm和0.071nm),如果碳含量高,碳原子的存在占据了氮原子扩散赖以发生的空隙位置而增加了扩散阻力,碳使氮在铁、钢熔体中的活度增加,从而使氮的溶解度下降。
有一种倾向认为,生产合金钢铸件,对氮的限制应更严格。事实上,ZGCrl3、ZGMnl3和ZGCr18Ni9等高合金钢对氮导致的气孔不太敏感。究其原因,是合金钢中的Ni,Cr等元素的存在,导致固态钢中溶解较多的氮,增大了产生气孔的N的临界值之故。
4)气孔大多出现在铸件皮下0.5~7mm深处,单个气孔或多个气孔聚集在一起,其中以壁厚30~40m的铸件居多。随树脂砂中氮含量的增加,气孔尺寸变大,气孔总面积增加,气孔出现的深度增加,气孔更接近圆形(圆整度数值越接近1越呈圆形)(图5-2);同时,氮含量一定时,随浇注温度的升高,气孔尺寸变大,气孔总面积增加,气孔出现的深度增加。
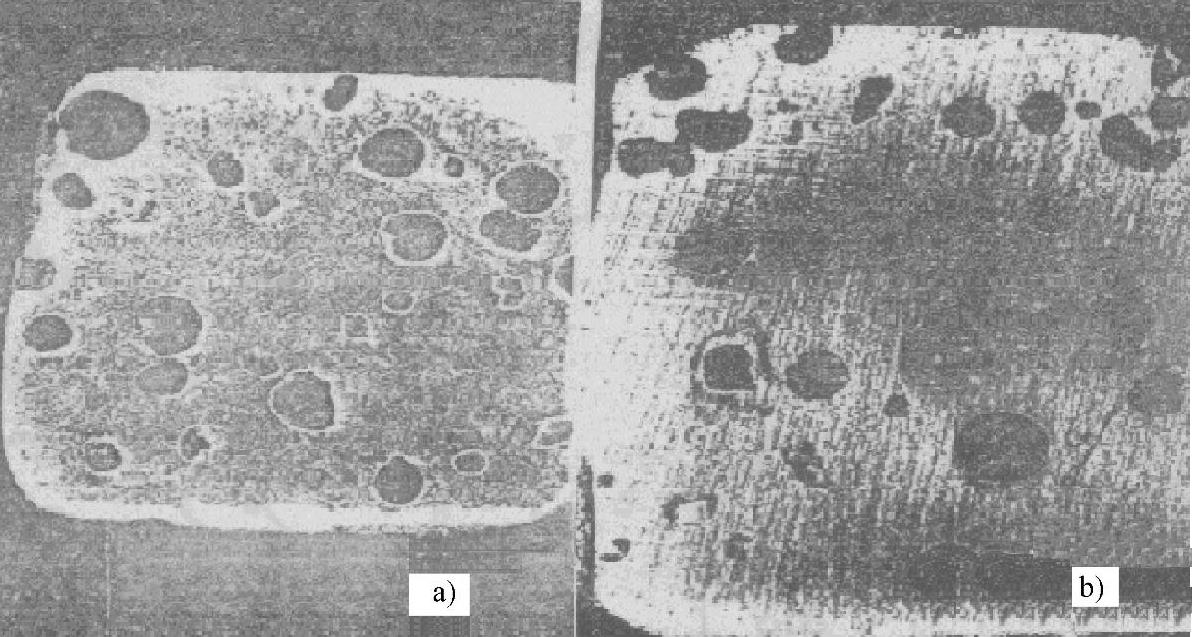
图5-2 铸钢件皮下气孔的形态(40X)
a)低合金钢 b)ZG25钢
5)在金相显微镜下,铸钢件气孔周围存在着一圈其硬度很高(从显微硬度的印痕可明显看出)不同于无气孔处的灰亮组织(称为灰亮带)(图5-3a,b),从N的线扫描照片可看出,此灰亮带内有氮的富集,与邻近区域存在大的差异(图5-3c),其高硬度可能是与形成的Fe、Al的N、C化合物有关。这表明在气孔的形成(或气泡的长大)过程中溶于钢液中的氮源源不断地经灰亮区进入气泡,而紧靠气孔内沿的细点带很可能是氮等气体析出的轨迹通道。
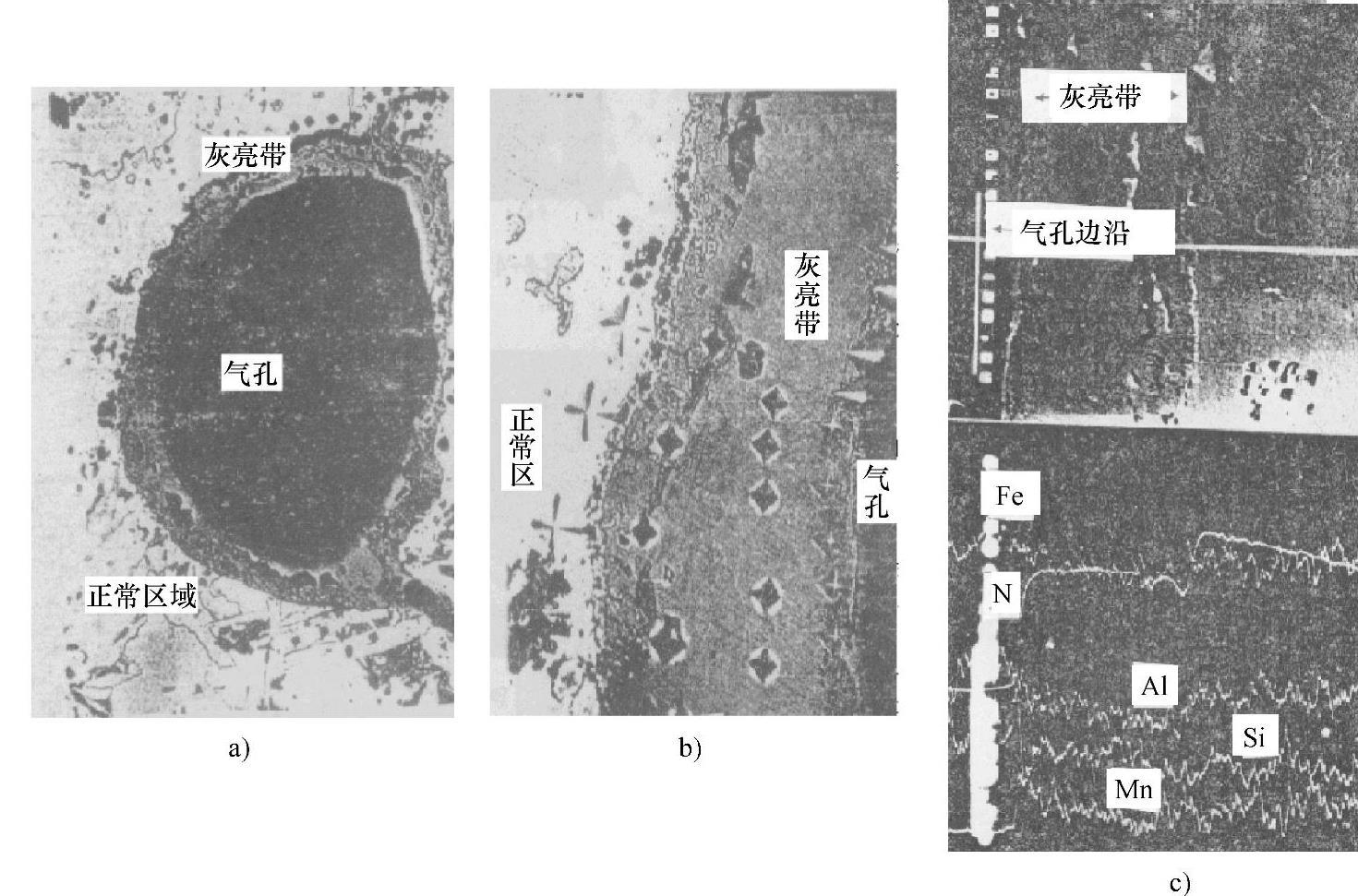
图5-3 铸钢件气孔及其周围组织特征(https://www.xing528.com)
a)气孔周围的灰亮带(95X) b)灰亮带与正常区的显微硬度的差异(400X) c)灰亮带N等元素与邻近相比偏高(线扫描)(125X)
