



1.概述
在普通攻螺纹循环中,主轴的旋转和Z轴的进给量是分别控制的,主轴和进给轴的加/减速也是独立处理的。当攻螺纹到达孔的底部时,主轴和进给轴减速停止,之后又加速反向旋转将很难达到。所以,一般情况下,攻螺纹是通过在刀套内安装柔性弹簧补偿进给轴的进给来改善攻螺纹的精度。而刚性攻螺纹循环时,主轴的旋转和进给轴的进给之间总是保持同步。也就是说,在刚性攻螺纹时,主轴的旋转不仅要实现速度控制,而且要实现位置的控制。主轴的旋转和攻螺纹轴的进给要实现直线插补,在孔底加工时的加/减速仍要满足一定条件以提高刚性攻螺纹的精度。
使用G74/G84或G84/G88作为刚性攻螺纹指令还是作为普通攻螺纹指令可通过参数5200#0指定。当G74/G84(M系列)或G84/G88(T系列)作为刚性攻螺纹指令时,对于M系列: ;为标准攻螺纹循环指令;
;为标准攻螺纹循环指令; ;为反螺纹攻螺纹循环指令。对于T系列:G84为端面刚性攻螺纹循环(沿Z轴);G88为侧面刚性攻螺纹循环(沿X轴)。
;为反螺纹攻螺纹循环指令。对于T系列:G84为端面刚性攻螺纹循环(沿Z轴);G88为侧面刚性攻螺纹循环(沿X轴)。
刚性攻螺纹中可以指定每分钟进给和每转进给指令。每分钟进给方式下,F/S为攻螺纹的螺距;每转进给方式下,F为攻螺纹的螺距。
2.系统配置
不同的系统配置决定了系统加工功能的不同。FANUC系统刚性攻螺纹功能是使用FANUC的串行主轴控制实现的。根据机床结构、反馈装置和检测精度的不同,可以分为以下几类:
1)当使用αi系列主机时,用α位置编码器作反馈,连接示意图如图1-41所示。参数说明见表1-21。
