



答:2X型旋片式真空泵使用与维护要求如下:
1)应用2X型真空泵应与其使用条件相符合,真空泵应在干燥、通风、光线充足、清洁无尘的场所工作,环境温度在5~40℃。
2)若泵所排出气体如对人体健康或工作环境有影响时,可在排气管上加装引出管道,将排出气体引离工作场所。
3)安装前应将泵擦洗干净。如存放长久,有灰尘落入泵内,内部零件可能生锈,必须拆开用汽油和酒精清洗后才能安装。
4)如果被抽气体温度高于40℃时,应把气体冷至常温;如果气体含有灰尘时,则应加过滤器;如果吸入气体有腐蚀性及与油能起化学变化时,应加气体吸收与中和装置;如果含水蒸气过多,则应加去湿装置,以防把泵油弄脏。
5)新泵或检修后的泵,应先做运转试验和抽极限真空试验;合格后再连接到系统上去。
6)泵开动前,应检查油箱油量是否足够,润滑系统是否可靠,冷却水是否畅通,并将传动带卸下,检查电动机旋转方向是否正确;检查合格后,用手转动带轮几转(大泵可用间断起动电动机的方法),查证泵有无故障;然后间断起动电动机,使泵起始缓慢回转;待泵腔内存油排至油箱达到油窗油位线后,才可进行连续运转。
