



【摘要】:这些等级与产品的制造质量有关而与其适用性无关。本标准适用于以下情况:1)GB/T 5185—2005规定的下述焊接方法及其工艺类别①11无气体保护的金属电弧焊。⑤15等离子弧焊。3)所有的焊接位置。4)对接焊缝、角焊缝及支管接头。角焊缝的缺陷限值可采用焊脚尺寸。每个焊接接头一般应针对不同缺陷类型单独评定。出现在接头任一截面上不同类型的缺陷需做特殊考虑。
1.适用范围
本标准规定了钢弧焊接头缺陷的质量等级。这些等级与产品的制造质量有关而与其适用性无关。
本标准适用于以下情况:
1)GB/T 5185—2005规定的下述焊接方法及其工艺类别
①11无气体保护的金属电弧焊。
②12埋弧焊。
③13气体保护电弧焊。
④14非熔化极气体保护电弧焊。
⑤15等离子弧焊。
2)手工、机械化及自动化焊接方法。
3)所有的焊接位置。
4)对接焊缝、角焊缝及支管接头。
5)厚度范围在3~63mm的钢材。
本标准未考虑冶金方面的因素,如晶粒尺寸、硬度。
2.焊缝的评定(https://www.xing528.com)
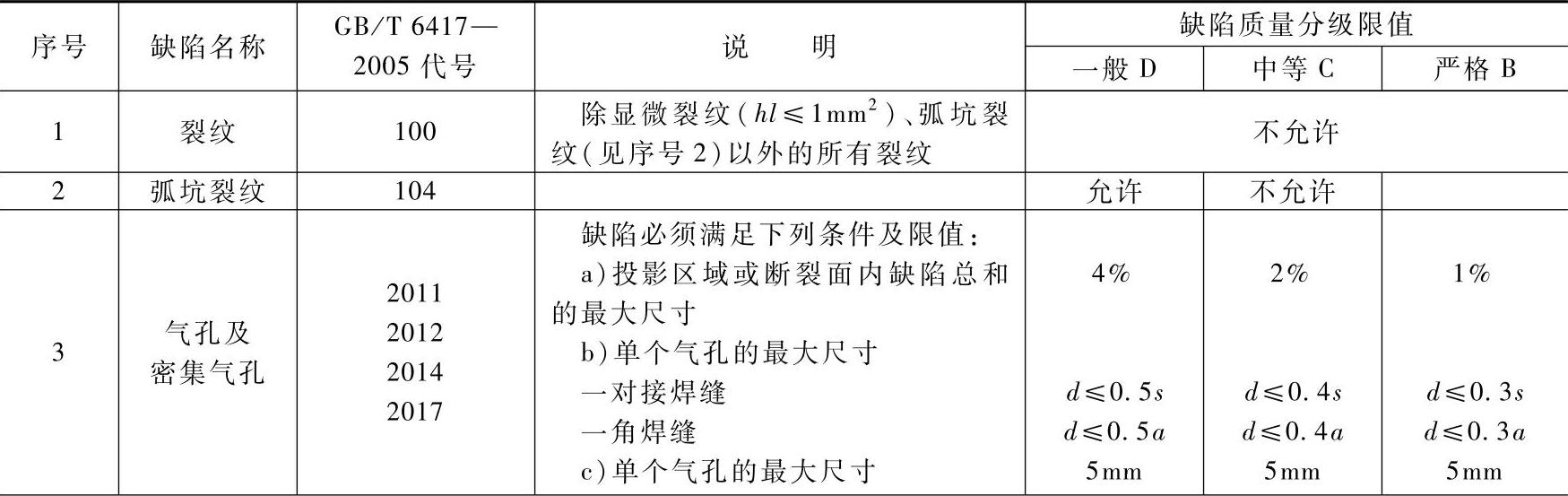
缺陷限值按表11-79规定。角焊缝的缺陷限值可采用焊脚尺寸。
每个焊接接头一般应针对不同缺陷类型(序号1~25)单独评定。
出现在接头任一截面上不同类型的缺陷需做特殊考虑(见序号26)。
