



答:Sh型离心泵是常用的泵,其结构有一定代表性,可供其他泵大修时参考。
不论什么形式的泵,在大修之前,必须清楚设备状况,应该知道哪些机件可能损坏需在大修中更换,并事先把备件准备好。
在停泵之前,再对设备进行一次详细的检查。之后办理维修工作手续。泵检修前,要检查安全措施是否做齐全,泵内压力是否放净等。
离心泵的大修按顺序分为拆卸,检查、组装三大步骤。由于泵的结构不同,具体程序内容就不一样。现以48Sh-22离心泵为例,其结构如图3-21所示,大修的步骤如下:
1.总体拆卸
(1)分离泵壳
1)拆卸联轴器销钉,使泵与电动机脱离。
2)拆卸水平结合面螺栓及销钉,使泵盖2与下部泵体1分离。并把填料压盖12卸掉(图3-21)。
3)分解与系统有连接的管路,例如空气管7、密封水管。分解后管头用布包上,防止落入杂物。
(2)吊泵盖 上述工作完毕并经过检查之后,可吊泵盖2。起吊时要平稳,注意不要与其他部件卡住。
(3)吊转子
1)把两端的轴承拆开,拿走轴承盖14和上轴瓦16。
2)把油环23拨至下轴瓦15的两边,目的是在起吊时不至于把下轴瓦带出。
3)钢丝绳穿在转子两端(填料压盖处)起吊,要水平安全。
2.检查清扫
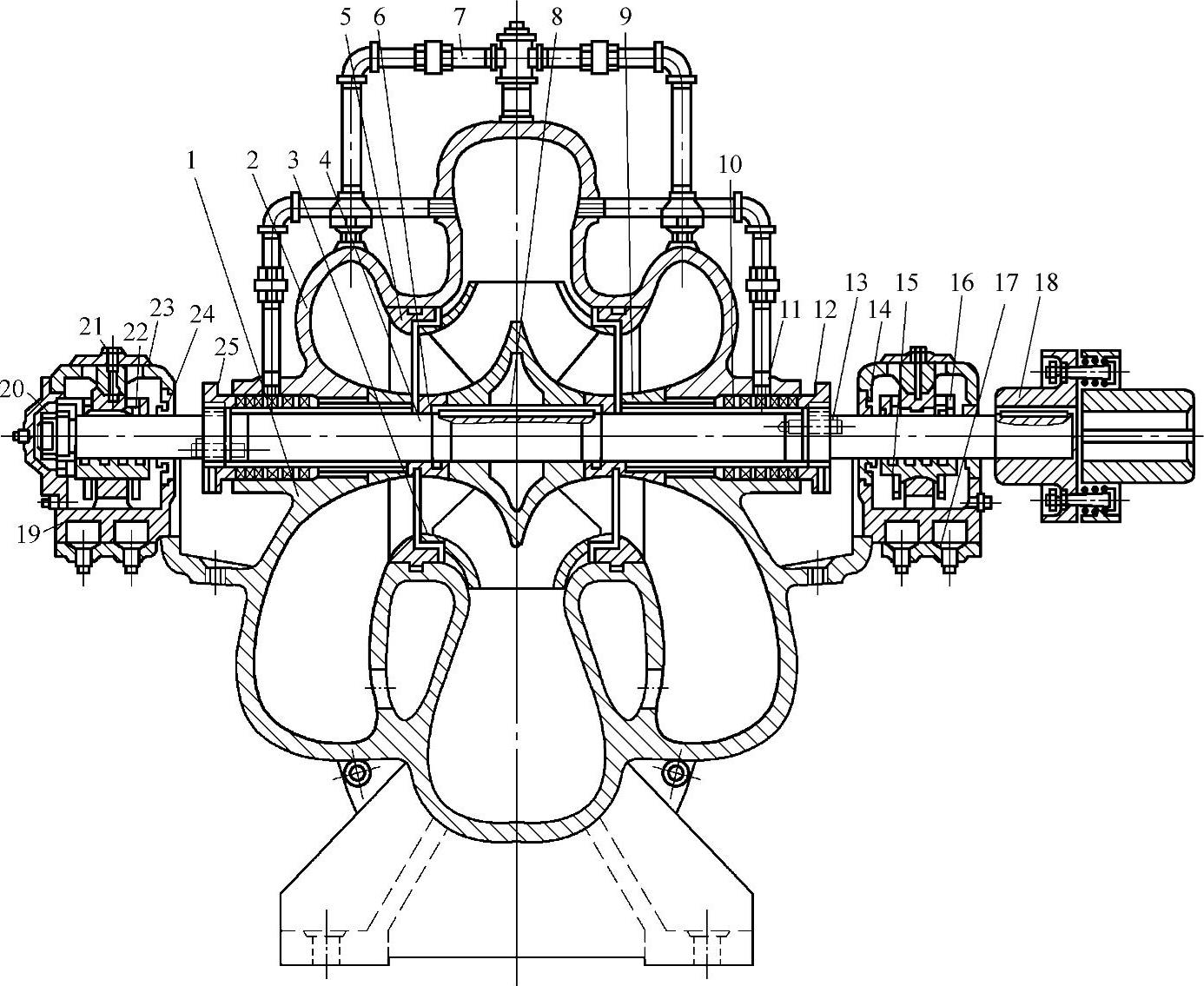
图3-21 48Sh-22离心泵
1—泵体 2—泵盖 3—叶轮 4—泵轴 —双吸密封环 6—轴套 7—空气管 8—键 9—填料套 10—填料 11—填料环 12—填料压盖 13—压盖螺栓 14—轴承盖 15—下轴瓦 16—上轴瓦 17—冷却室盖 18—联轴器 19—轴承体 20—轴头螺母 21—螺钉 22—油环 23—加油盖 24—挡油圈 25—轴套螺母
(1)泵体部分