7)泵起动时,油温不得低于15℃。否则应将油加热到15℃后,再进行起动运转。
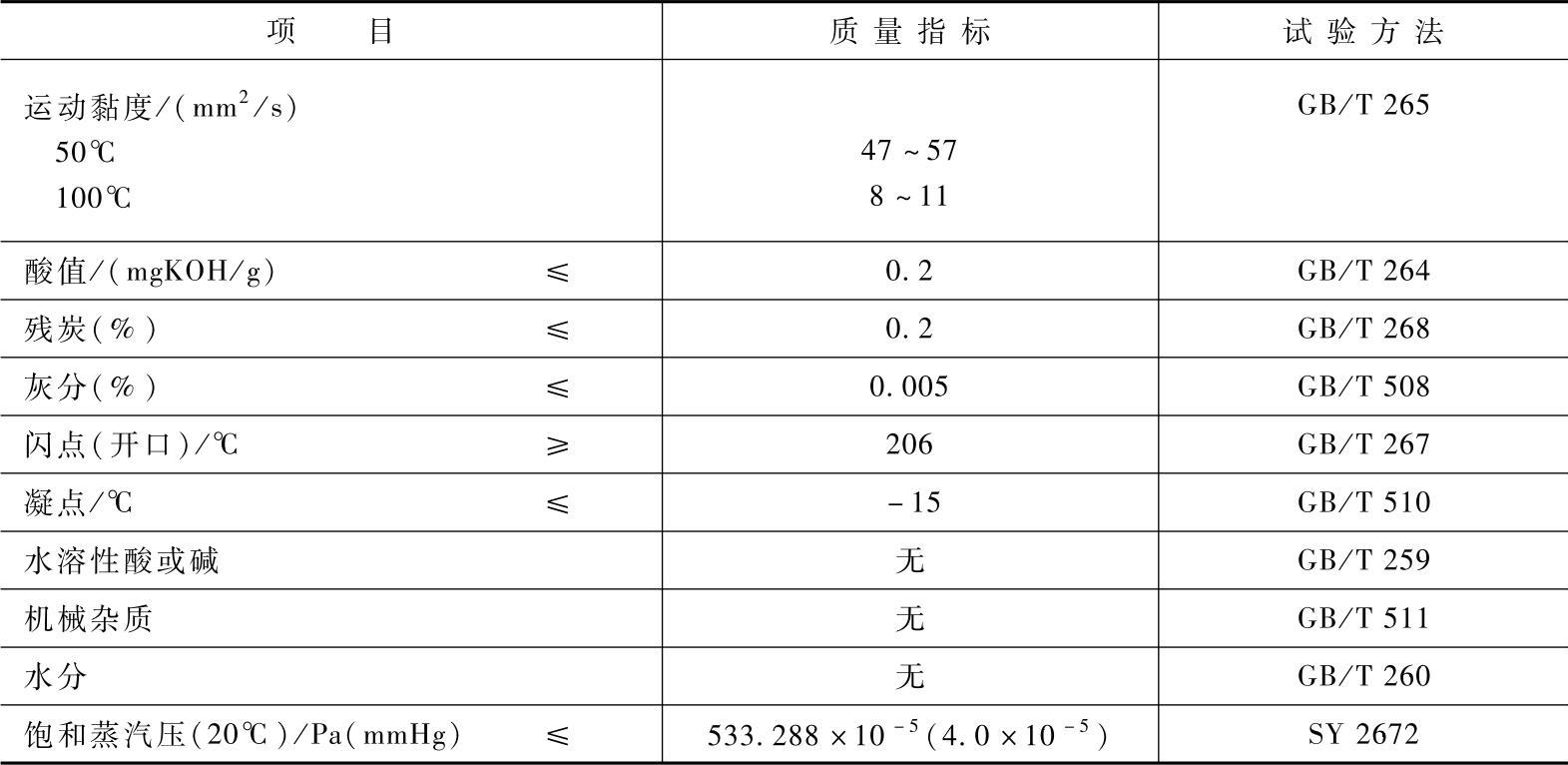
8)真空泵油在真空泵中起着润滑和密封作用;并巨它还有消除排气口的有关空间,顶开排气阀,带走热量,降低泵温的作用。因此应采用合格的真空泵油。真空泵油的质量标准见表4-24。
表4-24 1号真空泵油质量标准
9)运转中油温不应超过75℃,也不能有异常噪声和剧烈振动。
10)停车时,先关闭通往真空系统的阀门;然后关闭电动机并打开放气阀,把空气放入泵内,以免泵油反流入管道和真空室内。
11)泵体及周围环境应保持清洁干燥,经常注意油量及油的清洁。新泵工作100~150h后换油一次,以后每2~3月换油一次。如使用条件不好,油污染变质时,或真空度下降时,应及时更换。对不同规格的油不可混合使用。
旋片式真空泵的典型结构:
图4-10为小型风冷旋片泵结构;图4-11为2X型侧偏式真空泵结构;图4-12为2X-30、2X-70水冷旋片泵结构;图4-13为正切压入式的泵体及中壁;图4-14为旋片泵高真空转子;图4-15为旋片泵低真空转子。
