



机床操作面板一般都是由各个厂家设计的,面板不完全相同,即使是同一型号,不同批次的产品也不完全相同,图1-3所示为FANUC公司提供的标准机床操作面板。
1.模式选择按钮
 AUTO:自动加工模式。
AUTO:自动加工模式。
 EDIT:直接通过操作面板输入数控程序和编辑程序。
EDIT:直接通过操作面板输入数控程序和编辑程序。
 MDI:手动数据输入。
MDI:手动数据输入。
 INC:增量进给。
INC:增量进给。
 HND:手轮模式移动台面或刀具。
HND:手轮模式移动台面或刀具。
 JOG:手动模式。手动连续移动台面和刀具。
JOG:手动模式。手动连续移动台面和刀具。
 DNC:用RS232电缆线连接PC和数控机床,选择程序传输加工。
DNC:用RS232电缆线连接PC和数控机床,选择程序传输加工。
 REF:回参考点。
REF:回参考点。
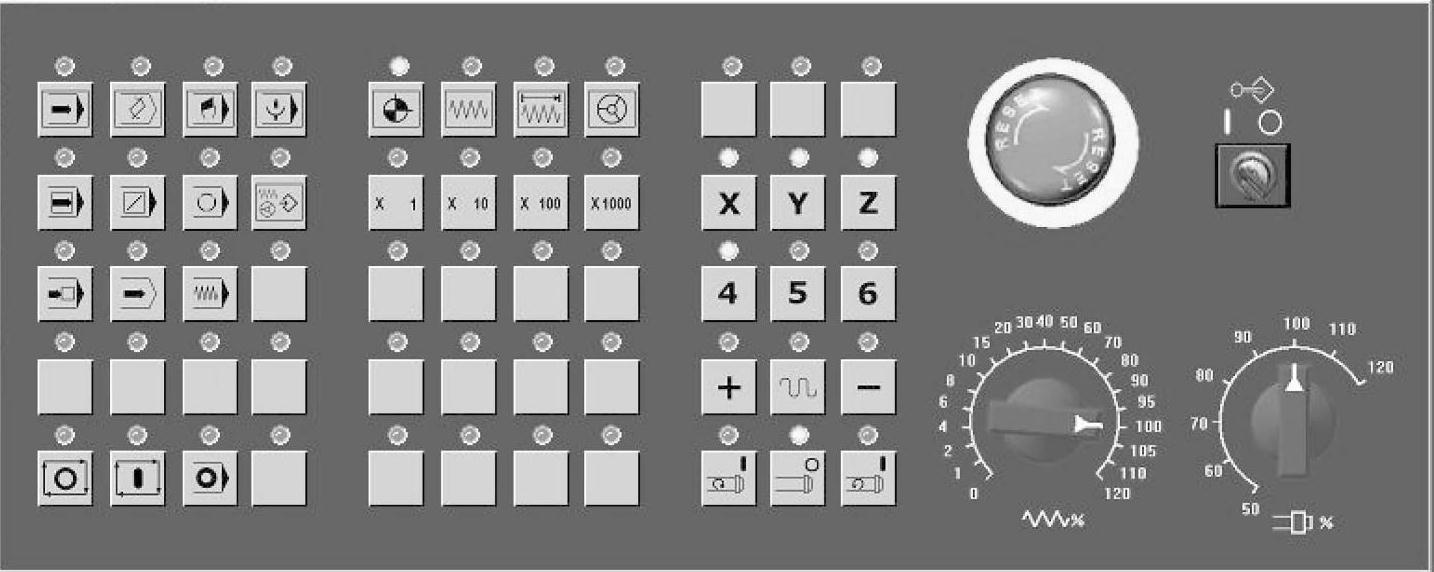
图1-3 FANUC标准机床操作面板
2.数控程序运行控制开关
 数控程序运行开始。模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余状态按下无效。
数控程序运行开始。模式选择旋钮在“AUTO”和“MDI”位置时按下有效,其余状态按下无效。
 数控程序运行停止。在程序运行中,按下此按钮停止程序运行。3.机床主轴手动控制开关
数控程序运行停止。在程序运行中,按下此按钮停止程序运行。3.机床主轴手动控制开关
 手动开机床主轴正转。
手动开机床主轴正转。
 手动开机床主轴反转。(https://www.xing528.com)
手动开机床主轴反转。(https://www.xing528.com)
 手动停止机床主轴。4.其他按钮
手动停止机床主轴。4.其他按钮
 手动移动铣床台面按钮。
手动移动铣床台面按钮。
 手动移动车床台面按钮。
手动移动车床台面按钮。
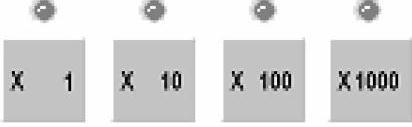 单步进给倍率选择按钮。选择移动机床轴时,每一步的距离:×1为0.001mm、×10为0.01mm、×100为0.1mm、×1000为1mm。置光标于按钮上,单击鼠标左键选择。
单步进给倍率选择按钮。选择移动机床轴时,每一步的距离:×1为0.001mm、×10为0.01mm、×100为0.1mm、×1000为1mm。置光标于按钮上,单击鼠标左键选择。
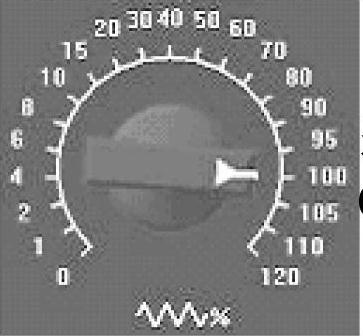 进给速度(F)调节旋钮。调节程序运行中的进给速度,调节范围从0%~120%。置光标于旋钮上,单击鼠标左键转动。
进给速度(F)调节旋钮。调节程序运行中的进给速度,调节范围从0%~120%。置光标于旋钮上,单击鼠标左键转动。
 主轴转速调节旋钮。调节主轴转速,调节范围从50%~120%。
主轴转速调节旋钮。调节主轴转速,调节范围从50%~120%。
 手摇脉冲发生器(手轮)。把光标置于手轮上,选择轴向,按鼠标左键,移动鼠标。手轮顺时针转,相应轴往正方向移动;手轮逆时针转,相应轴往负方向移动。
手摇脉冲发生器(手轮)。把光标置于手轮上,选择轴向,按鼠标左键,移动鼠标。手轮顺时针转,相应轴往正方向移动;手轮逆时针转,相应轴往负方向移动。
 机床空运行。按下此键,各轴以固定的速度运动。
机床空运行。按下此键,各轴以固定的速度运动。
 手动示教。
手动示教。
 在刀库中选刀。按下此键,刀库中选刀。
在刀库中选刀。按下此键,刀库中选刀。
 程序编辑锁定开关。置于
程序编辑锁定开关。置于 位置,可编辑或修改程序。
位置,可编辑或修改程序。
 程序重启动。由于刀具破损等原因自动停止后,程序可以从指定的程序段重新启动。
程序重启动。由于刀具破损等原因自动停止后,程序可以从指定的程序段重新启动。
 机床锁定开关。按下此键,机床各轴被锁住,只程序运行,机床不动作。
机床锁定开关。按下此键,机床各轴被锁住,只程序运行,机床不动作。
 M00程序停止。程序运行中,M00停止。
M00程序停止。程序运行中,M00停止。
 紧急停止旋钮。
紧急停止旋钮。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。