1)轴承检查。看是否有磨损、烧伤;乌金是否脱胎(旧轴瓦只要用手按一下乌金,油就会从脱胎的缝内挤出来)。如不能继续使用要换新的。新轴瓦也要检查脱胎情况,须放在煤油里浸泡后检查,脱胎面积不要超过20%。
2)轴承体内要清扫干净,并检查油窗是否透明。
3)检查泵的冷却水、密封水通道是否堵塞、有无漏泄,应保持畅通完好。
4)将泵盖和泵体的结合面清扫干净。结合面的石棉垫要完整,如已损坏,则按原厚度更换。
(2)转子部分
1)检查叶轮磨损、汽蚀情况,并查看是否有裂纹。如能继续使用,可不必从轴上卸下来,因一般情况下它是很难拆卸的。如需要非卸下不可,则要用专门工具拆卸,并需边拆卸边加热。
2)卸下叶轮后,轴要清扫干净,测量轴的弯曲度。
3)轴套经常与填料摩擦,特别是水中带砂时尤为严重,所以一般情况都要更换。
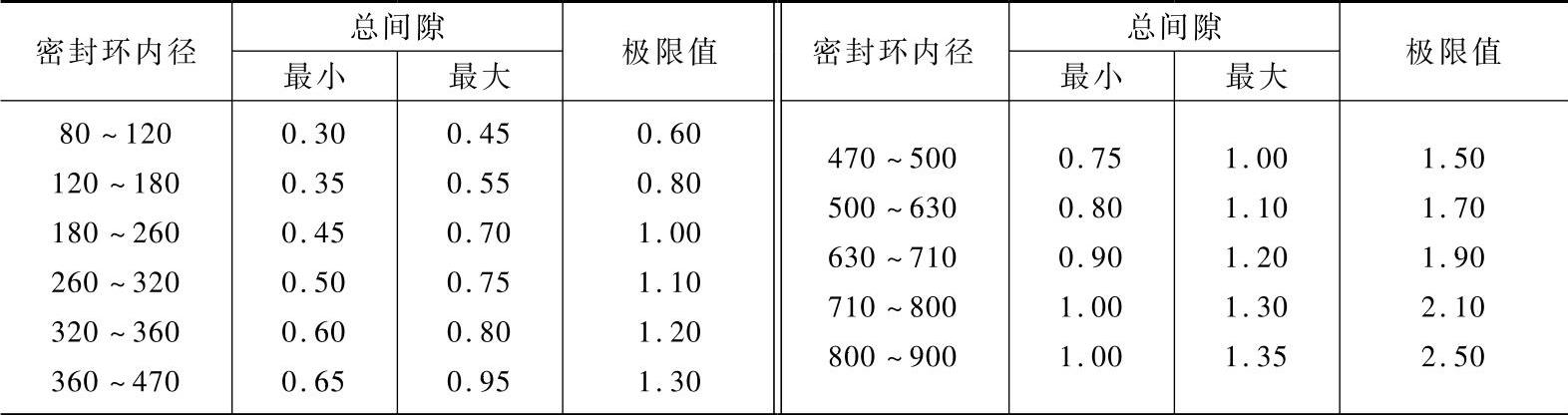
4)检查叶轮密封环间隙,如太大要重新配制。方法是将固定密封环内径车一刀(见圆为止);然后按这个尺寸做一个保护环,镶在水轮上(一般大型泵叶轮原来就镶有保护环,所以重配时应把旧的卸下)。叶轮与密封环的配合间隙按表3-23选取。(https://www.xing528.com)
表3-23 叶轮与密封环配合间隙(单位:mm)
5)检查角接触球轴承20是否合格,检查的方法如下:①滚动体及滚道表面不能有斑、孔、凹痕、剥落、脱皮等现象。②转动灵活,用手转动后应平稳,并逐渐减速停止。不能突然停下,不能有振动。③隔离架与内外圈应有一定间隙,可用手在径向推动隔离架试验。④游隙合适,用压铅丝法测量,其径向游隙见表3-24。
表3-24 球、柱轴承的径向游隙(单位:mm)
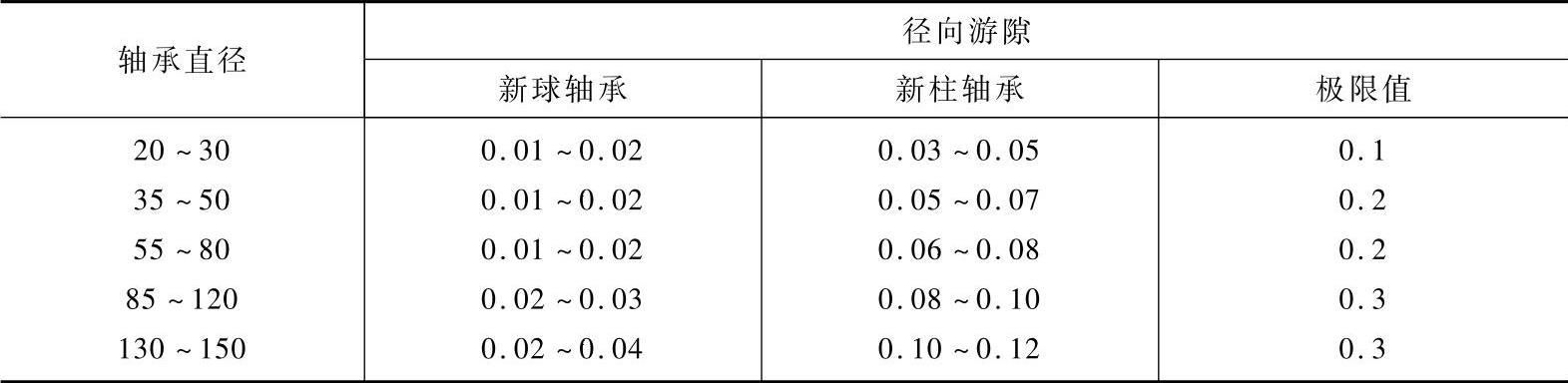
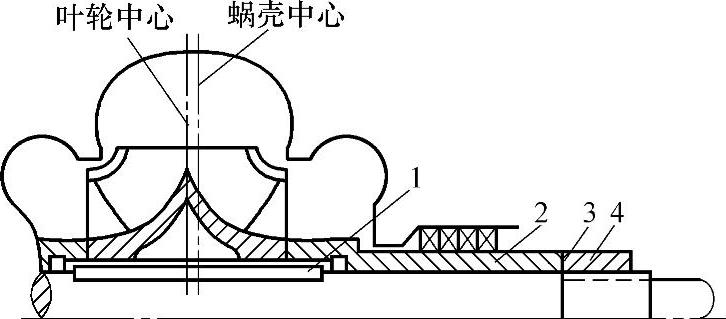