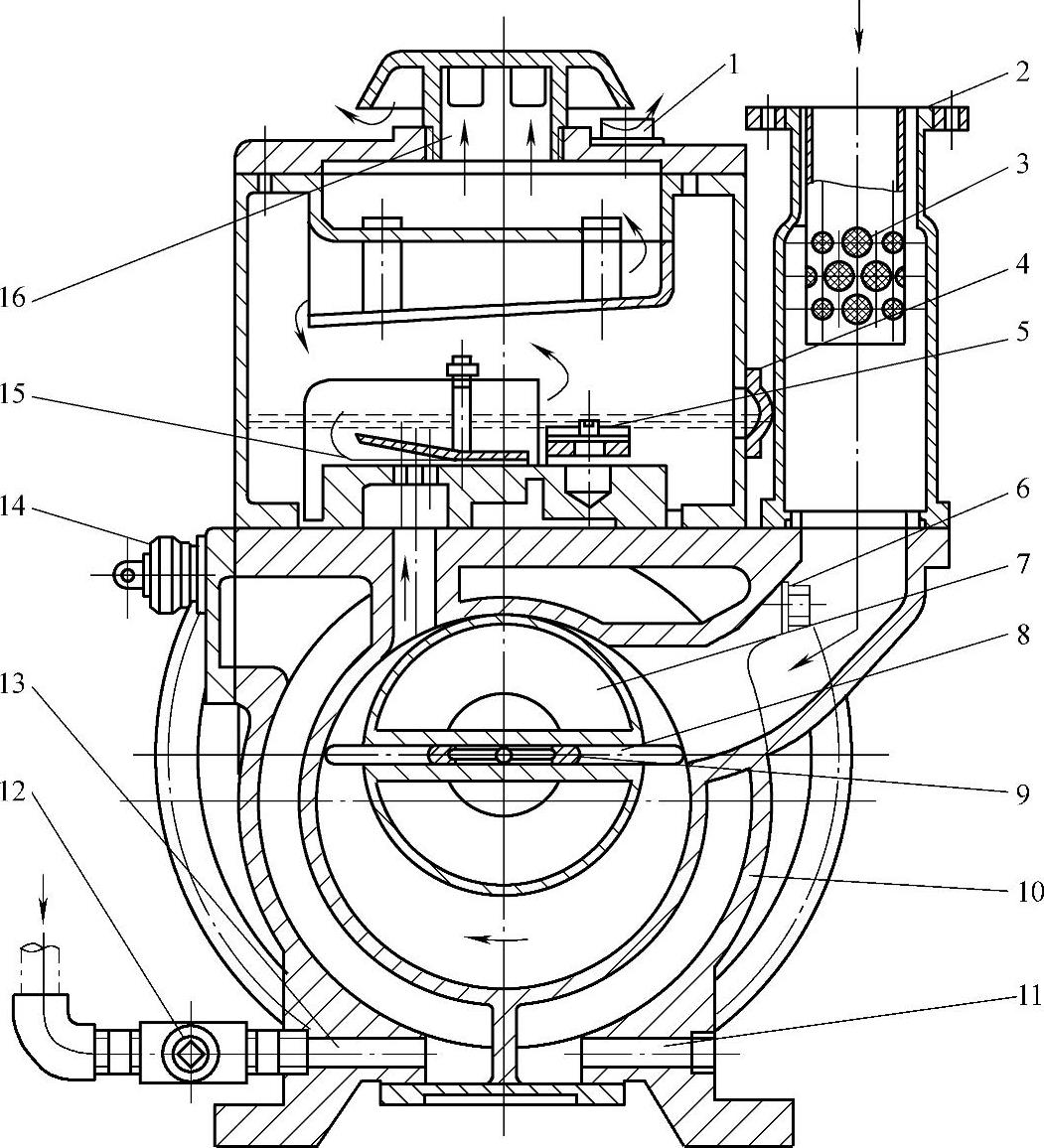
图4-12 2X-30、2X-70水冷旋片泵结构示意图
1—加油螺塞 2—进气口 3—滤网 4—油标 5—油调节针阀 6—放油螺塞 7—转子 8—旋片 9—弹簧 10—定子 11—出水口 12—放水螺塞 13—进水口 14—气镇阀 15—排气阀 16—排气口
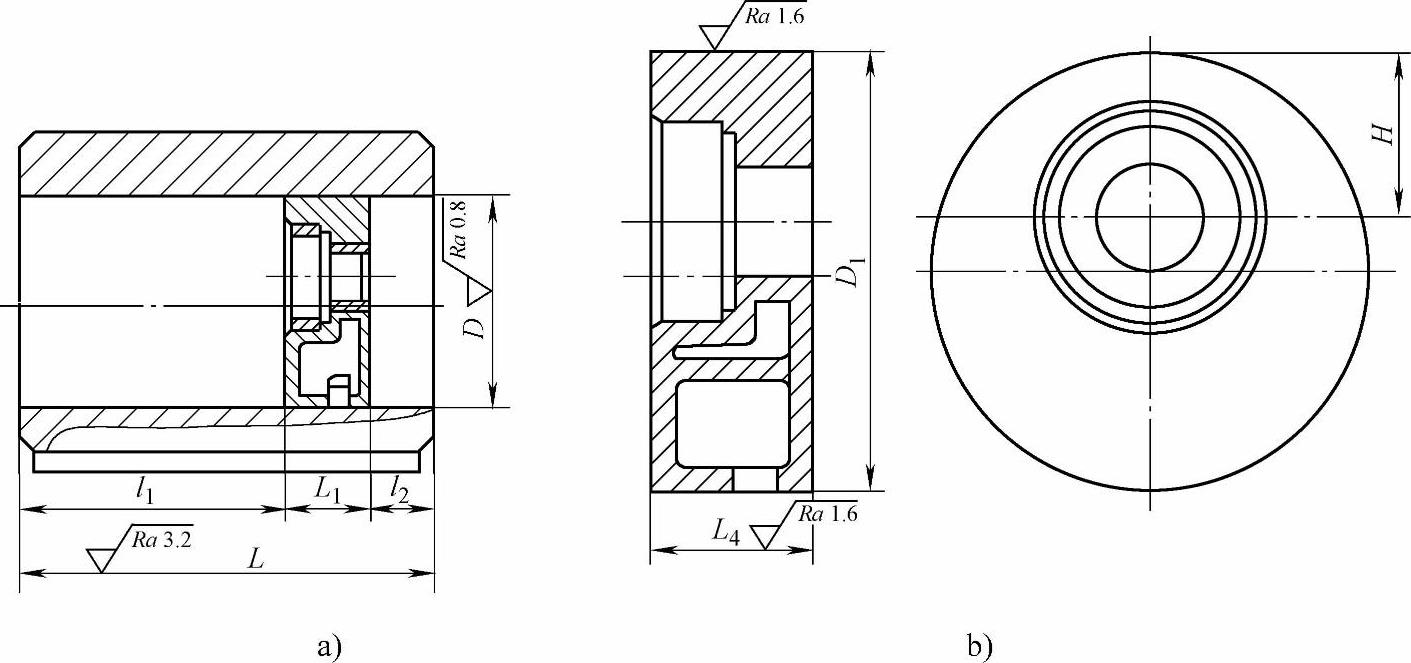
图4-13 正切压入式的泵体及中壁
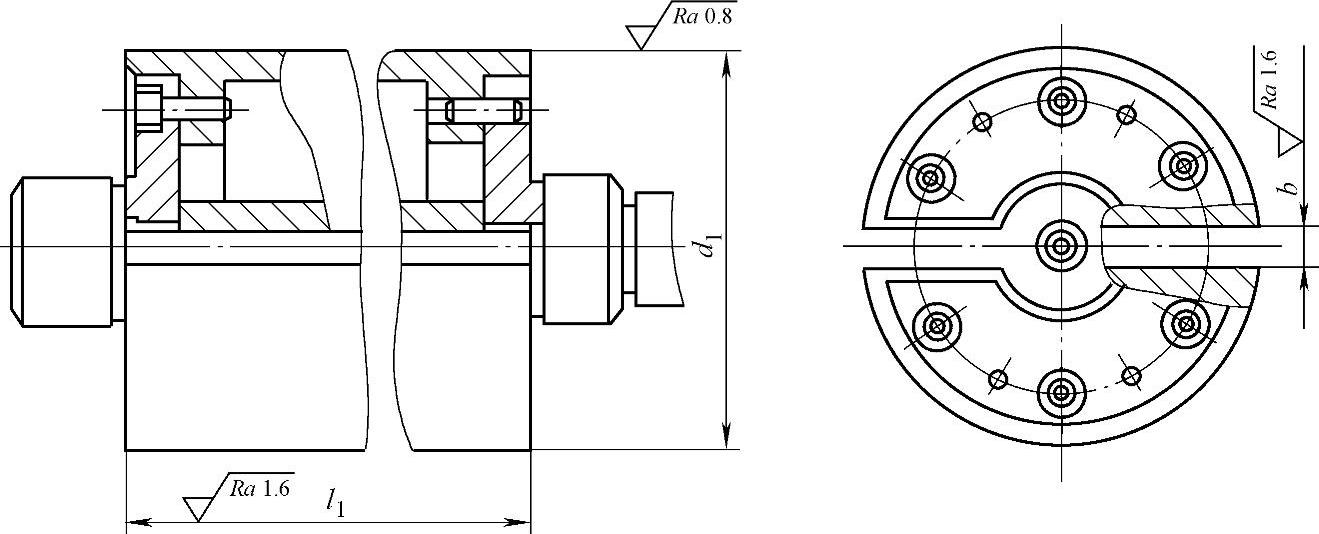
图4-14 旋片泵高真空转子
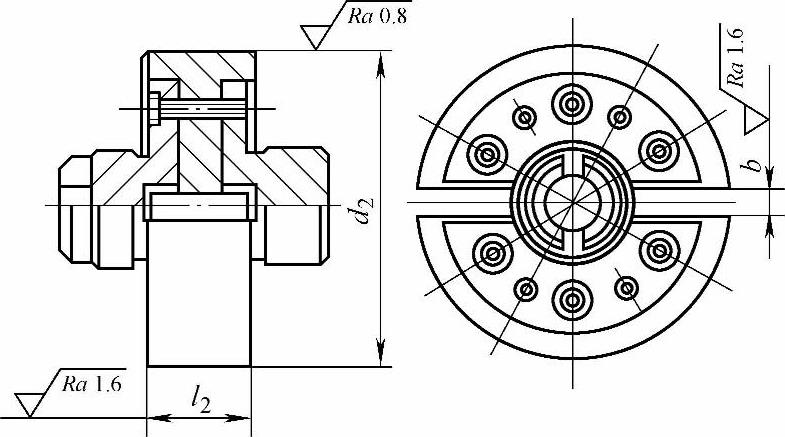
图4-15 低真空转子
2X型旋片泵主要零件的几何精度及主要部位间隙尺寸列于表4-25~表4-28。
表4-25 上海真空泵厂泵主要零件的几何精度(单位:mm)
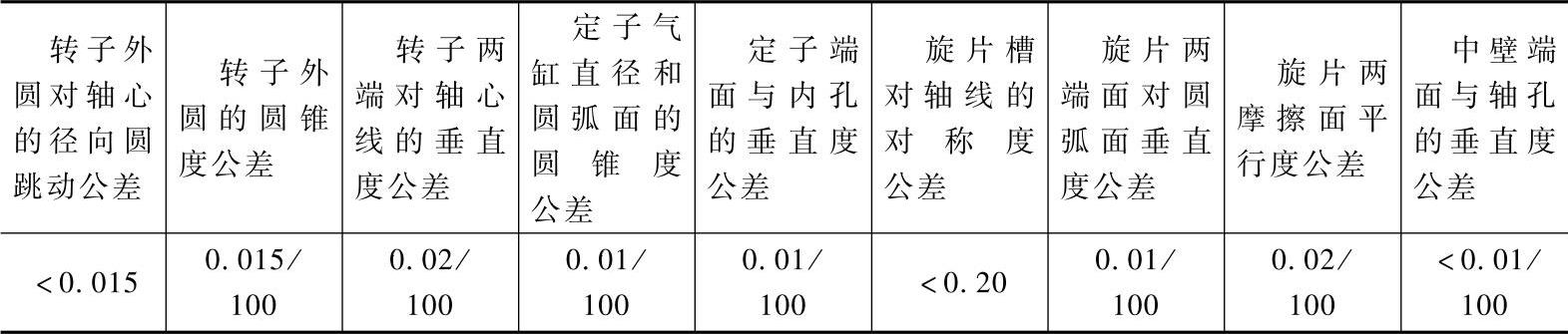
表4-26 北京仪器厂泵的主要部位间隙尺寸(一)(单位:mm)
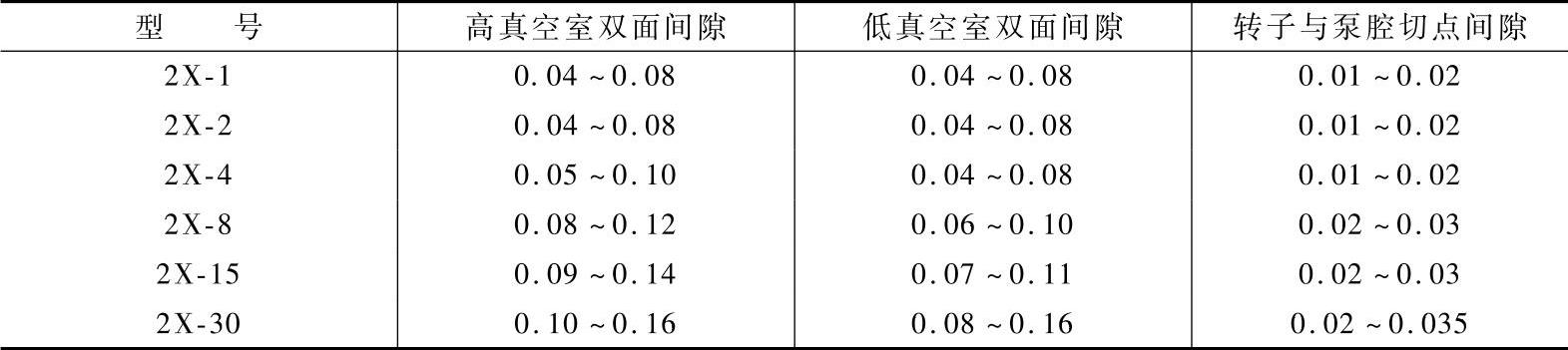