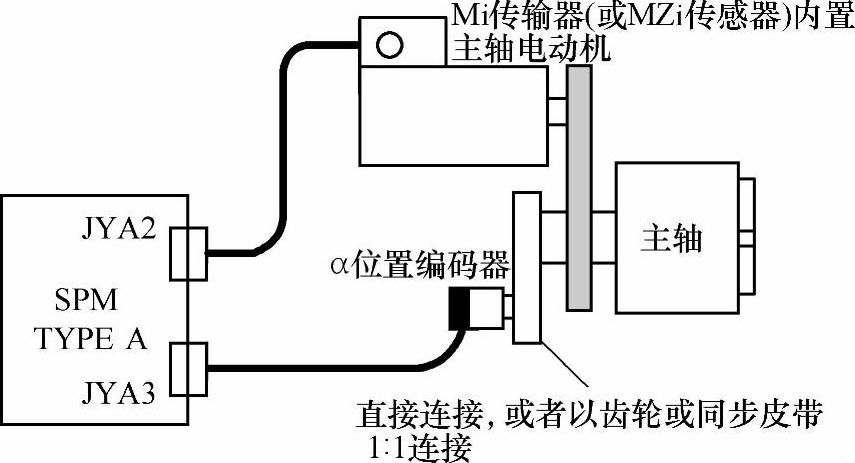
图1-41 使用αi系列主机、α位置编码器连接示意图
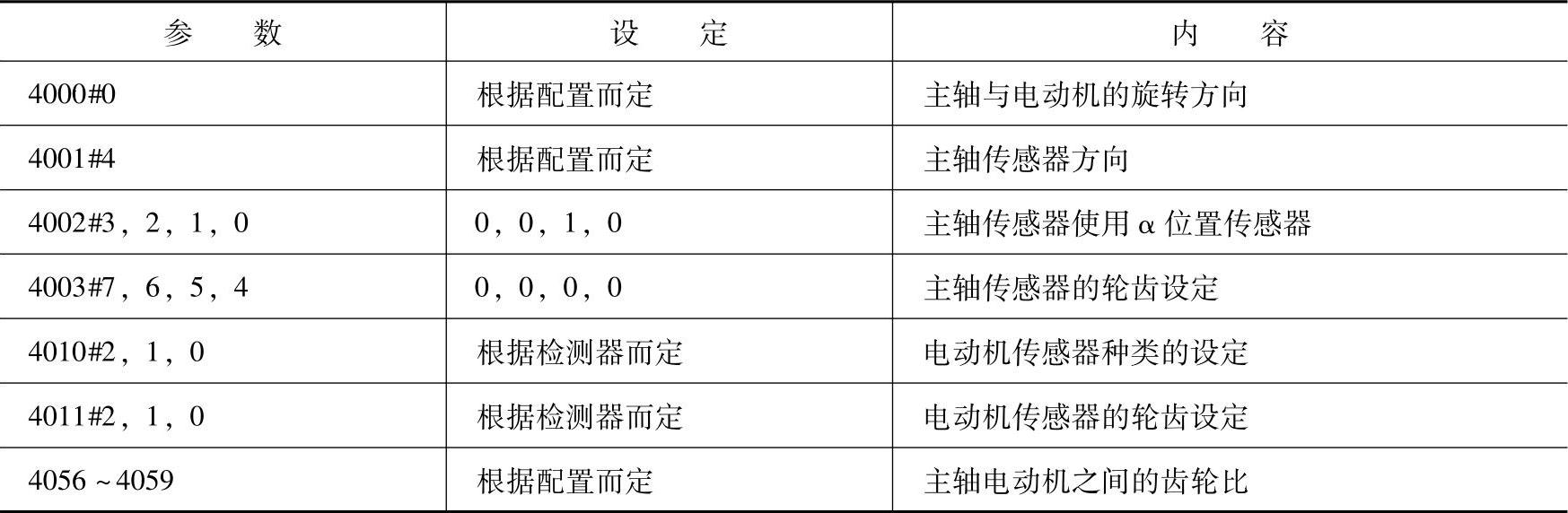
表1-21 αi系列主机、位置编码器连接参数说明
2)当使用αS位置编码器时,设定连接如图1-42所示,接口由JYA3变为JYA4。参数说明见表1-22。
3)当使用MZi、BZi或CZi传感器时,数据接口可以与JYA2相连,参数说明见表1-23。(https://www.xing528.com)
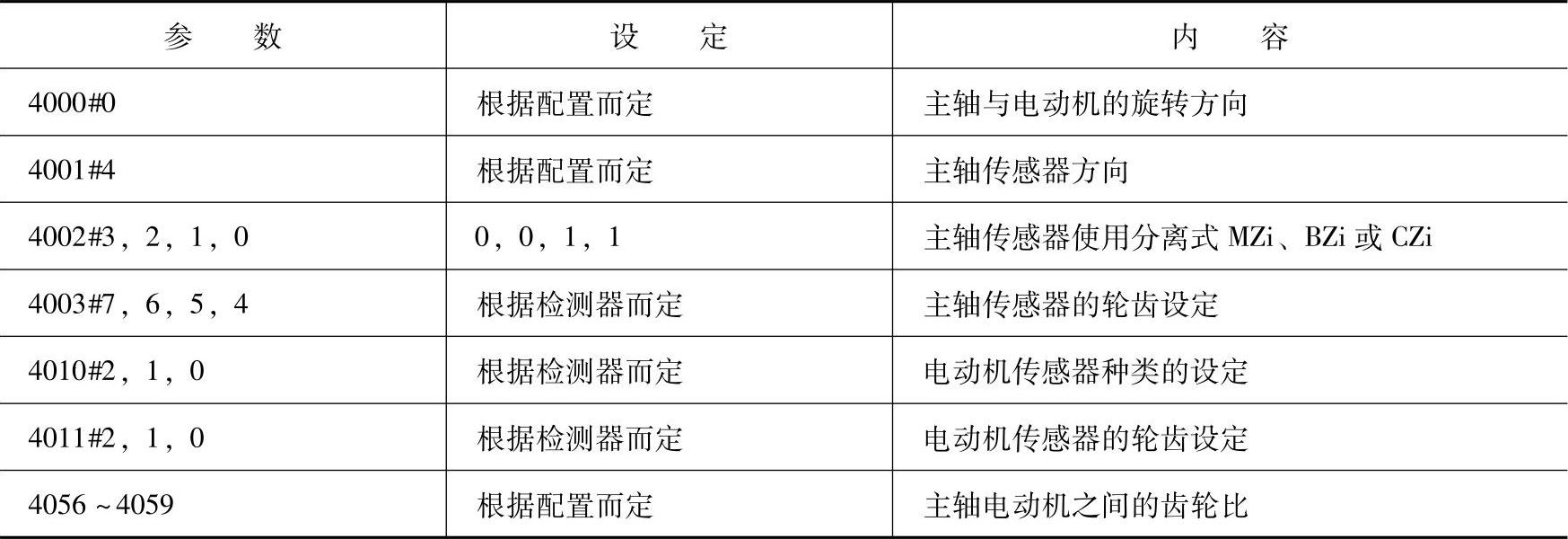
4)当使用分离式MZi、BZi或CZi传感器时,连接方式如图1-43所示,参数说明见表1-24。
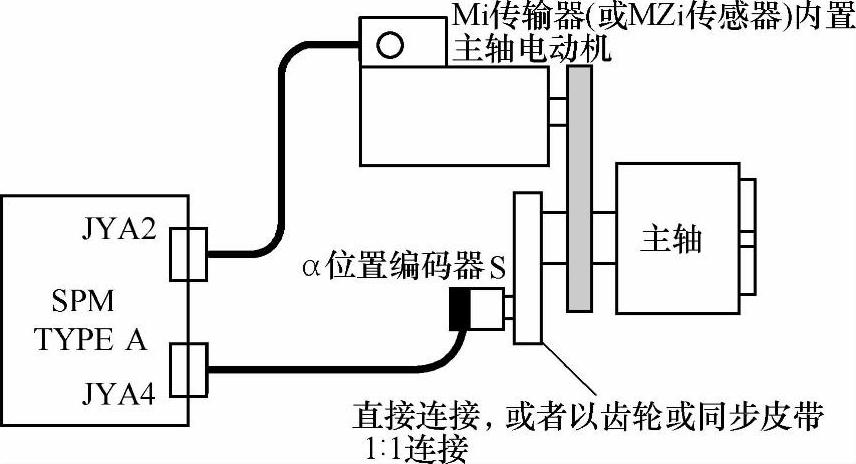