图3-22 叶轮与蜗壳中心不一致
1—平键 2—轴套 3—胶圈 4—螺母
3.组装调整
1)如图3-21所示,叶轮3、轴套6、泵轴4等检查合格后,就可以进行转子组装。这时叶轮3要安置在泵轴4的正确位置上,不能偏向任何一侧。因向某一侧偏移时,叶轮放在泵壳内会造成不与蜗壳同心,如图3-22所示。为了防止水顺泵轴漏出,用胶圈3压在轴套2与螺母4之间。组装后,应当保证胶圈3被螺母4压紧,螺母4已经靠紧了轴套2。如果不是这样,即螺母与轴套之间有间隙,虽然组装时胶圈有紧力,但时间长了紧力会逐渐消失,使轴套松动。轴套松动后会引起顺轴漏水,还会磨细轴径和咬伤平键。
2)将填料套、填料环、填料压盖、挡油圈、油环等按顺序装在轴上。注意:不要忘装、装反和顺序颠倒。
3)轴承处的轴径如有摩擦痕迹,可用水砂纸涂上粉笔末打光(即用扁胶带把砂纸缠在轴上,然后两个人各拿胶带一头来回拉动)。轴套外圆表面也应打光。
4)测量转子的晃度。可在专门架子上,或放在泵壳内轴承上进行。为了在盘动转子时不磨损轴瓦,应在其上浇少许润滑油。离心泵较大,晃度可放宽,叶轮上保护环晃度可为0.20mm,轴套晃度可为0.10mm。如轴套晃度过大,会加速填料的磨损,并增大漏水量。
5)将叶轮密封环就位后,盘动泵转子,看是否有摩擦现象。并用塞尺测量叶轮四周密封环间隙是否均匀。若有摩擦,例如摩擦出现在密封环的上方,就要考虑在密封环下加垫;如摩擦出现在密封环的下方,就要考虑抬高转子(即在轴承体与泵壳的结合止口上加垫片),但这时叶轮密封环必须确信已落到底(可用锤击试验)。调整工作直到盘动转子轻快为止。