注:长、短转子,中壁,高、低级缸的两端面的平行度允差0.01mm,端面与孔的垂直度允差0.01mm。
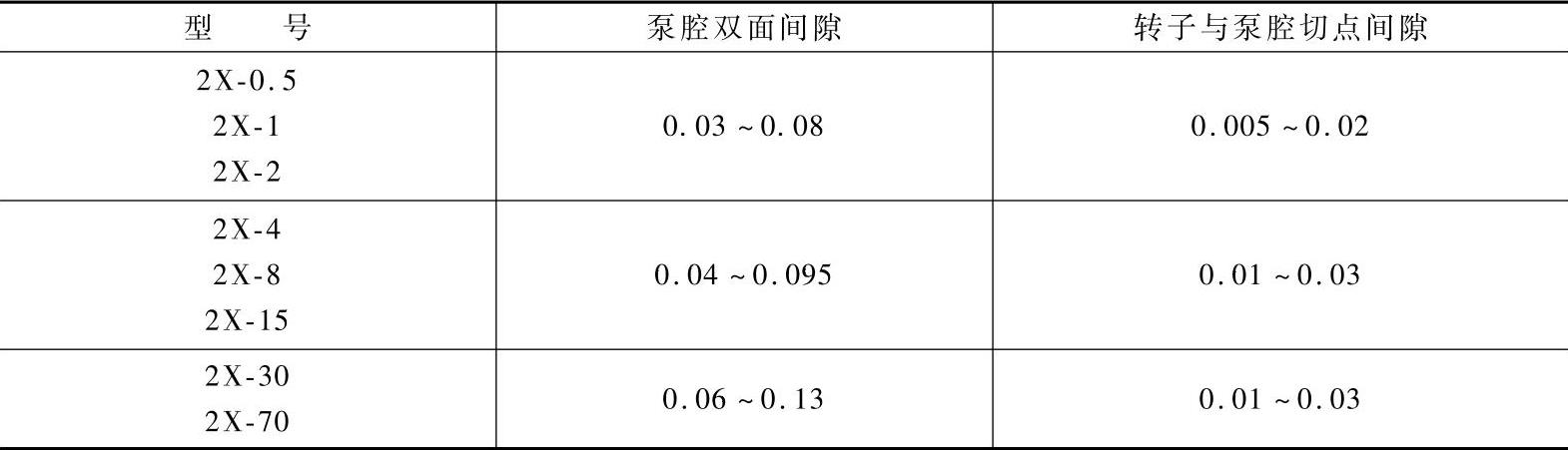
表4-27 南光机器厂泵的主要部位间隙尺寸(二)(单位:mm)

表4-28 泵的主要部位间隙尺寸(三)(单位:mm)
拆卸:拆卸时,先切除电动机电源后,卸下传动带,把泵从底盘上卸下;拧开放油塞,用手转动带轮,将油从泵内排出,即下带轮;取下低真空端盖、低真空转子及旋片(图4-16);再卸下高真空侧端盖、高真空转子及旋片;依次卸下油箱及排气阀、进气管等零件。所有零件用汽油清洗干净,用风吹干。在拆卸过程中,不要碰伤零件表面。橡胶零件不宜用汽油浸洗。(https://www.xing528.com)
主要零件的修理如下:
1)泵缸的修理。泵缸用铸件制造,一般材质为HT-250,内工作表面粗糙度Ra0.8mm。泵缸工作表面有锈蚀和划痕等缺陷时,可用细砂纸或细油石擦拭磨光;缺陷稍严重时,则可用珩磨机将内孔恢复。两种办法都应保证内工作表面的几何精度。因配合尺寸的增大,可在相关件的表面镀硬铬来弥补。