2.自硬树脂砂产生针孔(包括氮气孔)的防止措施
(1)再生回用砂性能控制 回用砂的性能控制是最为重要的项目:
1)灼烧减量:对铸钢应控制<1.5%,对铸铁应控制在2.0%~3.5%。
2)粒度分布:主要指140目以下的微粉含量,应将微粉含量控制在0.5%以下(最大不超过1.0%)。
3)氮含量:对铸钢<0.03%,对铸铁0.04%~0.08%。另外也可由回用砂的灼烧减量按下式估算氮含量
灼烧减量×自硬树脂氮含量质量分数×0.5≤回用砂氮含量质量分数≤灼烧减量×自硬树脂氮含量质量分数。
4)pH值:4.0~7.0。
5)发气量:回用砂的总发气量可由灼烧减量用下式估算(每10g回用砂)
600℃时的发气量=灼烧减量×10
1000℃时的发气量=灼烧减量×20
(2)造型 为减少发气量,应降低砂铁比,减少树脂加入量,同时按一般原则控制排气。
(3)铸造方案 降低浇注温度,按规定开设浇注系统,使金属液能快速而平稳地注入铸型型腔。通常自硬树脂砂铸型的浇注系统设计原则是:一要快,二要封闭,以减少铸型的发气量。还要对铸型及型芯尤其是被金属液包围的型芯加强通气措施,保证排气畅通。也有在型芯中放入特制尼龙通气管来解决通气问题的。浇注时注意点火引气。
(4)合金液的质量控制 为了将合金液的氮含量控制在80×10-6(最大限度100×10-6)以下,必须对废金属切屑加强管理,并控制其加入量以及增碳剂的质量等。
(5)施涂屏蔽性涂料 施涂屏蔽性涂料是防止皮下气孔的最经济有效的措施。在施涂涂料时,应将涂料波美度调整到合适的状态,使涂层具有合适的厚度和好的覆盖性。
总之,预防侵入性气孔的措施是选用发气量小的树脂和加强铸型及型芯的排气。防针孔的措施,除了应按合金种类选择树脂外,还可在型砂中加氧化铁粉或者涂敷气密性涂料。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。