



1.总则
1)焊缝外形尺寸检验前,其焊缝及两侧必须清除熔渣、飞溅及其他污物。
2)焊缝外形尺寸检验主要用肉眼借助有关辅助量具进行。检验时要保证良好的照明。
3)焊缝坡口形式与尺寸应该符合GB/T 985—2008和GB/T 986—2008的有关规定。
4)焊缝外形尺寸的标注应按GB/T 324—2008的有关规定执行。
2.主要内容与适用范围
本标准规定了钢结构焊接接头的焊缝外形尺寸。
本标准适用于钢结构的熔焊对接和角接接头的外形尺寸检验。
3.外形尺寸
1)焊缝外形应均匀,焊道与基本金属之间应平滑过渡。
2)I形坡口对接焊缝(包括I形带垫板对接焊缝)如图11-121所示。其焊缝宽度c=b+2a及余高h值应符合表11-75的规定。
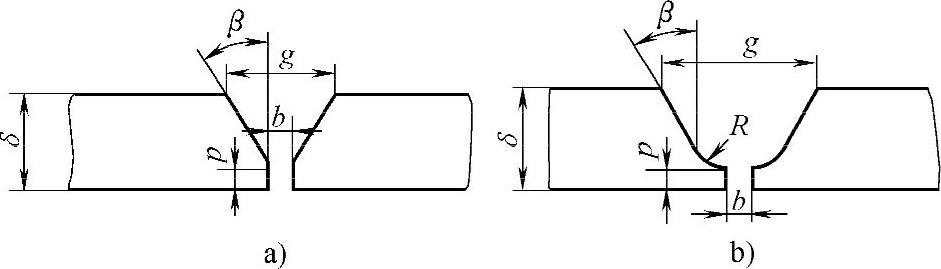
3)非I形坡口对接焊缝(GB/T 985—2008和GB/T 986—2008中除I形坡口外各种对接坡口形式的焊缝)如图11-122所示,其焊缝宽度c=g+2a及余高的h值应符合表11-76规定。g值按图11-123与公式计算。
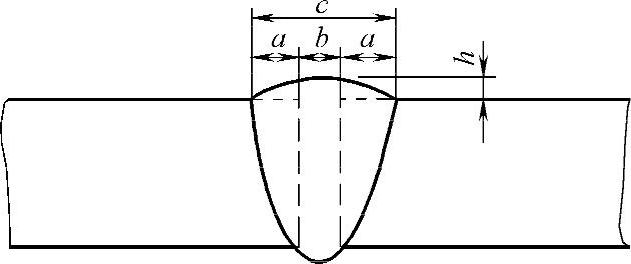
图11-121 I形坡口对接焊缝
表11-76 对接焊缝的焊缝宽度及余高 (单位:mm)

注:1.表中b值为符合GB/T 985—2008、GB/T 986—2008标准要求的试验装配值。
2.g值计算结果若带小数时,可利用数的修约规则计算到整数位。
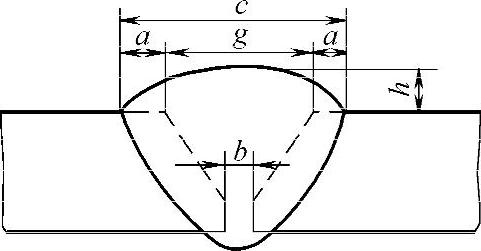
图11-122 非I形坡口对接焊缝
 (https://www.xing528.com)
(https://www.xing528.com)
图11-123 非I形坡口对接焊缝
a)g=2(δ-P)tanβ+b b)g=2(δ-R-P)tanβ+2R+b
4)焊缝最大宽度Cmax和最小宽度Cmin的差值,在任意50mm的焊缝长度范围内不得大于4mm,整个焊缝长度范围内不得大于5mm。
5)焊缝边缘直线度f。在任意300mm连续焊缝长度内,焊缝边缘沿焊缝轴向的直线度f如图11-124所示,其值应符合表11-77的规定。
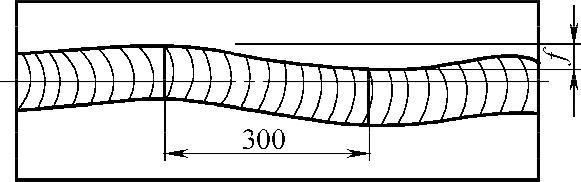
图11-124 焊缝边缘直线度f的确定
表11-77 焊缝边缘直线度f值 (单位:mm)

6)焊缝表面凹凸。在焊缝任意25mm长度范围内,焊缝余高hmax-hmin的差值不得大于2mm(见图11-125)。
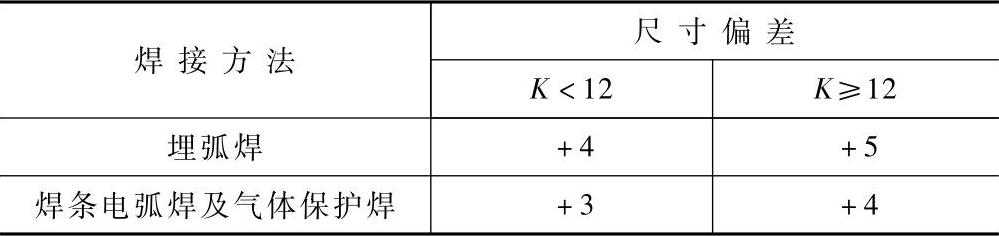
7)角焊缝的焊脚尺寸K值由设计或有关技术文件注明,其焊脚尺寸K值的偏差应符合表11-78的规定。
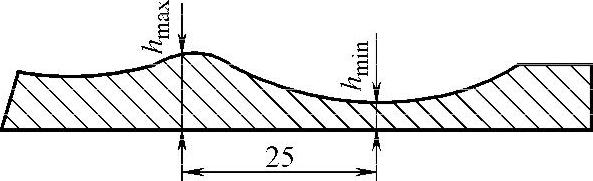
图11-125 焊缝表面凹凸示意图
表11-78 焊脚对K值的偏差 (单位:mm)
8)焊趾角度是指在接头横剖面上,经过焊趾的焊缝表面切线与母材表面之间的夹角,见图11-126中的θ。根据船舶行业标准GB/T 1220—2005的规定,对接接头的焊趾角θ应不小于140°,T形接头的焊趾角θ应不小于130°。
焊缝外形尺寸经检验超出上述规定时,应进行修磨或按一定工艺进行局部补焊,返修后应符合本标准的规定,但补焊的焊缝应与原焊缝间保持圆滑过渡。特殊要求的焊缝外形尺寸,可参照有关标准和技术条件执行。
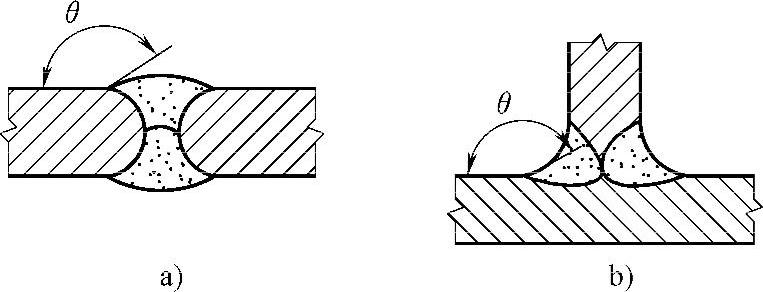
图11-126 焊趾角度示意图
a)对接接头 b)T形接头
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。