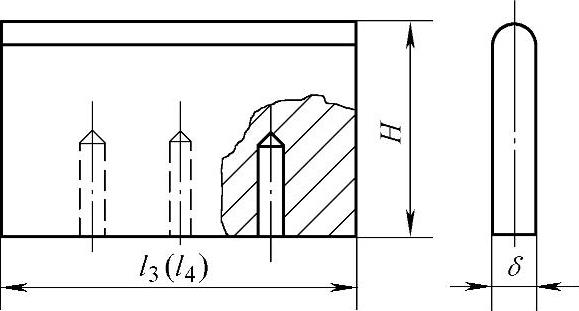
图4-16 旋片
2)转子的修理。小型泵的转子一般用45钢制造;大、中型泵用优质铸铁制造。外圆表面粗糙度为Ra为0.8mm,两端面及叶片槽两侧Ra为1.6mm。
泵转子与泵腔切点间隙的检查示于图4-17。检查时将泵体垂直放置在平板上,打开泵端盖,将塞尺塞进切口进行检查。其间隙允许值参考表4-25~表4-28。检查过程中,转子与泵体不得有相对移动。
端面间隙的检查如图4-18所示。将转子与中壁紧贴(单级泵与端盖紧贴),用刀口尺横放在泵体端面上,将塞尺塞进刀口尺与转子端面进行检查,或用千分表测量泵体和对转子端面进行检查,其值大小见表4-25~表4-28。
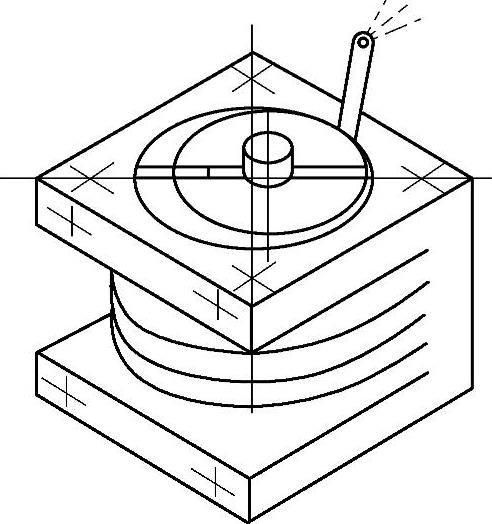
图4-17 检查泵转子切点间隙
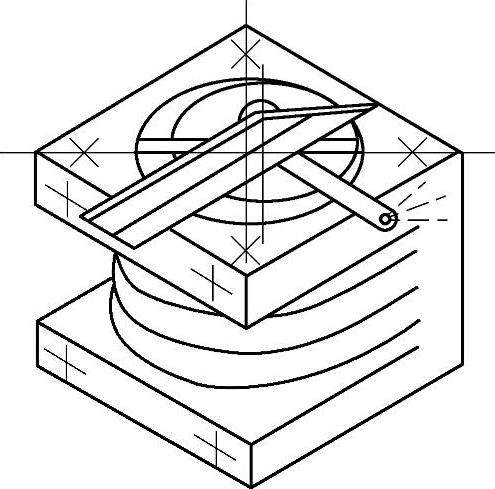
图4-18 检查端面间隙
如果切点间隙超过规定值时,可在转子外圆表面镀硬铬后,再进行磨削加工。差值小时刷镀铬更方便。