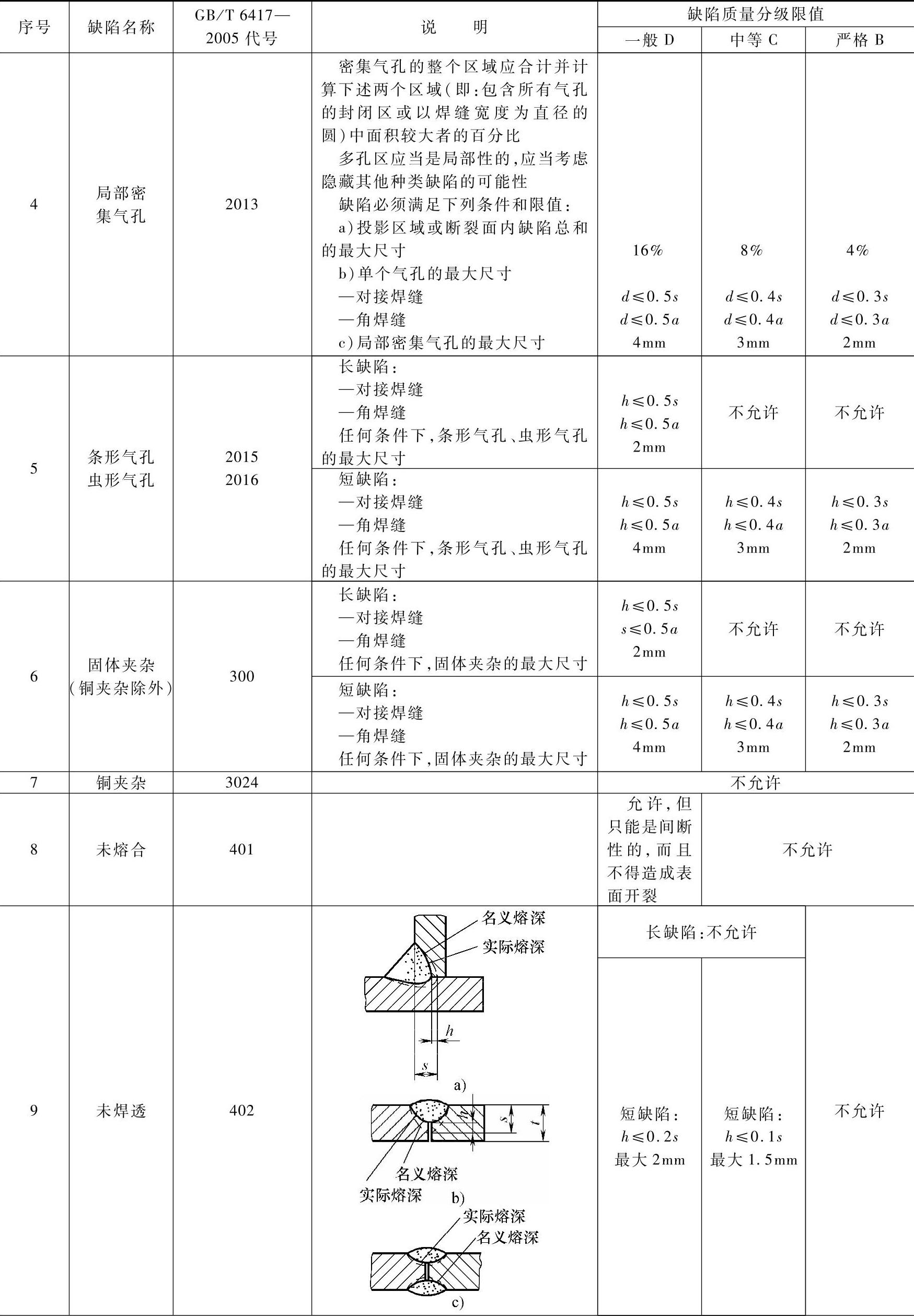
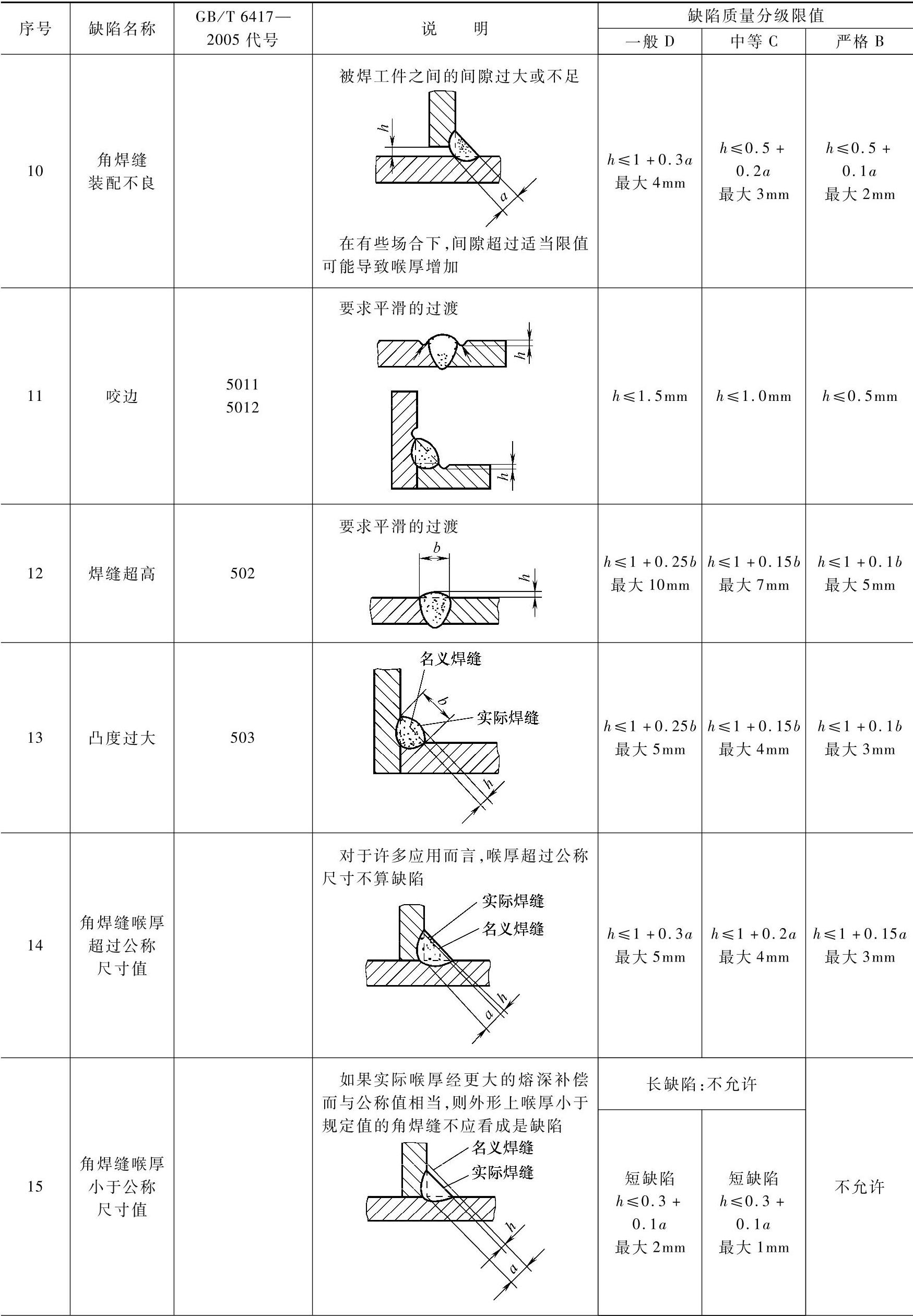
表11-79 缺陷限值
(续)
(续)
(续)
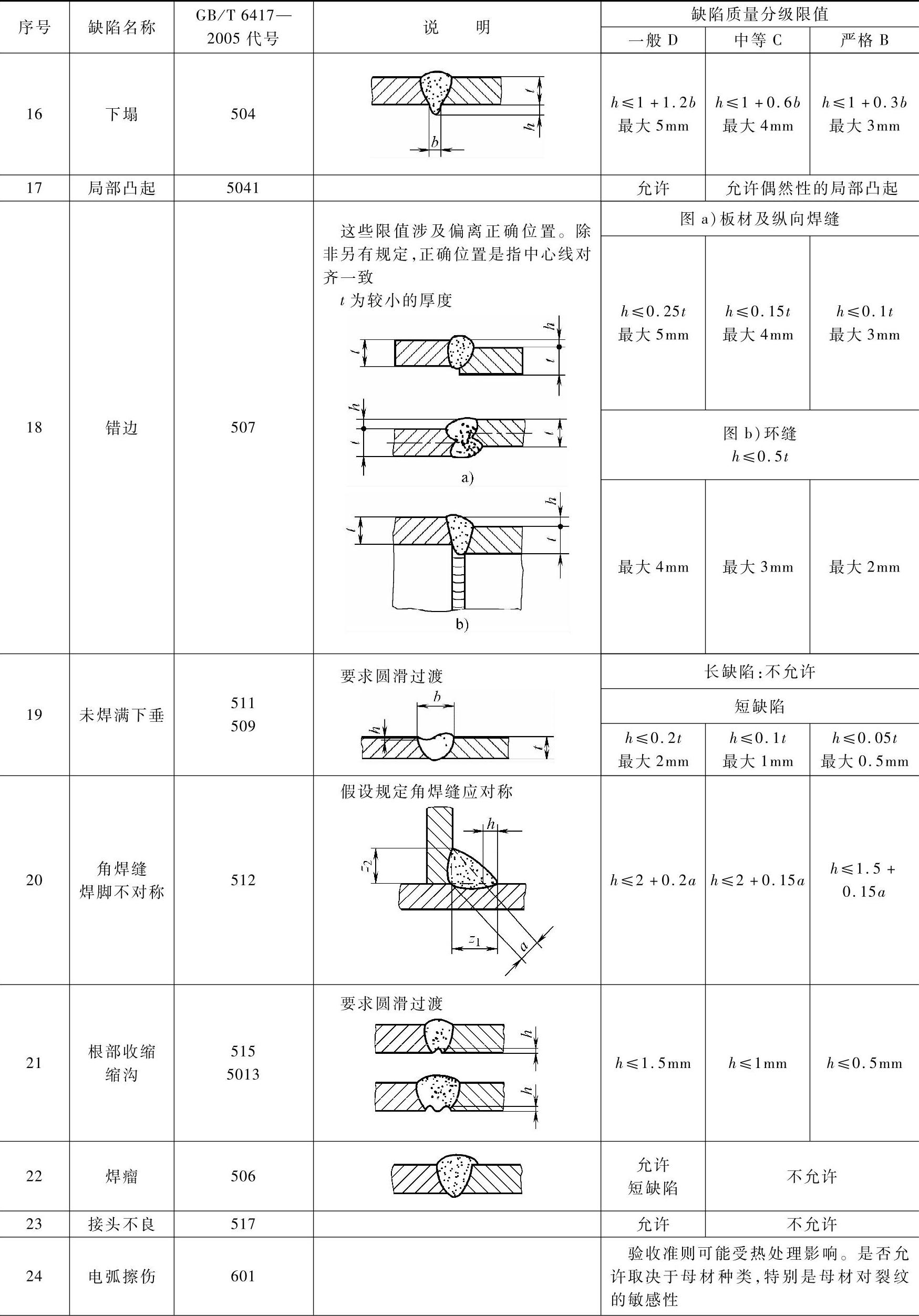
(续)
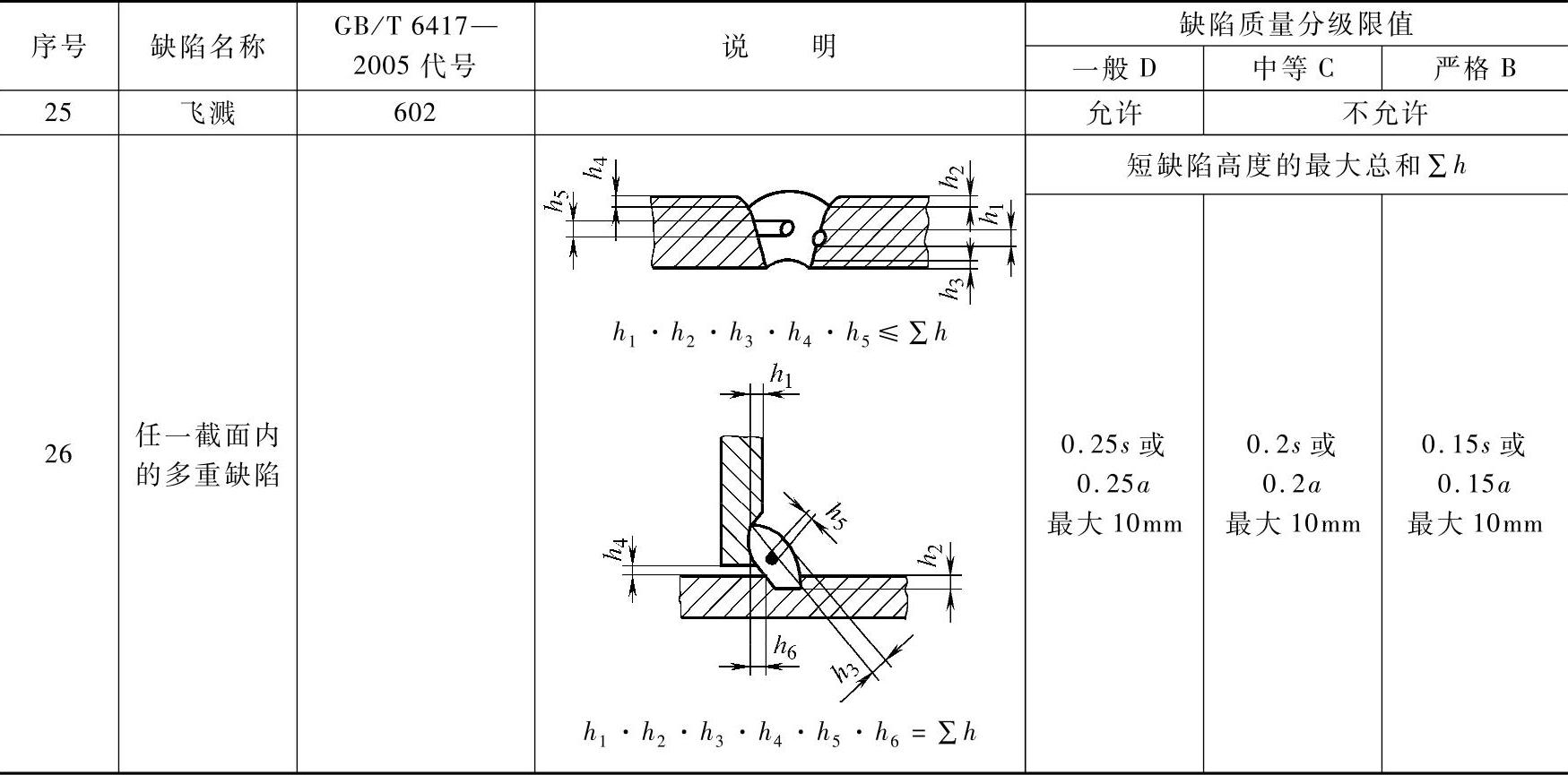
注:表中:a—角焊缝的公称喉厚(角焊缝厚度);b—焊缝余高的宽度;d—气孔的直径;h—缺陷尺寸(高度或宽度);l—缺陷长度;s—对接焊缝公称厚度(或在不完全焊透的场合下规定的熔透深度);t—壁厚或板厚;z—角焊缝的焊脚尺寸(在直角等腰三角形截面中 ,国内许多行业用K表示焊脚尺寸)。
,国内许多行业用K表示焊脚尺寸)。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。