



1.焊缝表面的形状尺寸及外观要求
1)A、B类焊接接头的焊缝的余高e1、e2按表11-106和图11-127的规定。
表11-106 A、B类焊接接头的焊缝余高合格指标 (单位:mm)

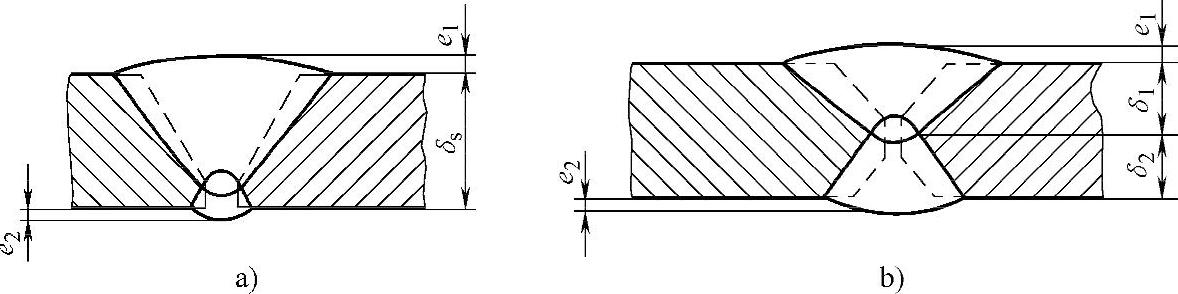
图11-127 A、B类焊接接头的焊缝余高
a)单面坡口 b)双面坡口
2)C、D类接头的焊脚尺寸,在图样无规定时,取焊件中较薄者之厚度。补强圈焊脚,当补强圈的厚度不小于8mm时,其焊脚尺寸等于补强圈厚度的70%,巨不小于8mm。
3)焊接接头表面应按相关标准进行外观检查,不得有表面裂纹、未焊透、未熔合、表面气孔、弧坑、未填满、夹渣和飞溅物;焊缝与母材应圆滑过渡;角焊缝的外形应凹形圆滑过渡。
4)下列容器的焊缝表面不得有咬边:
①标准抗拉强度下限值Rm≥540MPa低合金钢材制造的容器。
②Cr-Mo低合金钢材制造的容器。
③不锈钢材料制造的容器。
④承受循环载荷的容器。
⑤有应力腐蚀的容器。(https://www.xing528.com)
⑥低温容器。
⑦焊接接头系数ф为1.0的容器(用无缝钢管制造的容器除外)。
其他容器焊缝表面的咬边深度不得大于0.5mm,咬边连续长度不得大于100mm,焊缝两侧咬边的总长不得超过该焊缝长度的10%。
2.焊接返修
1)当焊缝需要返修时,其返修工艺应符合焊接工艺的有关规定。
2)焊缝同一部位的返修次数不宜超过2次。如超过2次,返修前应经制造单位技术负责人批准,返修次数、部位和返修情况应记入容器的质量证明文件。
3)下列容器在焊后热处理后如进行任何焊接返修,应对返修部位重新进行热处理:
①盛装毒性为极度或高度危害介质的容器。
②Cr-Mo钢制容器。
③低温容器。
④图样注明有应力腐蚀的容器。
4)热处理后的焊接返修应征得用户同意。除上述“2”条外要求焊后热处理的容器,如在热处理后进行返修,当返修深度小于钢材厚度的1/3,巨不大于13mm时,可不再进行焊后热处理。返修焊接时,应选预热并控制每一焊层厚度不和大于3mm,巨应采用回火焊道。
在同一截面两面返修时,返修深度为两面返修的深度之和。
5)有特殊耐腐蚀要求的容器或受压元件,返修部位仍需保证不低于原有耐蚀性。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。