



1.适用范围
本标准适用于金属材板和管的熔焊接头。
2.焊接接头质量分级
根据缺陷的性和数量,焊接接头的质量分为四个等级。
Ⅰ级焊接接头:应无裂纹、未熔合、未焊透和条形缺陷。
Ⅱ级焊接接头:应无裂纹、未熔合和未焊透。
Ⅲ级焊接接头:应无裂纹、未熔合以及双面焊和加垫板的单面焊中的未焊透。
Ⅳ级焊接接头:焊接接头中缺陷超过Ⅲ级者。
3.评定厚度的确定
评定厚度T是指用于缺陷评定的母材厚度或角焊缝厚度。
对接焊缝的评定厚度是指母材的公称厚度。不等厚材料对接时,取其中较薄的母材公称厚度;T型接头时,取制备坡口的母材公称厚度。
角焊缝的评定厚度是指角焊缝的理论厚度。
4.焊接缺陷的评级
(1)圆形缺陷的评级
1)长宽比小于或等于3的缺陷定义为圆形缺陷。它们可以是圆形、椭圆形、锥形或带有尾巴(在测定尺寸时应包括尾部)等不规则的形状,包括气孔、夹渣和夹钨。
2)圆形缺陷用评定区进行评定,评定区域的大小见表11-80。评定区应选在缺陷最严重的部位。
表11-80 缺陷评定区 (单位:mm)

3)评定圆形缺陷时,应将缺陷尺寸按表11-81换算成点数,见表11-81。
表11-8 1缺陷点数换算表

4)不计点数的缺陷尺寸见表11-82。
表11-82 不计点数的缺陷尺寸 (单位:mm)

5)当缺陷与评定区边界线相交时,应把它划入该评定区内计算点数。
6)对由于材质或结构等原因进行返修可能会产生不利后果的焊接接头,经合同各方商定,各级别的圆形缺陷可放宽1~2点。(https://www.xing528.com)
7)对致密性要求高的焊接接头,经合同各方商定,可将圆形缺陷的黑度作为评级依据,对黑度大的圆形缺陷定义为深孔缺陷,按4.(1)10)定级。
8)圆形缺陷的分级见表11-83。
表11-83 圆形缺陷的分级

注:表中的数宇是允许缺陷点数的上限。
9)圆形缺陷长径大于T/2时,评为Ⅳ级。
10)要求按4.(1)7)评定的焊接接头,有深孔缺陷时评为Ⅳ级。
11)Ⅰ级焊接接头和评定厚度小于等于5mm的Ⅱ级焊接接头内不计点数的圆形缺陷,在评定区内不得多于10个。
(2)条形缺陷的评级
1)长宽比大于3的气孔、夹渣和夹钨定义为条形缺陷。
2)条形缺陷的分级见表11-84。
表11-84 条形缺陷的分级 (单位:mm)
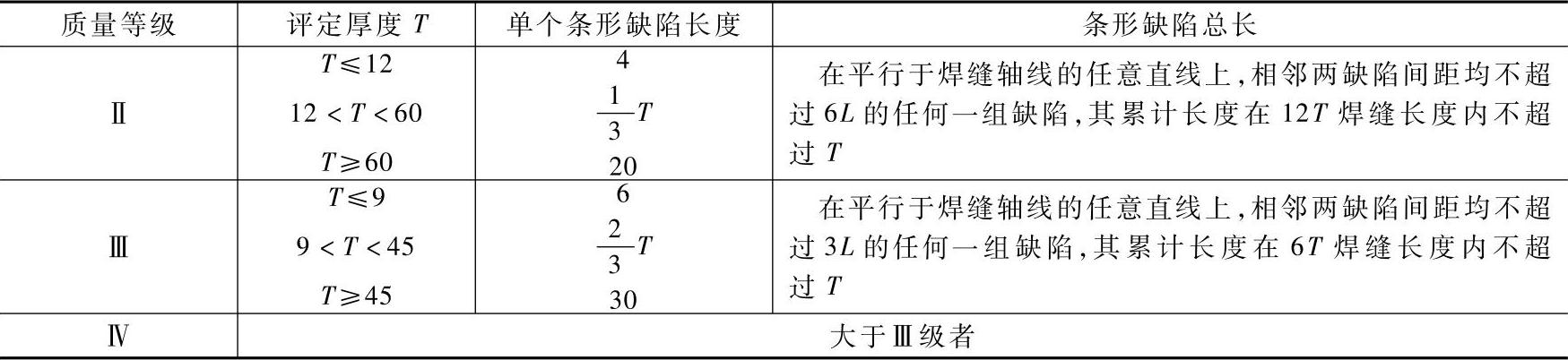
注:表中L为该组缺陷中最长者的长度。
(3)未焊透的评级
1)不加垫板的单面焊中未焊透的允许长度,应按表11-85条形缺陷的Ⅲ级评定。
2)角焊缝的未焊透是指角焊缝的实际深未达到理论熔深值,应按表11-84条形缺陷的Ⅲ级评定。
3)设计焊缝系数不大于0.75的钢管根部未焊透的分级见表11-85。
表11-85未焊缝的分级

(4)根部内凹和根部咬边评级 钢管根部内凹缺陷和根部咬边的分级见表11-86。
表11-86 根部内凹和根部咬边缺陷的分级

(5)综合评级 在圆形缺陷评定区内,同时存在圆形缺陷和条形缺陷(或未焊透、根部内凹和根部咬边)时,应各自评级,将两种缺陷所评级别之和减1(或三种缺陷所评级别之和减2)作为最终级别。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。