端面间隙超过规定值时,可通过磨削泵体端面一定尺寸的方法来达到。
3)泵轴的修理。泵轴用45钢制造,在安装密封轴颈处经过高频淬火、硬度为45~50HRC。在使用过程中,泵轴可能产生轴颈磨损、键槽滚键、弯曲等损伤。
检修时,发现密封轴颈,有轻微研伤和磨损时,可用细砂布或细油石仔细磨光;磨损达0.15mm以上时,可镀硬铬,然后磨削加工至规定尺寸。弯曲的校直可参见离心泵轴的修理。损坏严重时,则无法修复,可更换轴和转子。
4)端盖的修理。端盖用优质铸铁制造。使用后,由于轴的窜动,转子端面的不垂直等原因,可能把端盖划伤或磨损。致使端盖平面的平面度超差。
在修理中,端盖平面度的检查如图4-19所示。将刀口尺放在端盖平面上,用塞尺塞入刀口尺与端盖间,用最大直线度来代替平面度。端盖平面轻微研伤,可用油石、砂布打光;端盖平面磨损达0.02mm以上时,可在平磨上用磨削方法修理恢复。
5)轴密封的修理。小型泵有用油浸石棉密封(石棉盘根),或采用胶圈密封。大、中型泵一般采用胶圈密封或机械密封。轴封使用长久,会导致磨损和损坏。轴封坏了不但漏油,而巨影响泵的真空度。
