



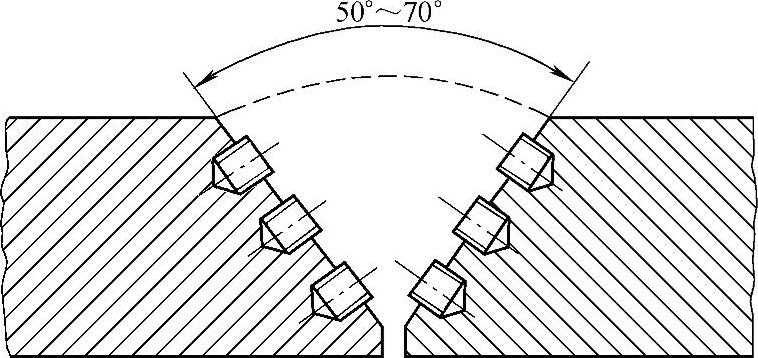
图3-38 焊口及螺栓分布位置
答:离心泵的装配方法在产品使用说明书中都有说明。现只介绍装配过程中应注意的事项及检查方法。
(1)装配前的准备工作
1)仔细阅读泵的产品说明书及图样,了解泵的装配顺序及方法。
2)准备好起重设备及装配时所用的工具和量具。
3)清理装配地点。
4)复核各零件相关的装配尺寸的正确性。
(2)转子部分的装配与检查 现以多级泵转子的装配与检查为例。多级泵转子是由许多零部件套装在轴上而组成,然后用锁紧螺母把它们固定在轴的各相对位置上。如果修复的各零部件不能满足要求,而造成较大的径向跳动,泵在运转过程中就容易产生研磨,破坏泵的正常工作。
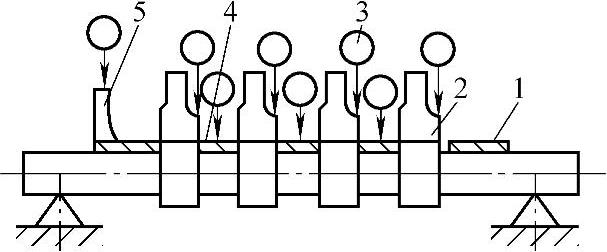
在总装配前,转子要进行小装,即是把叶轮、轴套和平衡盘等都装在轴上(图3-39),然后放到两个V形铁或卧式车床的顶尖间用千分表检查(图3-40)。
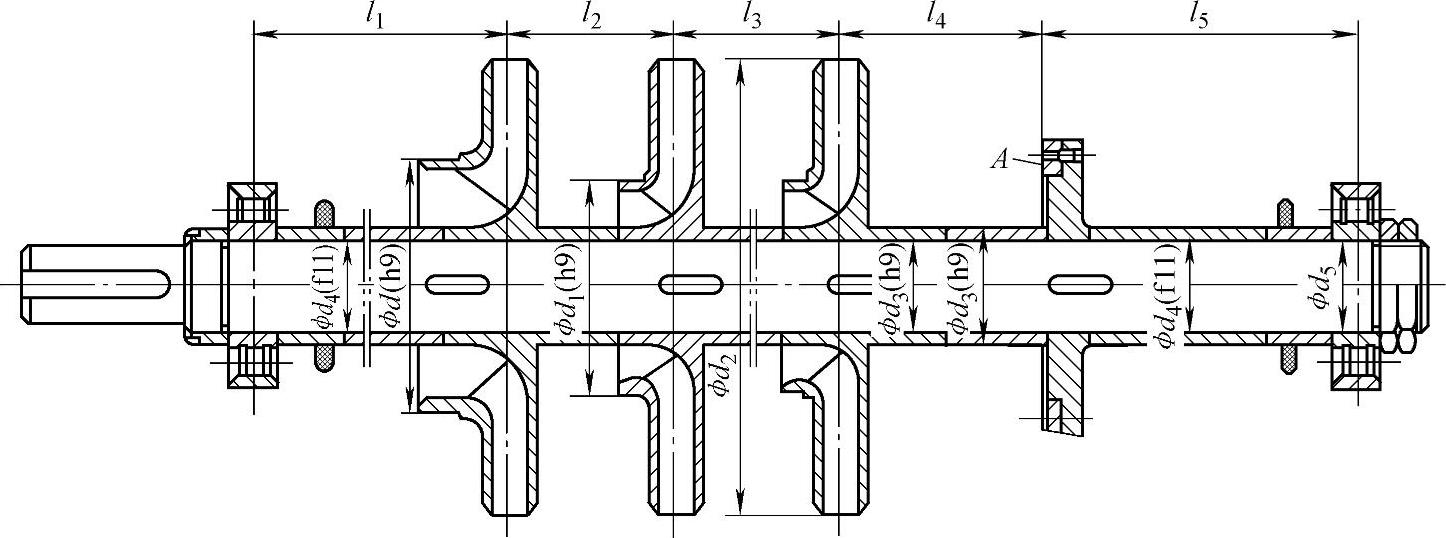
图3-39 多级泵转子装配图
第一步是检查每个轴套、挡套和平衡盘。转子每转一周,千分表就有一个最大值和最小值。经过几次检验后,把这两个值记下来,两者之差即偏心度。轴套、挡套和平衡盘轮毂外圆对两支点的径向圆跳动允差见表3-32。
 (https://www.xing528.com)
(https://www.xing528.com)
图3-40 转子的检查
1—轴套 2—叶轮 3—千分表 4—挡套 5—平衡盘
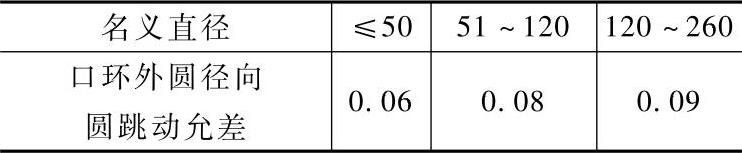
第二步是检查叶轮密封环,方法同上。叶轮密封环外圆对两支点的径向圆跳动允差见表3-33。平衡盘端面对轴两端支点的端面跳动允差见表3-34。
表3-32 轴套、挡套和平衡盘轮毂外圆的径向圆跳动允差(单位:mm)
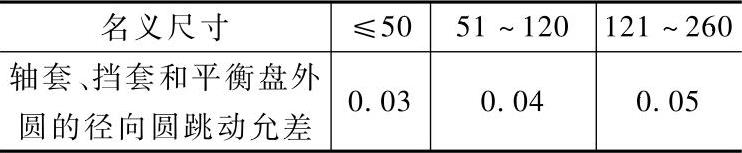
表3-33 叶轮口环外圆径向圆跳动允差(单位:mm)
(3)多段式泵的装配多段式泵组装后,必须检查平衡板处的端面跳动允差,见表3-35。这个量集中地反映了泵体各零部件的制造、修复精度,以及装配时前后段拉紧螺栓的拧紧均匀程度如何。
表3-34 平衡盘端面跳动允差(单位:mm)

表3-35 平衡板的端面跳动允差(单位:mm)

组装起来的泵其导翼入口与叶轮出口二者的对中性也是十分重要的,它会影响到泵的性能好坏。叶轮中心与导翼中心的对中检查方法,是在总装后检查转子窜量。若轴向窜量大时,允许在平衡盘与平衡套之间加一个表面光洁、厚度均匀的调整垫来达到所需的要求。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。