图1-42 使用αS位置编码器连接示意图
表1-22 使用αS位置编码器连接时的参数说明
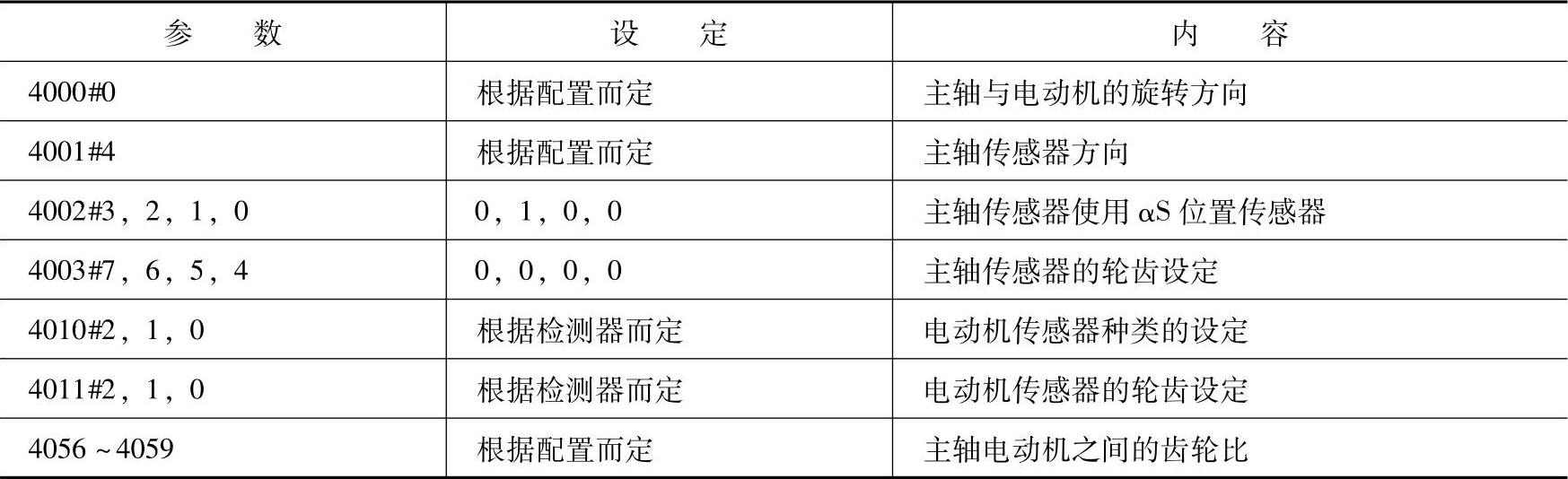
表1-23 使用MZi、BZi或CZi传感器连接时的参数说明
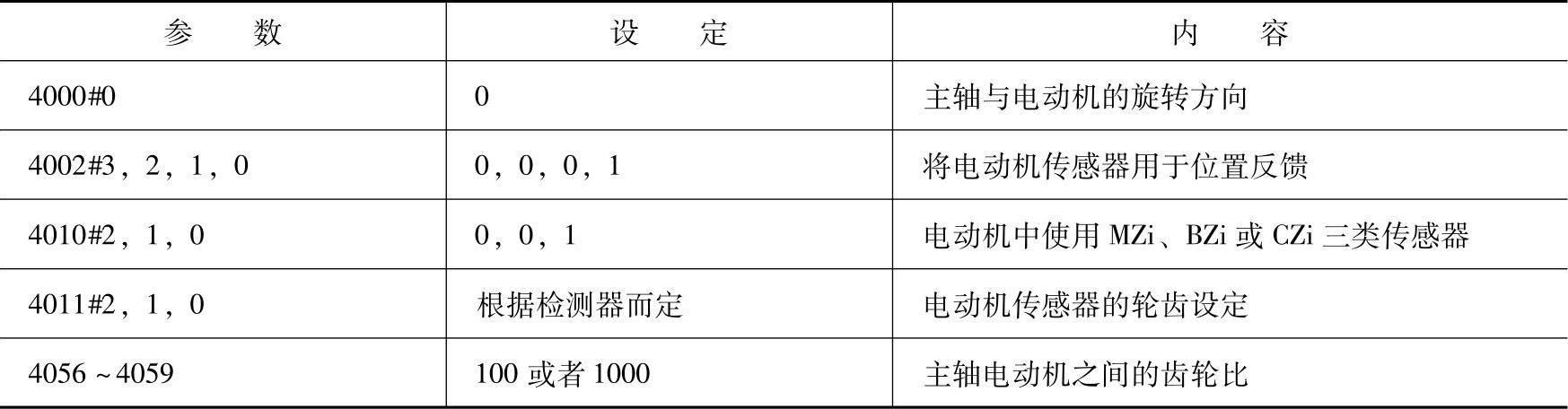
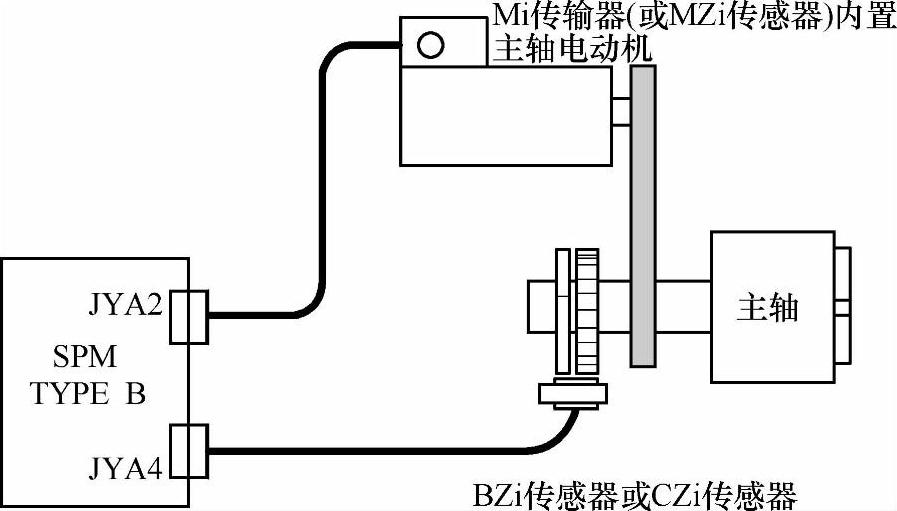
图1-43 使用分离式MZi、BZi或CZi传感器时的连接示意图
表1-24 使用分离式MZi、BZi或CZi传感器时连接参数说明
注:使用外部一次旋转信号的参数设定与上述设定相同,不再重复。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。