①石棉绳密封。这种结构简单(图4-20),用于一般较低转速的小泵,但对轴颈磨损较大。为了减轻磨损,除滴入机械真空泵油外,还可以少量加入石墨粉或二硫化钼粉。调整间隙时,将压盖2的螺钉拧紧一些,即可将石棉绳压紧。在泵的修理时应更换石棉绳。
②胶圈密封。这是采用较多的密封,其结构种类很多,主要有图4-21所示的几种。其中,图4-21a为骨架密封胶圈,两个骨架胶圈相对装配,中间注满真空泵油。装配前应仔细检查,胶圈的唇边要光滑完好,注意不要装偏。图4-21b为JO型密封胶圈,此种密封不带骨架;图4-21c为J型密封胶圈;图4-21d为O形密封圈。密封胶圈在装配时,还需注意清洁,不能有砂粒等机械杂物带入;应松紧适度,充分润滑。
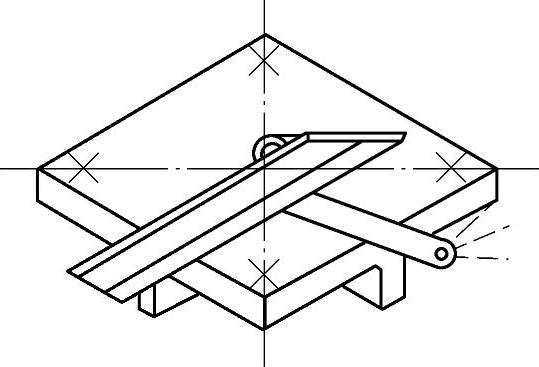
图4-19 检查表面平面度
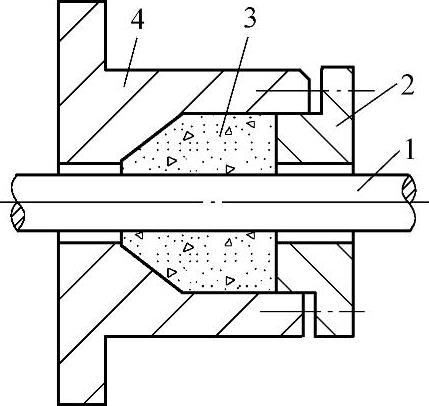
图4-20 石棉绳密封
1—轴 2—压盖 3—石棉绳 4—密封盒
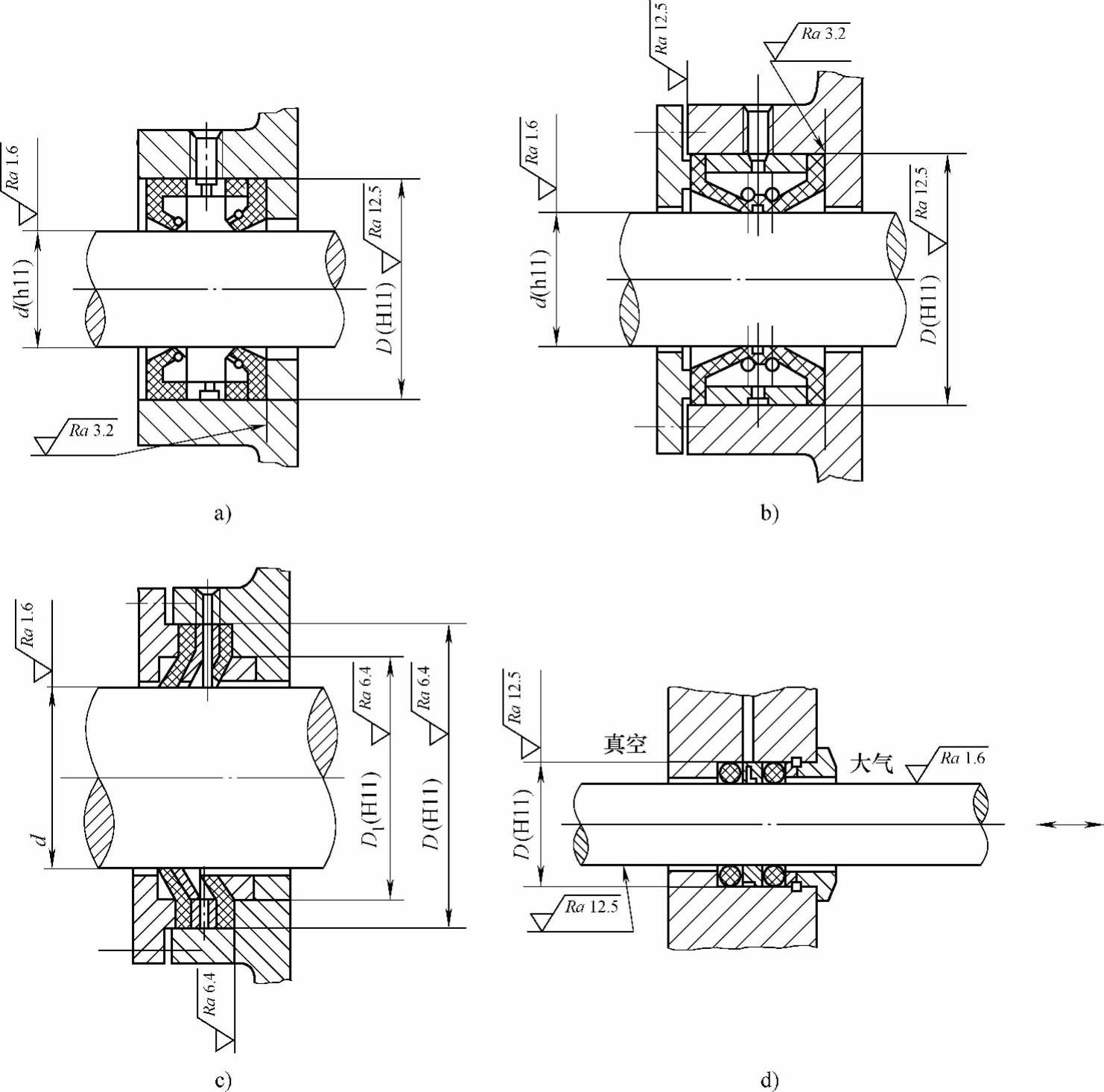
图4-21 胶圈轴封图