6)决定泵壳结合面垫的厚度。如果叶轮密封环和大修前一样,没有向上抬起,那么结合面的垫就取原来的厚度。如果密封环已向上抬起,泵结合面垫的厚度就要加厚。加厚多少用压铅丝法测量,如图3-23所示。一般泵盖对叶轮密封环的间隙(紧力)为0.00~0.03mm。新垫做好之后,两面涂上黑铅粉,铺在泵水平结合面上。注意铅粉必须干净,不能有碴块。在填料箱处的垫要做得格外细心,一定要使垫与填料箱边缘平齐。如果做短了,如图3-24所示,就会使填料密封不住,大量漏水,造成返工。
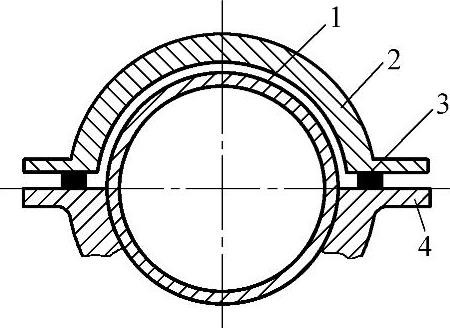
图3-23 决定泵盖对密封环的紧力
1—密封环 2—泵盖 3—铅丝 4—泵体
图3-24 垫没做合适(短了)
1—填料箱 2—泵轴 3—结合面上的垫
7)将泵盖扣上,把结合面螺栓紧上。盘动转子,看是否有与前不同的感觉。如果盘不动或发滞,可能是结合面垫做薄了,泵盖把叶轮密封环压扁,磨着了叶轮。如果没有异常问题,可把放气管、密封水管等连接好,填料加上(可不紧,待找完联轴器中心后再紧)。
8)组装轴瓦,测量其间隙紧力。角接触球轴承是限制转子轴向窜动的,也应把紧力调好。然后注油以防生锈。
9)至此,泵本身的安装工作已完毕。下面的工作是联轴器找中心。离心泵(48Sh-22)找中心时,一般都是调整电动机的轴承支座(给水泵也是这样),因而找中心后会引起电动机转子的移动。为了保证电动机转子与定子同心,事后应调整定子。
10)起动试验。检查结合面等处是否有漏水现象;压力表、电流表读数是否正常;泵有无振动、异响声等。如一切良好,设备可移交运行。
对于其他的水平中开式多级蜗壳泵,其大修中的具体步骤、方法与上述48Sh-22泵相同,只不过是转子上多了几个叶轮罢了。对立式中开缝的蜗壳泵,如12NL凝结泵等,其检修步骤也与此相仿。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。