a)骨架密封胶圈 b)JO型密封胶圈 c)J型密封胶圈 d)O形密封圈
③机械密封(或称金属密封,有的称端面密封)。它是利用金属表面摩擦来达到密封的。动环一般用硬钢淬火精磨,定环用耐磨材料(石墨树脂或石墨加金属粉压制)制成。
6)平面密封的修理。泵的油箱与泵体结合面,泵端盖与泵体结合面的平面密封,老式的泵一般采用橡胶板密封,新结构大多采用刷密封漆或密封胶密封。
在装配前,把零件密封面清洗干净,刮去旧涂料,用刮刀或油石把表面修理平整,用汽油或酒精、丙酮清洗干净;吹干后,均匀刷涂上密封胶;均匀拧紧螺钉,待24h干燥后即可使用。
7)旋片的修理。旋片一般用45钢制造,也有用碳素工具钢或铬钢制造,经淬火及研磨。在使用中,会发生旋片顶面磨损,侧面研伤或变形。损伤轻微时用细油石打光,在研磨平板上研平即可;严重时应更换旋片。
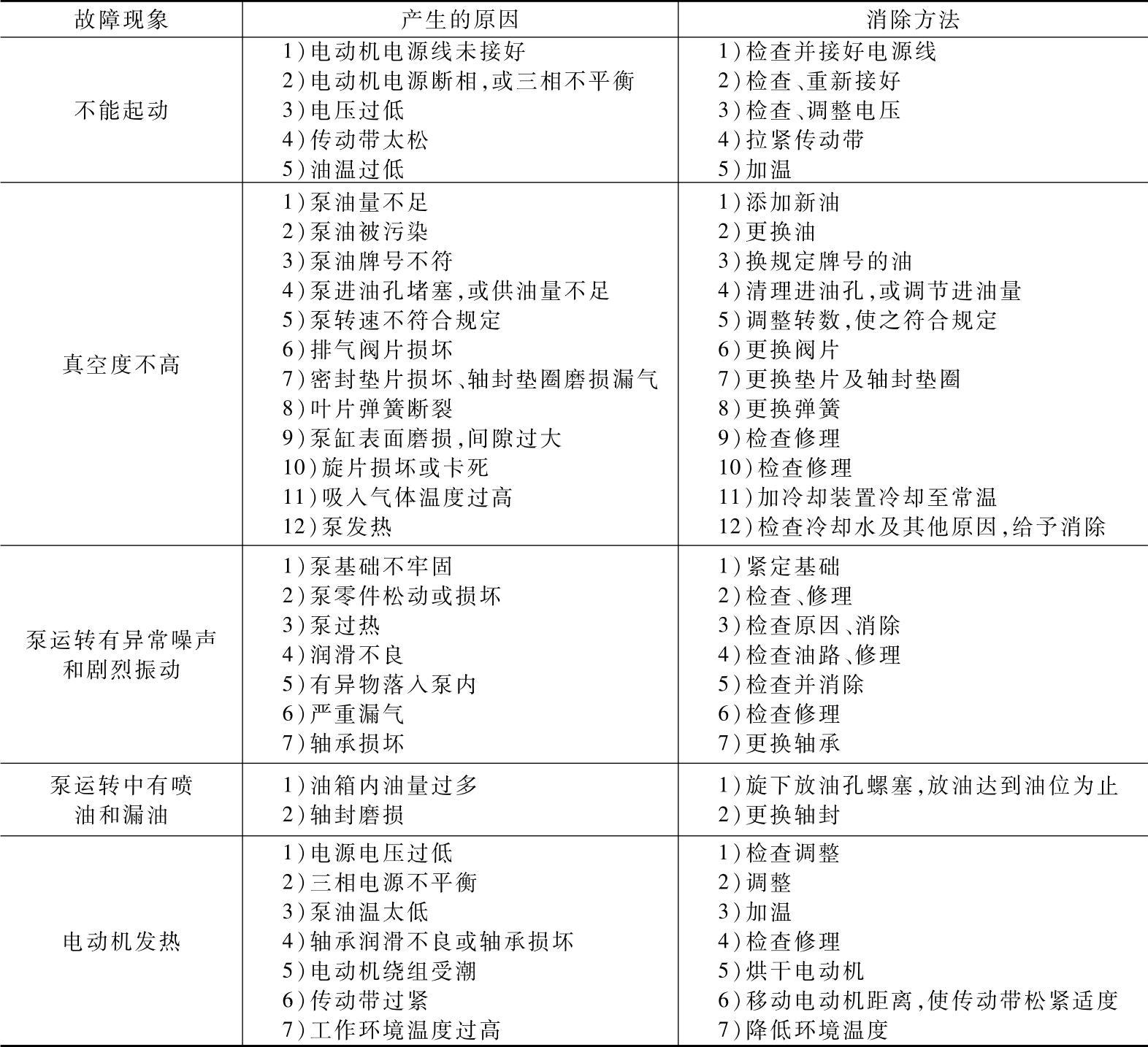
2X型旋片式真空泵常见故障与排除方法见表4-29。
表4-29 2X型旋片式真空泵常见故障与排除方法
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。